
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методические указания по выполнению работы ⇐ ПредыдущаяСтр 2 из 2
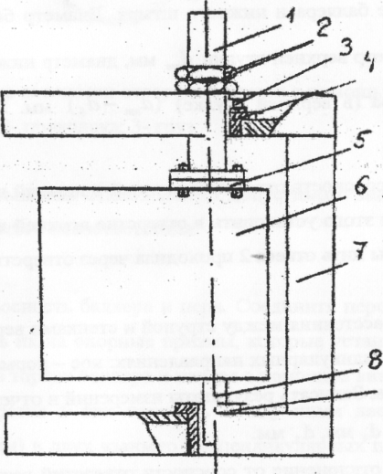
1. Отвернуть гайки 2 крепления упорного шарикоподшипника 3 и снять его с баллера ( рис 26). Разобрать фланцевое соединение пера и баллера, предварительно отвернув крепежные гайки 6. Приподнять баллер 1 руками и вывести нижний штырь пера из втулки 10 нижней опоры. Положить перо 7 на пол на подкладки. Опустить баллер 1 и вывести его из верхней опоры 4. Положить на пол.
Рис. 26. Модель рулевого устройства: 1-баллер; 2- гайки крепления руля; 3-упорный шарикоподшипник; 4-втулка баллера; 5-фланцевое соединение; 6- перо руля
2. Измерить диаметры баллера, штыря и втулок верхней и нижней опор руля. Записать результаты измерения в отчет: диаметр баллера d
3. Проверить соосность отверстий верхней и нижней втулок опор. Установить в верхней втулке конус 1 с отвесом таким образом, чтобы нить 2 отвеса была соосна верхней втулке и проходила через отверстие нижней втулки ( рис.27 ). Для этого перемещая конус 1, отрегулировать положение нити так, чтобы расстояние от нее до стенок верхней втулки в верхней и нижней ее части были равными в двух взаимно перпендикулярных направлениях: нос-корма, левый-правый борт.
Рис. 27. Проверка соосности отверстий втулок с помощью стальной проволоки (отвеса): 1 - конус; 2- проволока; 3- груз; 4- верхняя втулка.
Измерить штихмасом расстояния от нити отвеса до стенок нижней втулки в верхней и нижней ее части в двух взаимно перпендикулярных направлениях: нос-корма и левый-правый борт. Для направления нос- корма, например, это расстояния a 1, a2, в1, в2 (рис. 27). Рассчитать отклонение от соосности отверстий опор (втулок):
где
4. Проверить соосность пера и баллера. Соединить перо с баллером( рис. 28) и уложить их на опорные призмы 3, которые установлены на контрольной плите 4. Установить на торцах баллера и штыря по одному кронштейну 1 и через отверстия в этих кронштейнах провесить натянув между ними две струны 2 (проволоку диаметром 0, 7-1, 0 мм) в двух взаимно перпендикулярных плоскостях: в плоскости симметрии пера и в плоскости, перпендикулярной к ней.
Рис. 28. Проверка соосности пера и баллера: 1 - кронштейны; 2 - струна; 3 - призмы; 4 - контрольная плита; 5 - перо руля; l - расстояние между точками измерения
Измерить с помощью штихмаса расстояния от струны до поверхности рабочих шеек штыря и баллера в двух взаимно перпендикулярных плоскостях: в плоскости симметрии пера – с, d, g и в плоскости, перпендикулярно к ней – a, b, f (рис.28). Рассчитать отклонение от соосности пера и баллера:
Излом оси баллера и пера руля:
Примечание: Учитывать разность диаметров шеек и направление отклонения осей пера и баллера от струны. Сравнить полученное значение отклонения от соосности с предельно допустимым, равным 0, 03 мм/м. Дать рекомендации по устранению несоосности пера и баллера (например, шабрением фланца, соединяющего перо и баллер).. Разобрать фланцевое соединение пера и баллера. 5. Завести баллер через отверстие верхней втулки, установить упорный подшипник и закрутить гайки крепления. Приподняв баллер, завести штырь пера во втулку нижней опоры. Соединить перо с баллером. Окончательно закрутить гайки крепления упорного подшипника. С помощью щупа измерить зазоры в верхней и нижней опорах руля. Проверить на легкость перекладки руля.
Вопросы для самопроверки
. 1. Какая последовательность операций при разборке руля? 2 Как определяется несоосность отверстий опор руля? 3 Какие приспособления используется при проверки соосности пера и баллера? 4 От каких факторов зависит легкость перекладки руля с борта на борт? 5 В каких плоскостях производятся измерения?
ЛАБОРАТОРНАЯ РАБОТА № 11 ОПРЕДЕЛЕНИЕ ПЕРЕКОСА ПОРШНЯ В ЦИЛИНДРЕ Цель работы: освоить выполнение центровки механизма движения ДВС. Задание. 1. Ознакомиться с устройством шатунно - поршневой группы двигателя. 2. Произвести необходимые измерения и дать заключение о качестве сборки ДВС. 3. Оформить отчет и защитить работу. После сборки судовых ДВС производится привалка (центровка механизма движения поршня в сборе с шатуном в цилиндре двигателя). При установке поршня с шатуном в цилиндре ось поршня должна совпадать с осью цилиндра и быть перпендикулярной оси коленчатого вала. Для проверки этих условий производится измерение зазоров между поршнем и втулкой цилиндра сверху и снизу при положении поршня в ВМТ и НМТ. У тронковых двигателей измерение зазоров выполняется только в плоскости оси коленчатого вала, так как в плоскости, перпендикулярной оси коленчатого вала, возможно качание поршня в цилиндре. У крейцкопфных двигателей измерение зазоров между поршнем и втулкой осуществляется в двух взаимно перпендикулярных плоскостях – в плоскости оси коленчатого вала и в плоскости, перпендикулярной к ней. При наличии перекоса поршня в цилиндре происходит повышенный износ поршня и цилиндровой втулки, а при большой величине перекоса может произойти заклинивание поршня, повреждение рабочих поверхностей цилиндровой втулки и поршня. Перекос поршня в цилиндровой втулке допускается не более 0, 15 мм/м. Центровка механизма движения производится при снятых поршневых кольцах и при минимальном зазоре в мотылевом подшипнике, т.е. без прокладок в нем (если таковые конструктивно предусмотрены). Инструмент, приборы и оборудование: калибры, щупы, линейка, гаечные ключи, макет двигателя. Методические указания по выполнению работы 1. Опустить поршень 1 в сборе с шатуном 2 в цилиндр 3. предварительно сняв поршневые кольца и установив упоры между бобышками поршня и верхней головкой шатуна ( рис. 29 ). 2. Соединить нижнюю головку 4 шатуна с коленчатым валом 5. 3. Выставить нижнюю головку шатуна посередине шейки вала и установить упоры 6 между торцами головки шатуна и щеками кривошипа. 4. Поворачивая коленчатый вал, установить поршень в цилиндре в ВМТ, измерить зазоры А и В сверху между головкой поршня и втулкой и зазоры С и Д снизу между юбкой поршня и втулкой цилиндра с помощью щупа (рис. 29); в последнем случае щуп заводится со стороны картера двигателя. Щуп рекомендуется вводить в измеряемые зазоры на одинаковую глубину. 5. Повернуть коленчатый вал, установить поршень в НМТ и измерить те же зазоры А, В, С и Д. В обоих случаях результаты измерения зазоров внести в табл. 17. Таблица 17
6. Определить значение перекоса поршня в цилиндровой втулке (мм/м)
7. По полученным зазорам изобразить схематично положение поршня в цилиндре в ВМТ и НМТ. 8. Указать причину нарушения центровки механизма движения и способ ее устранения.
Рис. 29. Измерение зазоров между поршнем и втулкой: 1 - поршень; 2 - шатун; 3 цилиндр; 4 - нижняя головка шатуна, 5 - коленчатый вал; 6 - упоры
Нарушение центровки шатунно-поршневой группы может зависеть от различных причин, в частности: - если перекос поршня в ВМТ и НМТ всегда направлен в одну сторону и имеет одинаковое значение, то он вызван, например, отклонением оси цилиндра от перпендикулярности к оси коленчатого вала; - если перекос поршня в ВМТ направлен в одну сторону, а в НМТ - в противоположную, то его причиной является не параллельность оси шатунной шейки и оси коленчатого вала. В первом случае перекос устраняется шабрением на соответствующую величину верхней половины вкладыша шатунного подшипника со стороны, противоположной наклону поршня, во втором случае необходимо обеспечить параллельность осей шатунной шейки и оси коленчатого вала (механическая обработка, правка вала).
Вопросы для самопроверки
1. Какие требования предъявляются к центровке поршня в цилиндре? 2. В каких плоскостях производится измерение зазоров между поршнем и втулкой у тронковых и крейцкопфных двигателей? 3. К чему может привести перекос поршня при эксплуатации двигателя? 4. Какие причины вызывают перекос поршня в цилиндре? 5. Какими способами устраняется перекос поршня?
ЛАБОРАТОРНАЯ РАБОТА №12 КОНТРОЛЬ ПОРШНЕВЫХ КОЛЕЦ
Цель работы: освоить методику контроля поршневых колец. Задание. 1.Ознакомиться с установкой для контроля колец и ее возможностями. 2. Произвести измерение геометрических параметров кольца и рассчитать упругие свойства. 3. Оформить отчет и защитить работу. Поршневые кольца служат для герметизации камеры сгорания, отвода тепла от поршня к охлаждаемым стенкам цилиндра, снятия со стенок цилиндра излишков смазки. К изготовлению и испытанию колец предъявляется ряд требований, основные из которых представлены ниже. На поверхности колец не допускаются трещины, раковины, заусеницы, забоины. Могут быть сколы на острых углах замка при условии, что их размеры не превышают 0.5 мм по внутренней поверхности и 0, 2 мм - по наружной. Колебание радиальной толщины кольца не должно быть более 0, 1 мм для колец диаметром менее 160 мм и 0.2 мм, если диаметр больше. Кольцо должно прилегать к стенке цилиндра, допускается неприлегание 10% периметра кольца при зазоре не выше 0, 01 + 0, 00008Д, где Д - диаметр цилиндра. Коробление торцевых поверхностей кольца 0, 03-0, 04 мм для колец диаметром 175-250 мм. Зазор в замке кольца в свободном состоянии Асв = (0, 10-0, 12)Д, а в рабочем - Ар = (0, 003-0.006) Д. Допустимое удельное давление кольца на стенку цилиндра 10 МПа ( 1 кг/см2). Коэффициент остаточной деформации, при напряжении в опасном сечении напротив замка. около 250 МПа (25 кг/см2)., что соответствует ~ 60% предела прочности на изгиб, не должен превышать 10%. Контроль прилегания кольца к стенке цилиндра осуществляется в калибре соответствующего размера (для контроля колец двигателя NVD24 - 175 мм) с подсветкой (рис. 30) Контроль коробления кольца определяется на поверочной плите индикатором (рис. 31).
Рис. 30. Проверка прилегания кольца к калибру
Рис. 31. Проверка коробления кольца
Контроль упругих свойств кольца определяется в установке, позволяющей определить упругость кольца сосредоточенной и распределенной (с помощью гибкой ленты) силой, а остаточную деформацию - сосредоточенной силой, растягивающей кольцо. На основании установки 1 (рис. 32) имеется наклонная пластина 2 с гнездом 3 для контролируемого кольца, которое сжимается стальной гибкой лентой 4. один конец которой соединен с индикатором 5, измеряющим сжатие пружины (пересчитывается по графику на основании установки в усилие), а другой - с рычагом 6. посредством которого создается усилие. При установке кольца вертикально в желоб 7 его можно нагрузить сосредоточенной силой динамометром 12 (усилие определяется измерением сжатия пружины динамометра с индикатором 15, график тарировки которого также имеется на основании установки). Нагружение динамометра осуществляется гайкой 14.
Рис.32. Проверка упругости кольца: 1 - основание установки; 2 - наклонная пластина; 3 - гнездо; 4 - гибкая лента; 5, 15 - индикаторы; 6 - рычаг; 7, 16 - желоб; 8 - упор; 9 - стойка; 10 - стержень; 11 - стопорный винт; 12 - динамометр; 13 - кольцо поршневое; 14 - гайка Среднее радиальное удельное давление кольца Р на стенку цилиндра рассчитывается по формулам: - сжатие кольца сосредоточенней силой
- сжатие кольца распределенной силон
где Перевернув динамометр вильчатым измерительным стержнем 16 вверх и одев кольцо на него и палец 8, используя установку можно определить остаточную деформацию кольца, создав динамометром усилие Q3 (соответствует необходимому из расчета получения в опасном сечении напротив замка кольца напряжения 250 Мпа).
Степень остаточной деформации кольца
где Абн – зазор в замке после снятия нагрузки, мм; Ан - зазор в замке под приложенной нагрузкой, мм; Асв - зазор в свободном состоянии (до испытания), мм. Нагрузка при испытании рассчитывается по формуле
где Инструмент, приборы, оборудование: установка для контроля колец; поверочная плита и калибр для контроля коробления колец; штангенциркуль; микрометр; щупы. Методические указания по выполнению работы 1. Произвести визуальный осмотр колец, выданных преподавателем для контроля. 2. Произвести измерение колец и данные занести в таблицу 18. 3. Вставить кольцо в калибр и, включив подсветку, щупом измерить тепловой (рабочий) зазор в замке кольца. Определить протяженность и измерить щупом зазоры между кольцом и стенкой цилиндра (калибра). 4. Уложить кольцо на поверочную плиту и измерить индикатором в четырех сечениях (через 90°) высоту верхней его плоскости над плитой; максимальное изменение показаний индикатора покажет величину коробления. Все результаты занести в табл. 18
Таблица 18 Результаты контроля поршневого кольца
5. Закрепить кольцо в установке вертикально (замок должен быть в горизонтальной плоскости) и произвести нагружение сосредоточенной силой до рабочего зазора в замке. Пересчет показаний индикатора в усилие динамометра производится по тарировочному графику на основании установки. Повторить испытание, уложив кольцо в гнездо на наклонной пластине (замок должен быть внизу) и нагружая его распределенной силой (гибкой лентой) до рабочего зазора в замке. Рассчитать среднее радиальное давление кольца на стенку цилиндра. Перевернуть динамометр вилкой динамометра вверх и установить кольцо на растяжение (замок должен быть в горизонтальной плоскости). Рассчитать необходимое усилие для испытания кольца и произвести нагружение. измеряя концевыми мерами зазор в замке. Определить остаточную деформацию кольца. Данные занести в табл. 19.
Таблица 19 Результаты определения упругости кольца.
2 Оценить пригодность колец к работе.
Вопросы для самопроверки 1. Для чего используется контрольный калибр? 2. Как проверяется упругость кольца? 3. Для чего проверяется остаточная деформация кольца? 4. Как проверяется коробление кольца?
ЛАБОРАТОРНАЯ РАБОТА №13 КООРДИНАЦИЯ ПОВЕРХНОСТЕЙ ПОРШНЯ И ШАТУНА, Цель работы: освоение практических приемов проверки взаимного расположения осей цилиндрических поверхностей поршня и шатуна двигателя. Задание. 1. Ознакомиться с методикой контроля качества изготовления поршня и шатуна. 2. Произвести обмеры поршня и шатуна двигателя (в лаборатории NVD-24) и рассчитать отклонения от технических условий. 3. Оформить отчет и защитить работу.
Детали ЦПГ должны удовлетворять следующим требованиям: - отклонение от перпендикулярности оси отверстия под поршневой палец относительно оси поршня - не более 0.2 мм/м; - смещение оси отверстия под поршневой палец относительно плоскости, проходящей через ось поршневого пальца, - не более 0, 3 мм; - отклонение от перпендикулярности осей отверстий верхней и нижней головок шатуна относительно оси последнего - не более 0.05 мм/м: - отклонение от параллельности осей отверстий верхней и нижней головок шатуна - не более 0, 2 мм/м; - перекрещивание осей отверстий верхней и нижней головок шатуна - не более 0, 3 мм/м;
Оборудование, инструмент, приспособления: контрольная плита, винтовой домкрат, опорные призмы, валики контрольные, штатив с индикатором, нутромер микрометрический, линейка, специальные оправки с индикаторами, микроштихмасc. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-10-24; Просмотров: 384; Нарушение авторского права страницы
 = мм, диаметр штыря d
= мм, диаметр штыря d  = мм, диаметр верхней втулки d
= мм, диаметр верхней втулки d  = мм, диаметр нижней втулки d
= мм, диаметр нижней втулки d  = мм. Определить зазоры в верхней и нижней опорах руля, как разницу между диаметром втулки и соответствующего штыря (баллера):
= мм. Определить зазоры в верхней и нижней опорах руля, как разницу между диаметром втулки и соответствующего штыря (баллера):  = мм,
= мм,  = мм.
= мм.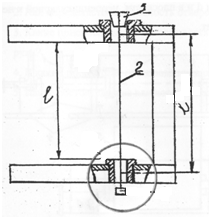

 мм/м,
мм/м,  1 - расстояние между точками измерения (высота нижней втулки), м. Сравнить полученные значения отклонений от соосности отверстий с предельно допустимым значением – 0, 03 мм/м. В случае превышения отклонений от допустимого значения дать рекомендации по устранению этого несоответствия, например, расточкой втулки.
1 - расстояние между точками измерения (высота нижней втулки), м. Сравнить полученные значения отклонений от соосности отверстий с предельно допустимым значением – 0, 03 мм/м. В случае превышения отклонений от допустимого значения дать рекомендации по устранению этого несоответствия, например, расточкой втулки.
 мм/м;
мм/м;  мм/м;
мм/м;  ,
,  мм/м.
мм/м.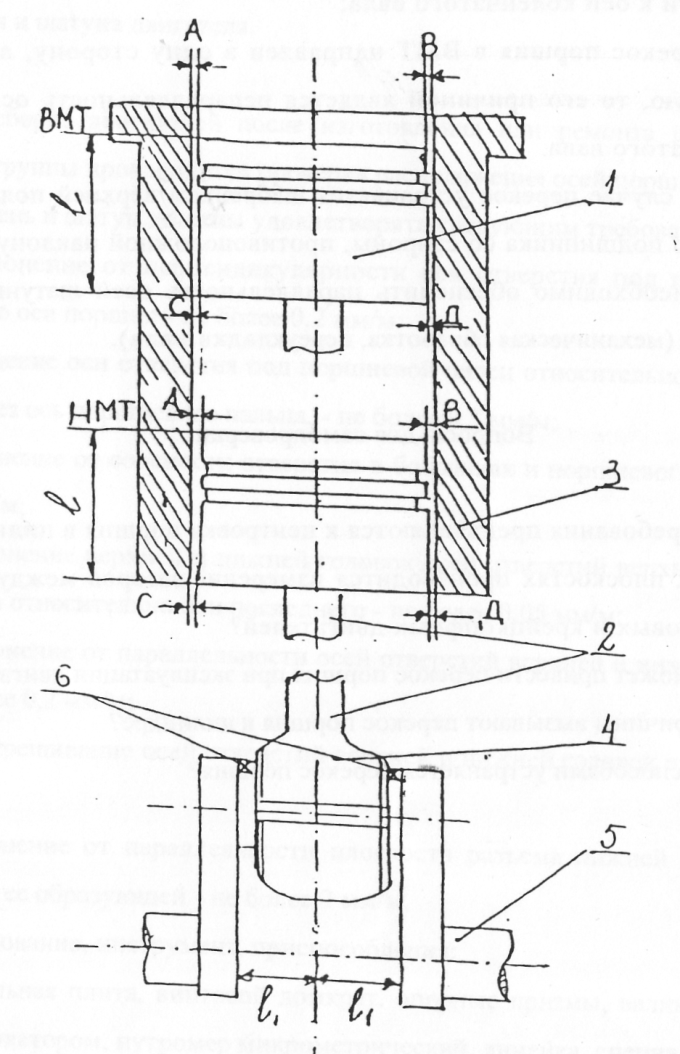





 и
и  - показания динамометров; h - высота кольца, мм; Д — диаметр цилиндра, мм.
- показания динамометров; h - высота кольца, мм; Д — диаметр цилиндра, мм. ,
, 
 = 250 МПа - допустимое напряжение в опасном сечении кольца ( примерно такое напряжение возникает при надевании кольца на поршень); h - высота кольца, мм; S - радиальный размер кольца, мм; Д- диаметр цилиндра, мм.
= 250 МПа - допустимое напряжение в опасном сечении кольца ( примерно такое напряжение возникает при надевании кольца на поршень); h - высота кольца, мм; S - радиальный размер кольца, мм; Д- диаметр цилиндра, мм. ,
мм
,
мм
 ,
,  ,
,