|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОСНОВНЫЕ ОПЕРАЦИИ ПРИ КУЗНЕЧНЫХ РАБОТАХ
Отрубка, разрубка, вырубка и просечка — все эти разделительные операции осуществляются при помощи кузнечного зубила или подсечки и молотка. При тонком и мягком металле операции производят без нагрева заготовки, если же металл твердый или заготовки массивные, их нагревают до ковочной температуры (рис. Осадка — увеличение поперечных размеров заготовки в результате уменьшения продольных. Увеличение поперечных размеров заготовки на каком-либо отдельном участке — высадка. Обе операции ведутся молотком или кувалдой (рис. 21). Протяжка — увеличение длины заготовки при уменьшении толщины. Протяжка выполняется молотком, кувалдой или при помощи гладилок, разгонок и обжимок (рис. 22). Пробивка и прошивка отверстий — получение в изделиях сквозных отверстий, а также различных углублений и пазов. Прошивка осуществляется специальными прошивнями обычно с двух сторон заготовки на подкладном кольце. Пробивка отверстий диаметром до 30 мм производится над отверстием в наковальне или в гвоздильне при помощи пробойников (рис. 23, 24). Гибка необходима для придания изогнутой формы всей поковке или отдельным ее частям. При гибке заготовок без нагрева необходимо учитывать, что холодный металл не так пластичен, поэтому при обработке в ненагретом состоянии он укорачивается, пружинит и при больших углах гибки способен растрескиваться. Гибка ведете» на наковальне при помощи ручника или кувалды, а также различных приспособлений — вилки, плиты с пазами или отверстиями для штырей, оправок (рис. 25, 26, 27).
Рис. 20. Разделительные операции: а — отрубка при помощи зубила; б — отрубка при помощи зубила и подсечки; в — разрубка отщепов в тисках; г — продольная разрубка; д — вырубка (просечка)
Скручивание — поворот одной части заготовки относительно другой вокруг продольной оси. Такая обработка производится как в холодном, так и в горячем состоянии. При скручивании в холодном состоянии удается получить сравнительно большой шаг закрутки, при скручивании нагретой заготовки шаг можно сделать любым. Для вращения деталей обычно пользуются воротками и клещами (рис. 28). Естественно, при скручивании на большой угол длина заготовки значительно уменьшается, и чтобы выдержать необходимый размер, перед скручиванием на заготовку обычно надевают ограничительную трубу (закрутка осуществляется до тех пор, пока вороток не упрется в трубу).
Рис. 21. Осадка и высадка: а — осадка цилиндрической заготовки;: б, в — высадка верхней и нижней частей заготовки; г — высадка конца плоской заготовки; д — высадка средней части заготовки; е — высадка головки в гвоздильне
При необходимости закрутить заготовку в горячем состоянии с уменьшающимся шагом металл постепенно охлаждают, например мокрой тряпочкой, по мере его закручивания. К операции скручивания относится и свивание нескольких тонких, сваренных по концам прутков, и закрутка разрубленных вдоль оси заготовок. На рис. 29 приведены типы скруток. Кузнечная сварка — соединение двух или более заготовок,, нагретых до сварочной температуры, с помощью ударов. Лучше таким образом свариваются стали, содержащие менее 0, 3 % С. При сварке высокоуглеродистых сталей необходимо добавлять к сварочному флюсу опилки малоуглеродистой стали. Существует несколько способов кузнечной сварки: внахлест, вразруб, встык и врасщеп (рис. 30). Перед сваркой необходимо подготовить концы заготовок, то есть набрать металл путем высадки. Температура нагрева стальных заготовок примерно 1300 — 1350° С, этой температуре соответствует цвет белого каления. При таком нагреве с поверхности металла начинают разбрызгиваться блестящие звездочки, а поверхность металла как бы увлажняется — железо «потеет». Для уменьшения образования окалины, препятствущей сварке, а также для предохранения металла от пережога заготовку посыпают флюсом: кварцевым песком, бурой или поваренной солью. Для улучшения свариваемости к флюсу добавляют порошок марганца. Нагретые под сварку заготовки извлекают из горна, сбивают с них шлак, окалину и, сложив подготовленными местами, начинают наносить по этим местам легкие и частые удары от середины к краям, постепенно увеличивая силу удара.
Рис. 22. Протяжка: а — на ребре наковальни; б — при помощи задка кувалды; в — на подбойке; г — на парной подбойке; д — с верхней подбойкой; е — при помощи гладилки; ж — в оправках
Рис. 24. Прошивка отверстий: 1 — предварительная пробивка; 2 — прошивка бочкообразным прошивенем; 3 — калибровка
Рис. 23. Пробивка отверстий: I — предварительная пробивка; 2 — переворот заготовки; 3 — окончательная пробивка
При сварке необходимо соблюдать особую осторожность, так как горячие шлак и окалина при ударах сильно разлетаются во все стороны. Закончив описание основных операций при кузнечных работах, упомянем о выглаживании — отделочной операции, заключающейся в окончательном выравнивании поверхности после ковки с помощью гладилок. При выглаживании гладилка перемещается постепенно по всей поверхности изделия, и по ней наносятся удары кувалдой. Кроме выглаживания, гладилки используются и для создания специальных декоративных граненых поверхностей. Рис. 25. Гибка под прямым углом на: 1 — наковальне; 2 — образной оправке; 3 — скобе; 4 — выступе; 5 — вилке; 6 — плите со съемными штырями
Рис. 26. Гибка по радиусу: 1 — на роге наковальни; 2 — в приспособлении; 3 — в вилке; 4 — в вилке (с молотом); 5 — на радиусной вставке; 6 — на спирали с приподнятой центральной частью; 7 — на оправке; 8 — на клине
Рис. 27. Гибка на форме: 1 — под прямым углом; 2 — на оправке
Рис. 28. Скручивание: а — одностороннее клещами; б — двустороннее с сжатыми в тисках концами; в — в тисках; г — с ограничительной трубой
Рис. 29. Типы скруток из: 1 — плоской заготовки; 2 — раскованней круглой заготовки; 3 — раскованной квадратной заготовки; 4 — плоской заготовки с «дорожкой»; 5 — квадратной заготовки с двумя «дорожками»; 6 — квадратной заготовки
Рис. 30. Способы сварки: 1 — внахлест; 2 — в разруб; 3 — встык; 4 — вращеп
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА
Изготовление ковкой различных художественных и бытовых изделий из листового материала широко применялось еще задолго до нашей эры у скифов, народностей Кавказа и Южного Урала. Просечной металл начиная с XVI в, широко применялся для украшения бытовых предметов (шкатулок, ларцов, сундуков, подголовников, замков, осветительных приборов и т.д.), а также в сельской и городской архитектуре. Подзоры из просечного металла украшали свесы крыш и фронтонов изб, дворцов и соборов; ажурные коньковые решетки завершали гребни крыш, дымники в виде башенок и ваз венчали дымовые трубы, а различные короны и навершия — водосточные трубы. Кроме этого, просечной металл использовался при изготовлении личинок, секирных и врезных замков, а также для декоративной отделки доспехов и холодного оружия. Рисунок просечного металла во многом аналогичен рисунку деревянных пропильных орнаментов на наличниках и свесах и содержит в основном растительные мотивы и повторяющиеся геометрические элементы в виде кругов, треугольников, червонок и всевозможных завитков. Технология изготовления элементов из просечного металла не очень сложная, но требует кропотливого труда и навыков работы с листовым металлом, главным образом жестью. Вначале следует подобрать или продумать рисунок и форму готового изделия. При этом очень важно учитывать фактор масштабности и удаленности. Если вы задумали украсить просечным металлом весь дом, то надо продумать рисунок как всей композиции, так и отдельных фрагментов, при этом обязательно, чтобы рисунки эти были выдержаны в одном стиле. Сделав необходимые эскизы, подготовьте по ним шаблоны из фанеры или другого листового материала. После изготовления шаблонов ножницами для металла разрезают листы жести или другого металла на карточки соответствующих размеров, покрывают карточки тонким слоем мелового раствора или белилами, дают краске хорошо высохнуть и чертилкой наносят рисунок. Наружный контур рисунка вырезается ножницами (с прямыми или радиусными лезвиями), а внутренний просекается зубильцами с прямолинейными или криволинейными лезвиями. Плоские изделия из просечного металла устанавливают на места на винтах или специальных гвоздиках, а объемные — дымники, навершия — предварительно собирают в единое целое, используя при работе специальные молотки, киянки (деревянные молотки), ножницы для металла, а также толстый металлический стержень квадратного (круглого) сечения, укрепленный на верстаке в горизонтальном положении. При изготовлении объемных изделий из листа используют такие старинные технологические приемы, как дифовка, выколотка, чеканка. Этими способами изготовляли разнообразные украшения, всевозможную посуду (миски, чашки, ложки, кубики, кувшины, курганы, самовары), боевые доспехи (щиты, шлемы, брони дощатые), различные архитектурные элементы (шары, звезды). При дифовке в результате удара молотом происходит местное сплющивание листового металла, то есть уменьшается его толщина, но увеличивается площадь. Таким образом, если взять плоскую круглую заготовку и на наковальне начать обрабатывать молотком ее центральную часть, то лист.станет изгибаться, приобретая форму сферы. Концентрируя удары в определенных местах и применяя разнообразный подкладной инструмент, получают изделия различной формы (рис. 31).
Рис. 31. Выколотка сферы: 1 — на наковальне, 2 — на «стойке» Рис. 32. Оформление сферы: а — изготовление гофр; б — осадка гофр
При глубокой вытяжке по краям заготовки образуются гофры (складки), которые при последующей обработке необходимо «посадить», то есть распрямить. Процессом образования гофр можно управлять, если предварительно наметить их круглогубцами или при помощи специальных оправок (рис. 32). При этом надо следить, чтобы гофры были низкими и широкими не завалены в какую-либо сторону. Необходимо обращать внимание и на чистоту рабочей поверхности и инструмента. Ударная поверхность молотка и опорная поверхность наковальни и поправок должны быть хорошо закалены и отшлифованы, чтобы на поверхности металла не образовывались царапины и трещины, которые при дальнейшей обработке приводят к разрыву изделия. Известно, Что по мере обработки металлическим молотом лист нагартовывает-ся (наклёпывается), в результате чего поверхность листа упрочняется и становится более хрупкой. Поэтому для уменьшения наклепа при работе применяют молотки с плоским или фигурным бойком из твердых пород дерева (бук, граб, клен, самшит и др.). Для продления срока службы деревянных молотков их обматывают тесьмой на клею и сверху покрывают лаком. Не оставляют следов от удара также молотки из резины и текстолита, молотки со вставками из красной меди, алюминия или свинца. Мастера-дифовщики используют при работе свыше 100 различных молотков, большое число опорных и подкладных инструментов для посадки гофр, правки и выравнивания металла (гладильники), для создания сферических поверхностей (шаровые), для обработки шеек ваз, кубков (шеечные), опорные и подкладные (кобылины, наковальни, шпераки, массивные загибки, подсечки и клепки швов). При работе опорный и подкладной инструменты устанавливают в гнезда основной наковальни, зажимают в стуловых тисках, иногда вбивают непосредственно в деревянный чурбан или землю (рис. 33). Для создания монументальных скульптур, а также различных декоративных бытовых изделий применяют выколотку по моделям или шаблонам (металлическим, каменным или деревянным). Предварительно определяют, на какие элементы должна быть разбита вся форма, затем делают раскрой металла (с учетом вытяжки и посадки) и после обжига начинают по модели выколачивать форму молотками.
Рис. 33. Молотки для дифовки (а); подкладной инструмент (б); вертикальные «стойны» (в)
При сложных формах заготовку в процессе работы несколько раз отжигают и снова обколачивают по форме. После выколотки всех элементов формы их подгоняют друг к другу, обрезая ножницами и опиливая напильниками края, а затем сваривают элементы встык или соединяют фальцем. После окончания сборки необходимо обработать все швы и довести поверхность до нужной чистоты. Выколоткой изготовлялись в старину корпуса самоваров, тазов, чайников, мисок, подносов, кувшинов и кумганов. Изделия с неглубокой вытяжкой делают при помощи разнообразных молотков и оправок без применения пайки, а сложные, такие, как кувшины, кумганы, кубки, — по частям, спаивая затем их в единое целое. Для получения изделий выколоткой применяют опорный инструмент: стой но — толстый металлический стержень, на котором загибают края изделия (стойно вбивают в деревянный чурбак или землю).желобильню — чугунную плиту с углублением для выгиба краев дна у чайников, ведер и других подобных изделий; осадку и ожимку — толстые металлические стержни длиной 200 — 250 мм с углублениями на концах для осадки и оформления головок заклепок. Для художественной обработки изделий из листового металла применяются чеканка и басма. Басменное тиснение, которое было известно еще в домонгольский период, широко применялось наряду с чеканкой в городах Новгороде Великом, Пскове, Полоцке. Наивысшего расцвета техника басмы достигла в конце XVI — начале XVII в. Для басменного тиснения делают металлические, каменные или деревянные доски (матрицы) с рельефом на одной стороне (высота рельефа 2 — 5 мм). Металлические матрицы изготовляют методом литья из медных сплавов, рельеф тщательно обрабатывают различными чеканами и резцами. Толщина матричных досок обычно составляет 10 — 12 мм. На деревянных и каменных матричных досках рельеф получают, вырезая его с помощью зубильцев, штихелей, вращающихся бор, сверл и шлифовальных кругов. Подготовленный таким образом рельеф тщательно обрабатывают шлифовальной шкуркой и полируют. Процесс тиснения басмы заключается в следующем: на матрицу накладывают листовой, хорошо отожженный материал толщиной 0, 2 — 0, 5 мм, сверху кладут лист свинца или листовую резину и наносят удары деревянным молотком (можно сжимать этот «слоеный пирог» на винтовом прессе или в мощных тисках). После тиснения заготовку снимают и тонкими чеканами дорабатывают рельеф, подправляют углы, обрабатывают и готовят к дальнейшей сборке. В древнерусском искусстве басмой украшали переплеты книг, оклады икон, отделывали сундуки и ларцы. (Подробно о чеканке и басме было рассказано в выпуске «Сделай сам» № 5 за 1989 г.) ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИИ ИЗ «ОБЪЕМНОГО» МЕТАЛЛА
К «объемному» металлу условно относят листовой металл толщиной свыше 1, 5 — 2 мм, прутки круглого и квадратного сечения, а также полосы. Словом, «объемный» металл — заготовки, которые невозможно обрабатывать ковкой без нагрева. Кованый металл требует лаконичного и законченного рисунка, поэтому, перед тем как начать ковать какое-либо изделие, необходимо тщательно отработать рисунок этого изделия или даже вылепить его из пластилина. После следует изготовить из проволоки шаблоны всех элементов и только затем ковать отдельные элементы. Цветы. Работу над сборными цветами начинают с подготовки раскроя (рис. 34). Если рисунок симметричный, то можно наносить его на предварительно размеченную поверхность листа отдельными фрагментами. После обводки чертилкой фрагмент перемещают на определенный угол, опять обводят и так до тех пор, пока не будет нанесен весь рисунок. Когда рисунок полностью нанесен на металлический лист, его начинают обрабатывать зубильцами или ножницами (если, конечно, позволяет толщина листа). В случае когда рисунок представляет собой сложную фигуру, то в узловых местах можно предварительно просверлить отверстия диаметром 3 — 5 мм или процесс обрезки проводить частями — от наиболее простых участков к сложным. Кромку изделия зачищают каким-либо резцом (например, шабером) либо опиливают напильниками или надфилями. Затем края лепестков несколько оттягивают (утоньшают) молотом, с помощью зубильца и оправок делают насечку, придают поверхности волнистость, пробивают центральное отверстие и собирают их на стержне. Акантовые листья и завитки изготовляют по аналогичной технологии: вычерчивается изделие, рисунок вырезается по контуру и с помощью специальных молотков и оправок заготовке придается заданная форма. Соединяют листья с основным стержнем заклепками или сваривают кузнечной сваркой. Оформление цельнокованых цветов требует высокой кузнечной квалификации и большого опыта. Вначале от заготовки диаметром 50 — 60 мм оттягивают тонкий конец — клещевину (диаметр 12 — 14 мм) для удобного держания клещами, после чего на цилиндрической части большого диаметра делают кольцевые прорубки (рис. 35), затем последовательно на каждом ; диске (начиная с верхнего) вырубают контур цветка, проковывают лепестки и сгибают их по заданной форме. Затем приступают к проработке следующего ряда лепестков. Светцы. Наибольшую выдумку и фантазию проявляли мастера при ковке светцов — старинных осветительных приборов. Первые светцы делались из отслуживших подков: оттягивались, то есть заострялись, концы ветвей подковы и забивались в деревянную стену, а в скобу вставлялась лучина. Более красивыми были светцы, выкованные в виде небольших веточек с завитками и закрученным вдоль оси стержнем, такие светцы укреплялись на стене или на специальной подставке. Часто подставки светцов делались за одно целое с корытцем, в которое наливалась вода для тушения угольков.
Рис. 34. Изготовление сборных однослойных и многослойных цветов: а — нарцисс (1 — стержень с утолщением на конце; 2 — розетка; 3 — цветок в сборе); б — шиповник; в — роза (из расклепанной и скрученной полосы)
Позднее деревянные стойки светцов делали резными в виде башен, в навершие которых и вбивались металлические светцы. Такие светцы назывались втычными. Цельнокованые металлические светцы начинают широко входить в быт с конца XVIII в. Эти светцы были изящнее своих предшественников, выглядели более легкими и нарядными (рис. 36). При ковке светцов использовались многие технологические приемы, — начиная от гибки и кончая кузнечной сваркой. Центральный, основной стержень имел обычно осевую скрутку, снизу он разрубался на три или четыре части, которые отгибались, а затем крепились заклепками к массивному кольцу — основанию. Кроме этого, стержень часто украшали различными завитками или змейками, которые приклепывались к нему. Основное внимание уделяли кузнецы навершию, или голове, светца, то есть верхней части, в которую вставлялись лучины. Сами расщепы выполнялись в виде завитков, лучей с шишечками или с сережками, которые при легком сотрясении качались звеня, поблескивая в отраженном свете пламени лучины. Рис. 35. Изготовление цельнокованной розы: 1 — заготовка; 2 — оттяжка стержня; 3 — надрубка лепестков; 4 — расковка лепестков и их формовка; 5 — сформованный цветок Подсвечники. Постепенно восковые свечи вытесняют лучину и расщепы заменяются чашечками с блюдечками, а светцы превращаются в подсвечники, которые устанавливаются на столы или на пол, подвешиваются на стены и потолки. Основными декоративными элементами подсвечников остаются витые стержни, различные спирали, стилизованные цветы и розетки (рис. 37).Втулки для свечей изготовляли из цилиндрических заготовок путем неполной пробивки и раздачи на специальных конических оправках или на круглом роге наковальни. Более простой способ ковки втулки заключается в раздаче листового материала и сворачивании его во втулку.
Рис. 37. Подсвечники
Например, для изготовления трехрожкового подсвечника необходимо изготовить три гнутых кронштейна для основания, два кронштейна для свечей, три тарелочки, отковать и скрутить центральный стержень. Тарелочки делают из листового материала путем вырубки и вытяжки. Детали подсвечника скрепляют заклепками или кузнечной сваркой. Очень красиво смотрятся кованые предметы (подсвечники, вазы и др.), когда их центральный стержень имеет структуру из Двух или четырех элементов, полученных в результате разрубки стержня вдоль вертикальной оси. Элементы разрубки разжимают, проковывают, а затем скручивают на небольшой угол. Аналогичный свитой стержень можно получить и из нескольких тонких прутков, сваренных по концам.
Рис. 38. Кованые приборы дверей: а — жиковины; б — ручки, ручки-стукала, личинки Многие кованые изделия часто декорируют стилизованным и шишками из витого металла. Завивают такую шишку следующим образом. Вытягивают пруток и сворачивают его половины в две спирали. Затем эти спирали совмещают, и мосле очередного нагрева вся шишка при помощи оправок, молотка и зубила растягивается на определенную длину. Окончательная отделка собранного изделия проводится на большой гладкой плите. При помощи гладилок выравнивают различные шероховатости, исправляют искривления стержня, зачищают места соединений, подправляют завитки и розетки. Кронштейны, на которых подвешивались люстры и паникадила, выполнялись в виде спиралеобразных веточек с листочками и цветами. Довольно часто в кованом рисунке встречаются фрагменты, характерные для вышивки, керамики или резьбы по дереву: различные коньки, уточки или птица, клюющая ягоду. Необходимо отметить, что даже цепи для подвески люстр несли на себе элемент декоративности. Особое внимание наши предки уделяли воротам или наружным дверям. Их старались украсить как можно лучше, так как считалось, что ворота или дверь — «лицо» дома. Основу кованых дверей составляли толстые кованые склепанные полосы, закрытые досками — листовым материалом. Перекрести полос для красоты закрывались стилизованными цветами или розетками. В некоторых случаях все накладные элементы на дверях гравировались или украшались орнаментом. Жиковины, ручки-стукала, замки и личинки несли на себе элементы декоративности и украшали ворота и двери и, следовательно, весь дом.
Рис. 39. Формы шляпок кованых гвоздей Рис. 40. Технология ковки декоративных гвоздей
Основу решетчатых дверей также составляла мощная рама, а центральная часть заполнялась тонкими параллельными или фигурными стержнями круглого или квадратного сечения. Детали между собой скрепляли заклепками с гранеными шляпками. Стыки и перекрестия закрывали красивыми розетками, коваными цветами и различными завитками. Внутренние и накладные замки, кроме функционального назначения, всегда выполняли роль украшения дверей и ворот. Накладки, в том числе и личинки, покрывались орнаментом. Большое мастерство проявляли кузнецы при изготовлении ключей. Язычок ключа прорезался наличными пазами и отверстиями, а стержень имел различные утолщения и гравировку, но наиболее декоративна была головка ключа.
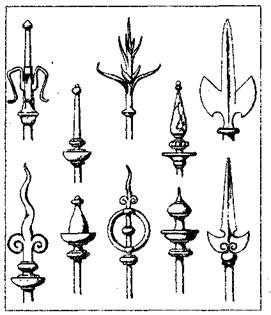
Рис. 41. Виды наверший Рис. 42. Виды наверший
Вместо обычных петель двери имели красивые жиковины разнообразной формы (рис. 38, а). В большинстве случаев жиковины украшались орнаментом, оси подставов или петель также несли декоративные элементы — навершие осей выковывалось в виде шишечки или пламени свечи, а опорный нижний конец стержня расковывался в фигурную лапку, в которой пробивалось отверстие для гвоздя. На массивных металлических или дубовых дверях наиболее эффектно смотрелись рукоятки — стукала. Обычно рукоятки имели вид кольца из гладкого или витого металла с бусиной внизу. Под бусину ставилась круглая пластина-подстукальиик, а под верхнюю петлю часто подкладывали пластинку из просечного железа. Эти массивные красивые рукоятки использовали для стучания в дверь, и поэтому их в старину называли стукалами. Замочная скважина под рукояткой обычно закрывалась личинкой из просечного или орнаментированного листового металла (рис. 38, б). Своеобразную красоту придавали воротам и дверям кованые гвозди, болты и заклепки: их шляпки делались сферическими, конусными или пирамидальными (рис. 39, 40). Начиная с XVIII в. кованый металл широко применяется при изготовлении каминных приборов, различных декоративных решеток, мебели. Изделия эти украшались пышными цветами, завитками и другими элементами.
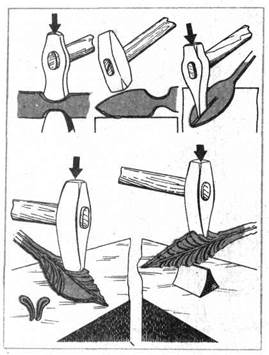
Рис. 43. Технология ковки наверший в виде «листа»
На рис. 41, 42 показаны навершия оград, а на рис. 43 — технология изготовления наиболее распространенного элемента — кованого листа. ОРНАМЕНТАЦИЯ ГОТОВЫХ ИЗДЕЛИЙ, ОКОНЧАТЕЛЬНАЯ ИХ ОБРАБОТКА И ОТДЕЛКА
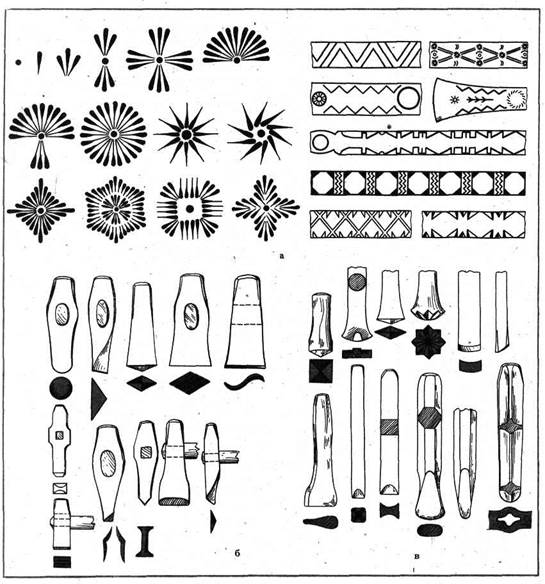
Кузнечным орнаментом оформлялись орудия труда и быта, различные декоративные изделия. Кузнец в отличие от чеканщика или гравировщика располагает значительно меньшим набором инструментов для орнаментации. Для декоративной отделки кузнец использует только свои рабочие инструменты (ручники, гладилки, зубила, пробойники), а также некоторый инструмент чеканщика и слесаря. Орнамент может наноситься как на горячую заготовку, так и на холодную. В первом случае орнамент получается объемным, глубоким, во втором — плоскостным, поверхностным (рис. 44). При помощи ручника кузнец на подготовленной поверхности наносит огранку, то есть специальные грани. Эти грани при различном освещении как бы играют и повышают общую выразительность изделия. Штриховой орнамент наносят на изделие кузнечным зубилом, при этом для насечки прямых линий пользуются зубилом с прямолинейным лезвием. Если режущая кромка зубила несколько притуплена, то линии получатся с более мягкими очертаниями. Сочетая работу зубилами, имеющими различную кривизну лезвия, можно создавать довольно сложные и красивые орнаменты типа цветов, розеток, кружков. В ряде случаев насечку наносят на элементы изделия в процессе ковки: отковывают листочек, затем на его поверхности насекают зубилом различные прожилки и только после этого придают листу нужную изогнутую форму. Если же насечку необходимо нанести на уже готовое, объемное изделие, то следует применять специальные оправки, чтобы не изменилась форма уже готового изделия.
Рис. 44. Орнаментация изделий: а — насечка по холодному металлу; б — ручники; в — пуансоны
Различные точки, углубления (круглые, квадратные, пирамидальные) наносят на откованную поверхность пробойником со специально зоточенной поверхностью рабочей части. Кроме этих инструментов, кузнецы при орнаментации применяют различные чеканы, пуансоны и другие инструменты. Набивка — нанесение на поверхность углублений, канавок различных геометрических форм. Кузнецы при набивке обычно используют подкладной инструмент: гладилки, протяжки, пробойники, притуплённые зубила. Так, гладилками (поставив их несколько под углом) получают треугольные углубления; протяжками — волнистую поверхность; пробойниками с различным сечением рабочей части — круглые, квадратные или граненые и конические прямоугольные углубления и декоративные отверстия. Притуплённые зубила дают возможность получать различные бороздки и углубления. Кроме этого, при орнаментации изделий пользуются и специальным инструментом; пуансонами, чеканами, молотками со специальными рабочими поверхностями — бучарами. Кроме чисто кузнечной орнаментации, применяются и другие способы художественной отделки кованых изделий. Крацевание — обработка изделий металлической щеткой. Для изделий из твердых металлов нужны щетки со стальными проволочками диаметром 0, 15 — 0, 2 мм, а для мягких — щетки с латунной проволокой диаметром 0, 1 мм. При этом щетку следует смачивать 3 %-ным раствором поташа, пивом или квасом. Для убыстрения процесса крацевания щетки закрепляют в патроне электрической дрели. Шлифование изделия осуществляется шлифовальными шкурками или абразивными порошками. Для повышения скорости шлифования применяют ручную дрель с приспособлением для закрепления войлочных кругов, на которые столярным клеем наклеивают абразивный материал — корунд, наждак и т. п. Полирование небольших поверхностей производится кожей, суконными тряпочками, фетром, деревянными оправками, на которые наносят мелкий абразивный материал или полировальные пасты. Твердые абразивные материалы: корунд, наждак, карбиды кремния и бора, синтетический алмаз, полировальные пасты (пасты ГОИ и алмазные пасты личной зернистости). Для полирования внутренних поверхностей применяются фетровые насадки в виде шариков и конусных валиков. При химическом способе декоративной отделки поверхность изделия покрывают окрашенными пленками путем нагрева или обработки различными химическими растворами. Данные покрытия часто выполняют не только декоративные, но антикоррозийные функции. Перед нанесением покрытий изделие тщательно очищают от окалины либо на пескоструйной установке, либо проволочной щеткой, либо молотой пемзой с водой. После просушки деталь готова к дальнейшей обработке. Наиболее широко в кузнечном деле применяют оксидирование — покрытие изделия оксидной пленкой при нагреве. В зависимости от температуры нагрева (применяют и паяльную лампу) получают различные цвета побежалости. После того как вся поверхность приобретет одинаковый цвет, ее покрывают слоем пчелиного воска (навощивают), а затем тщательно растирают и полируют. Воронение осуществляется путем покрытия очищенной поверхности изделия различными маслами (льняным, конопляным) или кислотами с последующим прогреванием изделия на огне. В зависимости от сорта масла, кислоты и степени нагрева поверхность приобретает черный, темно-синий, фиолетовый и другие цвета. Если изделие будет находиться в помещении, то его целесообразно покрыть слоем воска и отполировать, а если на улице — покрыть цапонлаком или масляным лаком для наружных покрытий, в который добавляют 20% воска (по массе) для устранения блеска. Для образования черно-коричневого цвета очищенное изделие покрывают натуральной олифой (или другим растительным маслом) и нагревают до температуры 300 — 400°С. Серые тона (светлые и темные) получают, обрабатывая изделие слабым раствором кислоты (1 часть кислоты на 10 частей воды). Синий и синевато-черные тона достигаются при погружении изделия в кипящий раствор следующего состава: вода — 1 л, каустическая сода (едкий натр) — 700 г, нитрид натрия — 250 г, нитрат натрия (натриевая селитра) — 200 г. Погружение изделия на 2 — 3 мин в расплавленную натриевую селитру с температурой 310 — 350°С дает прочную пленку синеватого цвета. Если изделия сделаны из меди или латуни, то их можно окрасить в черный цвет, опуская в раствор, составленный из 1 л воды, 12 — 15 г серной печени и 15 г аммиака. Приготовляют серную печень так: смешивают поташ и серу в отношении 2: 1 (по массе), расплавляют на сковороде (лучше на электроплитке) при постоянном помешивании в течение 20 мин, выливают на чугунную или керамическую дощечку, дают остыть и затем растирают в порошок. Цвет медной зелени получают, обрабатывая раствором, содержащим 120 г тиосульфата натрия и 40 г уксусно-кислого свинца на 1 л воды. Раствор нагревают до 60 °С, погружают в него изделие и наблюдают за изменением его цвета. В зависимости от времени выдержки возможны оттенки от зелено-голубого до серовато-белого. В коричневый цвет окрашивается изделие при погружении его в нагретом состоянии в раствор сернистого аммония (20 — 25 г сернистого аммония на 1 л воды). В зависимости от температуры нагрева изделия меняется и тон цвета. Чем температура выше, тем тон темнее. Цвета от желто-оранжевого до синего получают, обработав изделия из латуни в смеси двух растворов, содержащих 130 г гипосульфата натрия на 1 л воды (первый раствор) и 35 г азотнокислого свинца на 1 л горячей воды (второй раствор). Протравленный в азотной кислоте и промытый в воде предмет погружают в нагретую до 80 °С смесь растворов. Выдержав в растворе изделие до получения желаемого цвета, его вынимают из раствора, промывают, просушивают и покрывают бесцветным лаком для закрепления полученной цветной пленки. Серые и черные цвета придает предмету его обработка (щеткой или кистью) раствором хлористой сурьмы. В зависимости от концентрации раствора и времени обработки достигают нужных тонов черного цвета, после чего изделие промывают и просушивают. Более простой способ обработки изделий из меди и латуни — травление поверхности крепкой азотной кислотой. При этом способе необходимо соблюдать особую осторожность и обрабатывать поверхность в хорошо проветриваемом помещении или на улице. На подготовленную поверхность наносят при помощи стержня с ватным тампоном крепкую (или разведенную водой) азотную кислоту, после чего начинается бурная реакция с выделением газов, поверхность слегка зеленеет, а потом чернеет. Для создания темных тонов изделие (после прекращения реакции) нагревают и травление повторяют. Окрашенное Изделие охлаждают, промывают в горячей проточной воде и высушивают. Изделия из алюминия, как и из других цветных металлов, обрабатывают копотью от керосиновой горелки или от горячей бересты, а затем протирают тампоном, смоченным в керосине, те места, в которых необходима пониженная плотность потемнения, создавая тем самым необходимый колорит всего изделия. К химическим способам можно еще отнести меднение, для чего стальные изделия опускают в раствор, состоящий из 50 г сернокислого оксида меди и 50 г концентрированной серной кислоты, растворенных в 1 л воды. После омеднения предмет споласкивают водой и сушат. К декоративной отделке изделий следует отнести гравирование и на сечку, о которых рассказано в выпуске «Сделай сам» № 5 за 1989 г.. Скань и зернь — виды декоративной отделки изделий, заключающиеся в припайке на изделие узоров из скрученных проволок или отдельных шариков. Обычно для скани берут чистые металлы: медь, серебро, золото, так как сплавы, обладают меньшей пластичностью и вязкостью. Если нет проволоки требуемого диаметра, то ее подвергают волочению через ряд фильер. Однако надо помнить, что проволока при волочении упрочняется и ее необходимо периодически отжигать, а затем отбеливать в слабом растворе серной кислоты. Свивку скани лучше всего проводить, используя электродрель. Свивка должна быть плотной и ровной. Обычно свивку делают из двух проволок, но готовят ее и из трех проволок, а также из уже свитых шнуров. Возможна скань из канители (толстая проволока обвивается одной или несколькими тонкими проволочками). Зернь — мелкие шарики — изготавливают следующим образом: разрубают проволоку на одинаковые части, длина которых равна диаметру проволоки, высыпают их на твердую ровную металлическую поверхность и начинают обкатывать плитой с ровной поверхностью. Изготовление шариков проводят и оплавлением. Тонкую проволоку навивают (виток к витку) на гладкий цилиндрический стержень небольшого диаметра, а затем рубят эту спираль на отдельные колечки. Смешав колечки с угольным порошком, их нагревают в муфельной печи до оплавления. Колечки, разделенные друг от друга углем, спекаются в правильные шарики одинакового размера. В небольшом количестве зернь можно получить, оплавляя колечки на листовом асбесте, слюде или куске угля. Набор скани начинают с установки крупных фрагментов, выполненных из более толстой скрутки; а затем крепят мелкие фрагменты и зерна. Места под зернь обычно намечают легким ударом керна. Перед пайкой элементы скани и зерни сажают на столярный или вишневый клей, на нитролак или клей БФ. Припой для меди состоит из чистой меди и серебра 875-й пробы, взятых в соотношении 1: 2 (по массе), для серебра — также из меди и серебра, но в соотношении 1: 4. В качестве флюса при пайке применяют буру. Прокаленную и мелко измельченную буру смешивают в отношении 1: 1 (по массе) с припоем и посыпают предварительно смоченное водой (или слабым раствором буры), подготовленное к пайке изделие. Пайку проводят в пламени бензиновой горелки или при помощи февки — стеклянной или металлической трубочки с тонким наконечником, в которую дуют над пламенем горелки, направляя острие пламени в необходимое место. При нагреве клей сгорает, а скань припаивается к изделию. Затем изделие отбеливают в горячем 5 %-ном растворе серной кислоты до полного удаления всех следов флюса (буры). В дальнейшем скань можно отшлифовать, а на крупных элементах даже сделать насечку. Алмазная грань — ограненные стальные шарики (со сквозным отверстием) размером от десятых долей миллиметра до 5 — 8 мм прикреплены гвоздиками (заклепками) к поверхности изделия. «Алмазные» шарики собираются в гирлянды на тонких нитях, в результате чего достигался эффект сверкания драгоценных камней. Этим видом украшения — гранеными камениями — в совершенстве владели тульские мастера XVII — начала XIX в. Форма гранения была круглой, овальной, грушевидной, число граней от 16 (простая огранка) до 86 (королевская огранка). Для украшения изделия изготовлялось 30 — 40 тыс. разнообразных каменьев. |
Последнее изменение этой страницы: 2019-05-06; Просмотров: 328; Нарушение авторского права страницы
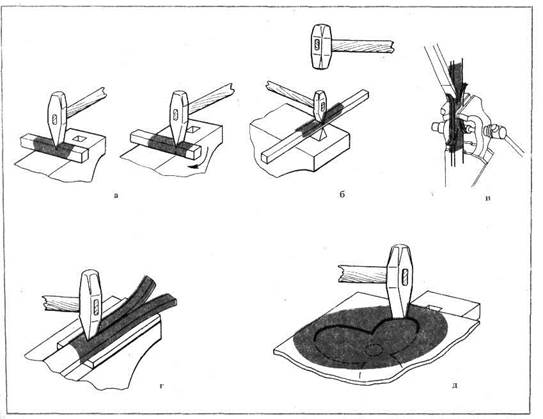



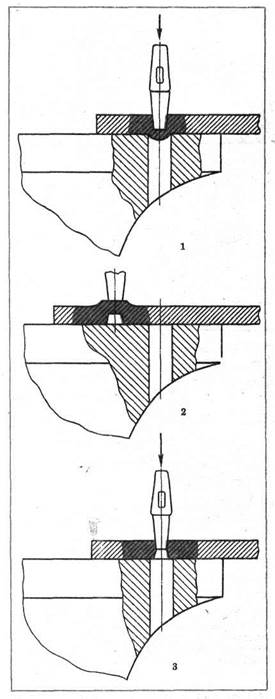
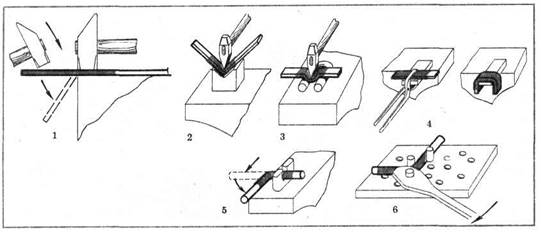
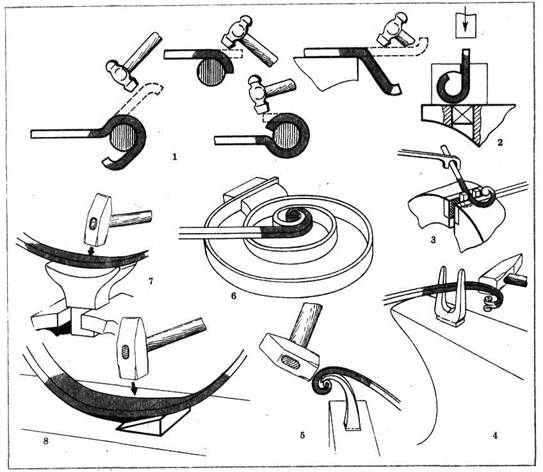



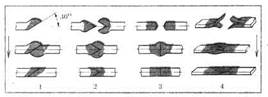
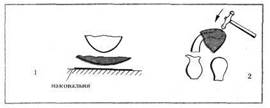

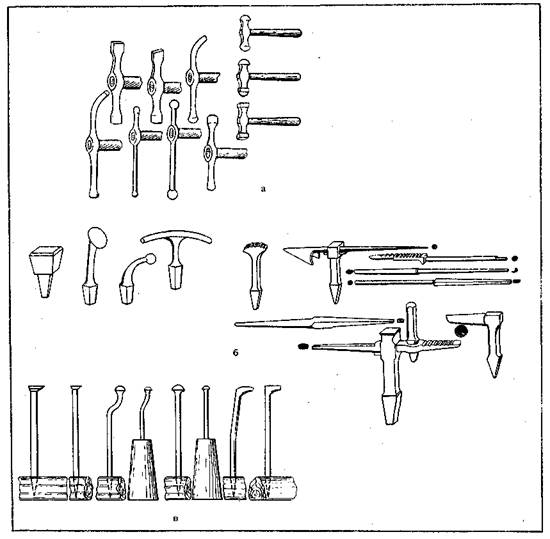


 Рис. 36. Цельнокованные светцы
Рис. 36. Цельнокованные светцы