|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Производство объёмных изделий раздуванием
Существует три способа получения объёмных изделий из термопластов: 1 – склеивание или сваривание двух половин, полученных литьём под давлением или вакуумным формованием, 2 – раздувание в форме или в открытое пространство трубчатой заготовки, полученной литьём под давлением, 3 – раздувание в форме или в открытое пространство трубчатой заготовки, полученной экструзией. Многие объёмные изделия из термопластов (бочки, канистры, фляги и т. п.) изготовляют только методом раздувного формования. Преимущества этого метода – сравнительно простая технология, не сложная оснастка, высокая производительность, возможность автоматизации. Производство объёмных изделий свариванием или склеиванием отформованных половинок не получило широкого распространения в промышленности.
1 – револьверная головка; 2 – пустотелый сердечник (мундштук); 3 – литьевая форма; 4 – устройство пластикации и впрыска; 5 – форма предварительного раздувания; 6 – форма окончательного раздувания; 7 – изделие.
Рисунок 4. Схема производства объёмного изделия литьевым методом: А – позиция формования заготовки литьём под давлением; Б – позиция предварительного раздувания заготовки; В – позиция окончательного раздувания и охлаждения заготовки; Г – позиция съёма изделия. На рисунке 4 изображена схема производства объёмного изделия литьевым методом. Она реализована на четырёхпозиционном револьверном автомате. На позиции А термопласт, доведённый до вязкотекучего состояния в устройстве пластикации и впрыска 4, впрыскивается в литьевую форму 3, внутри которой находится пустотелый сердечник 2. Трубчатая заготовка (отливка) оформляется на позиции А в зазоре между сердечником и внутренней поверхностью формы. Не раздуваемые части заготовки (горловина, резьба, ручки, приливы) отливаются сразу. Ёмкость, которую предстоит раздуть, отливается по возможности больших размеров.
После оформления заготовки литьевая форма сразу раскрывается и сердечник (поворотом револьверной головки 1 на 90 о) переносится вместе с заготовкой на позицию Б, в форму предварительного раздувания 5. После смыкания половинок формы в сердечник подаётся тёплый сжатый воздух, заготовка раздувается. Затем заготовка на сердечнике переносится на позицию В, где окончательно раздувается в форме 6 и охлаждается. Охлаждение происходит за счёт раздувания заготовки холодным сжатым воздухом и холодных стенок формы. На позиции Г происходит съём готового изделия.
Производство объёмных изделий литьевым методом требует серьёзных капитальных затрат (дорогое оборудование, дорогие формы). Этим методом целесообразно изготавливать крупные партии мелких изделий. Гораздо дешевле раздувание объёмных изделий из заготовки-трубы, получаемой экструзией.
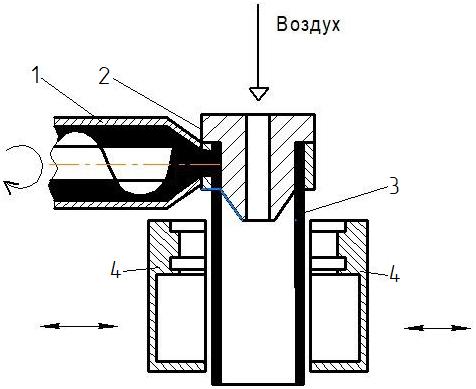
Рисунок 5. Схема получения объёмного изделия экструзионным методом
Экструдер 1 через экструзионную головку 2 выдавливает заготовку-трубу 3 требуемой длины в раскрытую раздувную форму 4. Полуформы 4 смыкаются, обжимая заготовку-трубу на мундштуке экструзионной головки. При этом замыкается (заваривается) нижний конец трубы-заготовки. Затем через мундштук в заготовку подаётся сжатый воздух. Заготовка раздувается, приобретая очертания внутренней полости раздувной формы.
Недостатком экструзионного метода производства объёмных изделий является неравномерность толщины их стенок (разнотолщинность). Дело в том, что заготовка-труба вытягивается под собственным весом (вверху стенки её истончаются), к тому же верхняя часть трубы более горячая, более пластичная. В результате у круглого изделия в нижней части стенки на 30…40 % толще, чем вверху. У изделий других форм разнотолщинность ещё больше. Второй недостаток этого метода – большое (до 50 %) количество отходов.
Литьё под давлением
Этим способом получают изделия из термопластов, реактопластов и резин массой от нескольких граммов до нескольких десятков килограммов. Сначала были созданы эффективные технологии литья под давлением термопластов. Затем разработали технологии литья под давлением реактопластов и резин.
Технология литья под давлением осуществляется в три стадии: 1 – перевод порции материала в вязкотекучее состояние, 2 – принудительное заполнение пресс-формы вязкотекучим материалом, 3 – отверждение и извлечение изделия. В зависимости от размеров и сложности очертаний изделия, технологических свойств материала, каждая стадия процесса литья под давлением осуществляется очень по-разному.
Рассмотрим конкретный пример получения литьём под давлением небольшого изделия из термопласта.
1 – литьевой (пластикационный) цилиндр; 2 – электронагреватель;
Рисунок 6. Схема литья под давлением изделия из термопласта На рисунке 6 изображено исходное положение, с которого начинается технологический процесс литья под давлением. Литьевой поршень (плунжер) 3 находится в крайнем левом положении. Через загрузочное устройство 4 в литьевой цилиндр 1 загружается порция исходного материала 10. Электронагреватель 2 включён, идёт процесс плавления материала. Форма собрана.
После того, как материал будет расплавлен, литьевой поршень 3 двинется вперёд (слева направо) и через литниковый канал 7 выдавит (Р = 80…140 МПа) расплав в оформляющую полость 8. Материал взят с некоторым избытком, его хватает, чтобы заполнить целиком оформляющую полость, литниковый канал и ещё 3…7 % материала останется в цилиндре. Полуформы 5, 6 массивные и холодные. Материал в форме, литниковом канале и цилиндре охладится и затвердеет. После этого подвижная полуформа 6 вместе с изделием отходит вправо. Изделие отрывается от материала, затвердевшего в литниковом канале (литник имеет конусность, это видно на рисунке 6). Та часть материала, которая затвердела в литнике и цилиндре, прочно закрепилась на торце поршня (на торце поршня для этого предусмотрен паз). При движении поршня обратно (справа налево) вместе с ним движется и остаток материала. Когда поршень придёт в крайнее левое положение, остаток материала окажется под механизмом сброса остатка 9, который сбросит остаток вниз через окно в стенке цилиндра.
Для завершения технологического цикла остаётся извлечь изделие из подвижной полуформы, придвинуть подвижную полуформу к неподвижной, переместить (слева направо) в исходное положение поршень и засыпать новую порцию материала.
Литьевое прессование
Литьевое прессование – технология, по которой получают изделия из реактопластов и резин. Иногда по этой технологии изготовляют изделия из термопластов. Схематически процесс литьевого прессования показан на рисунке 7.
Рисунок 7. Схема литьевого прессования
По существу и последовательности операций литьевое прессование подобно литью под давлением. Принципиальное их отличие в том, что при литье под давлением литьевой цилиндр и литьевой поршень принадлежат технологической машине, а при литьевом прессовании аналогичные им элементы являются частями пресс-формы.
При работе с пресс-формами, аналогичными той, что изображена на рисунке 7, оператор вручную закладывает навеску реактопласта в литьевую камеру 2, заранее прогретую до температуры отверждения, закрывает литьевую камеру прогретым до температуры отверждения литьевым плунжером 1 и устанавливает собранную форму на нижнюю плиту 5 вулканизационного пресса. Верхняя плита 5 пресса опускается и вдавливает литьевой плунжер в литьевую камеру. Реактопласт в литьевой камере уже прогрет и стал вязкотекучим. Плунжер передавливает его через литниковый канал 3 в оформляющую полость 4. В ней реактопласт выдерживается под давлением плунжера до полного отверждения.
Описанная схема литьевого прессования показывает процесс в классическом виде, как он был предложен много лет назад. Сейчас и технология, и оборудование процесса существенно усовершенствованы. С целью ускорения процесса навеска реактопласта закладывается в литьевую камеру в виде подогретой таблетки. Часто применяют многоместные формы, в которых из литьевой камеры через систему литников материал продавливается в гнёзда – оформляющие полости. Так удаётся за один цикл прессования получить до 500 мелких изделий. В современных пресс-формах предусматривается подача реактопласта в литевую камеру в вязкотекучем состоянии. К пресс-форме присоединяется пластифицирующее устройство (экструдер).
Недостаток литьевого прессования, существенно снижающий его экономическую эффективность, – большое количество отходов. В литьевой камере и литниковых каналах остаётся ~ 30 % материала. В некоторых случаях масса отходов может превосходить массу изделий.
Прессование
|
Последнее изменение этой страницы: 2019-10-03; Просмотров: 243; Нарушение авторского права страницы