|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЯКУТСКИЙ ПРОМЫШЛЕННЫЙ ТЕХНИКУМСтр 1 из 5Следующая ⇒
ЯКУТСКИЙ ПРОМЫШЛЕННЫЙ ТЕХНИКУМ
ВЫПУСКНАЯ ПИСМЕННАЯ ЭКЗАМЕЦЕННОЕ РАБОТА НА ТЕМУ: «ПРИЧИНЫ ВОЗНИКНОВЕНИЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ ПРИ СВАРКИ»
Выполнил студент гр.: СВ – 37 Ф.И.О.: Ефимов Прокопий Дмитриевич Проверил: Фарухшин Р. И. Должность: Преподаватель спецдисциплин
г. Якутск - 2018
Содержание
Цель работы.............................................................................................................3 Введение...................................................................................................................4 Часть I 1.Причины возникновение напряжений и деформации при сварке........................................................................................................................5 2.Способы предупреждения напряжений и деформации при сварке........................................................................................................................7 Часть II. 3. Способы устранения сварочных напряжений............................................................................................................11 4. Способы устранения сварочных деформаций............................................................................................................14 5. Порядок выполнения работы...........................................................................15 Заключение............................................................................................................16 Список использованной и рекомендуемой литературы.............................................................................................................17 Приложение 1........................................................................................................18 Приложений 2........................................................................................................19 Приложение 3........................................................................................................22
ЦЕЛЬ РАБОТЫ
Научиться определять причины появления напряжений и деформаций в сварных конструкциях и правильно выбирать способы их предупреждения и устранения.
ВВЕДЕНИЕ
При сварке металлической конструкции в ней возникают внутренние напряжения и деформации. Под термином «сварочные деформации» понимаются перемещения различных точек свариваемого изделия, такие как укорочение, изгиб, поворот сечений, потеря устойчивости листовых элементов и др. (рис. 1). Таким образом, во время изготовления сварных конструкций искажаются проектные формы и размеры изделий, которые тре-буют для восстановления нежелательного внешнего силового воздействия (правки). В условиях эксплуатации остаточные напряжения и пластические деформации металла могут способствовать хрупкому и усталостному разрушению, уменьшению коррозионной стойкости, изменению жесткости или точности сварной конструкции. Между тем, правильное построение тех-нологического процесса сборки и сварки, а также выбор рациональных режимов сварки, как правило, позволяют уменьшить уровень остаточных напряжений и деформаций.
Различают напряжения и деформации временные и оста-точные. Временные напряжения и деформации возникают в конструкциях в момент сварки при изменении температуры. Остаточные напряжения и деформации остаются в сварной конструкции после окончания сварки и полного её остывания. К остаточным деформациям относятся, как правило, необратимые пластические деформации, возникающие в локальных участках напряжённой конструкции, когда величина напряжений в них превышает предел текучести материала конструкции. При этом крайне нежелательными являются растягивающие остаточные напряжения.
д
Рис. 1. Виды перемещений при деформации сварных конструкций:
а – прогиб; б – угол поворота; в – укорочение; г – выход из плоскости равно-весия; д – грибовидность полок
ЧАСТЬ I.
ЧАСТЬ II.
СПОСОБЫ УСТРАНЕНИЯ СВАРОЧНЫХ НАПРЯЖЕНИЙ
Снижение остаточных сварочных напряжений выполняют несколькими способами:
Термомеханическая правка
Она заключается в сочетании местного нагрева с приложением статической нагрузки, изгибающей исправляемый элемент конструкции в нужном направлении. Эта нагрузка может создаваться домкратами, прессами или другими устройствами (рис. 14). Применение дополнительного нагрева способствует снижению усилий, необходимых для устранения деформаций. Такой способ правки обычно применяют для жёстких сварных узлов.
ЧАСТЬ II
1. Изучить содержание методического указания части II.
2. Определить способы устранения сварочных напряжений для данного образца сварной конструкции и записать их.
3. Определить способы устранения сварочных деформаций для данного образца и записать их.
4. Зарисовать схематично образец и показать на схеме места воздействия на металл для устранения сварочных деформаций.
Отчёт должен быть оформлен в тетради к лабораторным работам и содержать: цель работы, краткое изложение теоретического материала, ответы на задания к практической части лабораторных работ с указанием необходимых схем образца сварного соединения и выводы. Заключение Деформации в сварных конструкциях являются результатом наличия внутренних напряжений, которые могут вызываться различными причинами. К неизбежным причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс обработки происходить не может - неравномерный нагрев, кристаллизационная усадка швов, структурные изменения металла шва и около шовной зоны и т. д. К сопутствующим причинам, способствующим возникновению напряжений и деформаций, относятся неправильные решенная конструкции сварных узлов (близкое расположение швов, их частое пересечение, неправильно выбранный тип соединения и т. п.), применение устаревшей техники и технологии сварки (неверно выбраны способы наложения слоев и диаметр электрода, не соблюдаются режимы сварки и т. д.), низкая квалификация сварщика, нарушение геометрических размеров сварных швов и т. п. 0Кристаллизационная усадка металла шва вызывается тем, что при охлаждении металл шва уменьшается в объеме, но поскольку одновременно шов имеет жесткую связь с относительно холодным основным металлом, его усадка вызывает появление внутренних напряжений. Список использованной литературы 1. Сварка. Введение в специальность / В.А. Фролов, В.В. Пешков, А.Б. Коломенский [и др.]. – М., 2004. – 230 c.
2. Чернышов, Г.Г. Сварочное дело. Сварка и резка металлов
/ Г.Г. Чернышов. – М.: ИРПО; ПрофОбрИздат, 2002. – 496 с.
3.Оботуров, В.И. Сварочные работы в строительстве: учеб-ное пособие для вузов / В.И. Оботуров.– М.: АСВ, 2006. – 224 с.
4. Виноградов, В.М. Основы сварочного производства: учеб-ное пособие для вузов/ В.М. Виноградов, А.А. Черепахин, Н.Ф. Шпунькин. – М.: Академия, 2008. – 270 с.
б а
г в
д е
з ж и
Универсальные сборочные приспособления:
а – клинья; б – упоры из листов и угловых профилей;
в– угловая сталь на прихватках с болтом; г – стяжка винтовая; д – скобы; е – рычажно-винтовая стяжка; ж – струбцина откидная; з – домкрат; и – пневматический прижим Приложение 2
И приспособления для правки
Схема исправления сварной тавровой балки путем при-ложения статической на-грузки
Схема исправления дефор-мированных изделий из тон-
а б колистового металла а – листы после сварки до прокатки, б – схема процесса прокатки, 1 – сварной шов, 2 – накладка, 3 – прокатные валки
Схема правки листовой стали
Стапель для правки кузова с платформой и автоподъемом
Правка диска после аргоно-дуговой сварки
а б в
Механизированная правка деталей типа тел вращения: а – прокатка стальными роликами, б – на распорном приспособлении, в – на раздвиж-ном пуансоне: 1 – стальной ролик, 2 – сварная деталь, 3 – раздвижной пу-ансон, 4 – клин, 5 – винтовой распор
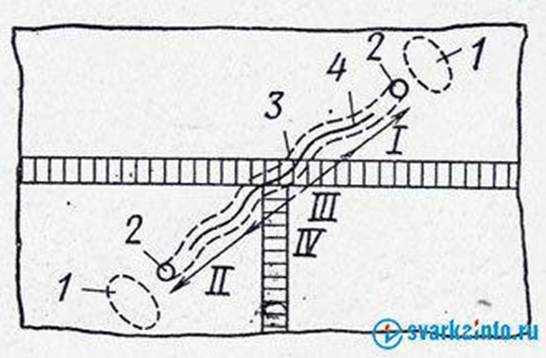
Схема исправления сварного соединения с трещиной: 1 – места по-догрева; 2 – засверленные отверстия; 3 – разделка кромок трещины; 4 – тре-щина; I, II, III, IV – последовательность заварки
Приложение 3
Рекомендуемые режимы термообработки сталей после сварки
ЯКУТСКИЙ ПРОМЫШЛЕННЫЙ ТЕХНИКУМ
ВЫПУСКНАЯ ПИСМЕННАЯ ЭКЗАМЕЦЕННОЕ РАБОТА НА ТЕМУ: «ПРИЧИНЫ ВОЗНИКНОВЕНИЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ ПРИ СВАРКИ»
Выполнил студент гр.: СВ – 37 Ф.И.О.: Ефимов Прокопий Дмитриевич Проверил: Фарухшин Р. И. Должность: Преподаватель спецдисциплин
г. Якутск - 2018
Содержание
Цель работы.............................................................................................................3 Введение...................................................................................................................4 Часть I 1.Причины возникновение напряжений и деформации при сварке........................................................................................................................5 2.Способы предупреждения напряжений и деформации при сварке........................................................................................................................7 Часть II. 3. Способы устранения сварочных напряжений............................................................................................................11 4. Способы устранения сварочных деформаций............................................................................................................14 5. Порядок выполнения работы...........................................................................15 Заключение............................................................................................................16 Список использованной и рекомендуемой литературы.............................................................................................................17 Приложение 1........................................................................................................18 Приложений 2........................................................................................................19 Приложение 3........................................................................................................22
ЦЕЛЬ РАБОТЫ
Научиться определять причины появления напряжений и деформаций в сварных конструкциях и правильно выбирать способы их предупреждения и устранения.
ВВЕДЕНИЕ
При сварке металлической конструкции в ней возникают внутренние напряжения и деформации. Под термином «сварочные деформации» понимаются перемещения различных точек свариваемого изделия, такие как укорочение, изгиб, поворот сечений, потеря устойчивости листовых элементов и др. (рис. 1). Таким образом, во время изготовления сварных конструкций искажаются проектные формы и размеры изделий, которые тре-буют для восстановления нежелательного внешнего силового воздействия (правки). В условиях эксплуатации остаточные напряжения и пластические деформации металла могут способствовать хрупкому и усталостному разрушению, уменьшению коррозионной стойкости, изменению жесткости или точности сварной конструкции. Между тем, правильное построение тех-нологического процесса сборки и сварки, а также выбор рациональных режимов сварки, как правило, позволяют уменьшить уровень остаточных напряжений и деформаций.
Различают напряжения и деформации временные и оста-точные. Временные напряжения и деформации возникают в конструкциях в момент сварки при изменении температуры. Остаточные напряжения и деформации остаются в сварной конструкции после окончания сварки и полного её остывания. К остаточным деформациям относятся, как правило, необратимые пластические деформации, возникающие в локальных участках напряжённой конструкции, когда величина напряжений в них превышает предел текучести материала конструкции. При этом крайне нежелательными являются растягивающие остаточные напряжения.
д
Рис. 1. Виды перемещений при деформации сварных конструкций:
а – прогиб; б – угол поворота; в – укорочение; г – выход из плоскости равно-весия; д – грибовидность полок
ЧАСТЬ I.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 395; Нарушение авторского права страницы
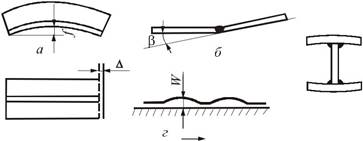

 Рис. 14. Термомеханическая правка сварного фундамента с применением домкрата (цифра-ми показана последовательность мест нагрева): 1 – опоры; 2 – места нагрева; 3 – домкрат
Рис. 14. Термомеханическая правка сварного фундамента с применением домкрата (цифра-ми показана последовательность мест нагрева): 1 – опоры; 2 – места нагрева; 3 – домкрат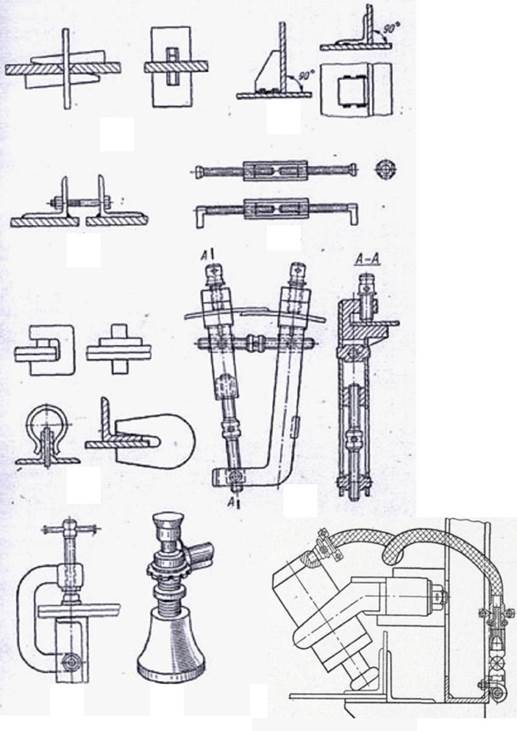 Приложение 1
Приложение 1






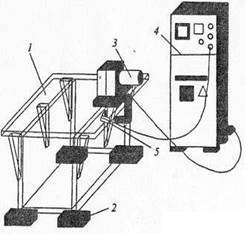 Схема вибрационной обработки сварных конструкций
Схема вибрационной обработки сварных конструкций