|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Механическая обработка пластмасс ⇐ ПредыдущаяСтр 5 из 5
Классификация способов механической обработки пластмасс показана на рисунке 19
Рисунок 19. Классификация методов механической обработки пластмасс
Зачистка – операция удаления с пластмассовых изделий литников, грата. Конечно, следует так проектировать технологии литья под давлением и прессования пластмассовых изделий, чтобы литники удалялись на последней стадии формообразования (рисунок 6) и чтобы грат не образовывался. Но во многих случаях избежать этого не удаётся.
Вручную зачистку выполняют напильником, надфилем, шабером, ножом, абразивным бруском. Средства малой механизации для зачистки: электродрель, оснащённая сверлом, развёрткой, шарошкой; ручная фрезерная машинка, оснащённая дисковой или концевой фрезой; ручная шлифовальная машинка, оснащённая отрезным или пальцевым кругом, шлифовальной головкой. Манипулируя инструментом вручную, срезают литники, грат, притупляют острые кромки, снимают фаски.
Доработка – обработка пластмассового изделия резанием с целью придания ему окончательных (более точных) формы и размеров. Процесс доработки – чистовая обработка резанием полученных литьём, прессованием, экструзией и другими способами пластмассовых изделий, или обработка резанием пластмассовых заготовок (прутков, труб, брусков, листов) с целью получения изделий более сложной формы. Доработку проводят на металлорежущих станках. Схемы резания, режущий инструмент, приспособления те же самые, что и при обработке резанием металлов. Но особые, в сравнении с металлами, механические и физические свойства пластмасс, делают процесс их резания очень специфичным. Рассмотрим особенности резания пластмасс на примере токарной обработки. 1. Пластмассы имеют меньшую прочность и твёрдость. Поэтому силы резания при обработке пластмасс значительно меньше, резец меньше нагружается. От него не требуется такая высокая прочность и жёсткость, как при резании металлов. 2. Малая твёрдость и прочность пластмасс затрудняет закрепление заготовок. Силы зажима могут смять поверхности заготовки, деформировать или разрушить заготовку. Пластмассовую заготовку надо зажимать минимальной силой, достаточной для надёжного удержания её в процессе обработки. Зажимные элементы должны распределять силу зажима на возможно большую площадь поверхности заготовки.
Рисунок 20. Пластмассовая втулка в трёхкулачковом патроне: а – деформация от сил зажима, б – расточенное отверстие.
Хорошо видно, что силы зажима Q проминают стенку втулки. Отверстие, которое будут растачивать, становится не круглым. Под кулачками его поверхность заметно (даже на глаз) выступает к центру. Эти выступы будут срезаны расточным резцом, отверстие получится круглым, когда втулка зажата силами Q в патроне станка. После извлечения из патрона (снятия сил Q с наружной поверхности) втулка спружинит. Отверстие примет форму, показанную на рисунке 20 б. Конечно, описанное явление наблюдается при растачивании в патроне любой втулки: и толстостенной, и тонкостенной, и металлической, и пластмассовой. Но при растачивании металлических втулок некруглость отверстий измеряется тысячными и сотыми миллиметра, при растачивании пластмассовых – десятыми миллиметра и миллиметрами. Иногда малая жёсткость пластмассовых заготовок вообще исключает возможность их обработки резанием.
Рисунок 21. Обтачивание заготовки, закреплённой в трёхкулачковом патроне.
Длинная тонкая пластмассовая заготовка (пруток) закреплена левым концом в патроне. Попытка обточить её приведёт к тому, что заготовка изогнётся под действием силы резания (резец отожмёт заготовку). В результате резец врезаться в заготовку не сможет, он будет только царапать вершиной её поверхность.
4. Почти вся механическая работа, затрачиваемая на обработку резанием, превращается в теплоту в зоне резания. Эта теплота распределяется между стружкой, обрабатываемой заготовкой и режущим инструментом. У пластмасс низкая (на 1…2 порядка ниже, чем у металлов) теплопроводность. Поэтому стружка уносит с собой мало теплоты, мало теплоты проникает и в заготовку. Но в заготовке вся теплота концентрируется в тонком слое пластмассы вблизи режущей кромки инструмента. Этот слой сильно нагревается (перегревается), может расплавиться, обуглиться, разложиться. Большая часть теплоты резания достаётся режущему инструменту, который тоже сильно нагревается.
5. Размеры пластмасс сильно меняются при повышении температуры. Их коэффициенты термического расширения в десятки раз больше, чем у металлов. Зона резания не равномерно нагревается до нескольких сотен градусов. Поэтому размеры пластмассовых деталей, которые изготовляют обработкой резанием, оказываются существенно не теми, которые пытались получить.
6. Пластмассы гигроскопичны: поглощают из окружающей среды влагу и масла. В результате меняются размеры деталей из пластмасс.
7. Пластмассы не прочные, не твёрдые в сравнении с металлами. Но в их структуре могут быть очень прочные и твёрдые частицы наполнителя (кварц, стекло и
Поскольку резец в процессе резания пластмасс сильно нагревается и подвергается интенсивному абразивному износу, то следует резец изготовлять из твёрдых сплавов, минералокерамики, сверхтвёрдых материалов. Режущую кромку резца надо затачивать предельно остро (с минимальным радиусом закругления). Это позволит снизить силу резания, деформирующую заготовку в процессе обработки и уменьшить силы зажима заготовки. Меньше будет выделяться теплоты в зоне резания, снизятся крайне не желательные тепловые эффекты (дефекты! ) резания.
Параметры режима резания (скорость резания V, скорость подачи S, глубину резания t) следует назначать минимальные, чтобы получить небольшую силу резания. Конечно, с уменьшением интенсивности резания падает производительность обработки, но в противном случае обработка будет не качественной или вообще не возможной. Компромиссный выход состоит в том, что глубину резания назначают малой (0, 1…0, 5 мм), скорость подачи – малой (0, 1…0, 2 мм/об), скорость резания – большой (30…3000 м/мин).
Для обеспечения высокого качества обработанной поверхности требуется вполне определённая геометрия резца.
Рисунок 22. Геометрия проходного резца для обработки пластмасс.
Геометрия назначена для обеспечения высокой точности и малой шероховатости обработанной поверхности. Резец получился не очень прочный и жёсткий. Но при обработке пластмассовых заготовок силы резания не велики. Их выдержит резец любой геометрии (острый, тонкий).
Различные способы доработки дают различные результаты. Точность размеров пластмассовых деталей после их доработки шлифованием, развёртыванием достигает IT7, другие способы доработки обеспечивают точность IT8…IT10. Шероховатость доработанных поверхностей Rz = 2, 5…40 мкм.
Отделка – операция, придающая поверхности пластмассового изделия окончательную шероховатость. При отделочной обработке с поверхности снимается тончайший слой материала или резание происходит лишь по верхушкам микронеровностей. В результате форма и размеры детали практически не меняются (остаются в пределах поля допуска предшествующей отделке операции доработки).
Шабрение пластмассовых деталей по сути не отличается от шабрения металлических. Грубое предварительное шабрение выполняют шабером шириной 20…30 мм, чистовое – шабером 10…20 мм, тонкое – шабером 5…10 мм. На все стадии шабрения назначается суммарный припуск 0, 1…0, 2 мм. Для повышения качества обработки, на поверхность, подвергаемую шабрению, наносится тонкий слой краски или масла.
Крацевание – зачистка поверхности быстро вращающейся щёткой. Пластмассы материалы достаточно мягкие. Поэтому крацуют пластмассовые детали мягкими щётками из полимерных материалов или щетины.
Шлифование пластмассовых деталей выполняют шлифовальными кругами на мягкой основе (древесина, кожа, вулканит, войлок) или бязевой лентой с наклеенным на неё абразивным микропорошком. При шлифовании срезается припуск 0, 1…0, 3 мм, заглаживаются грубые риски предшествующей обработки (доработки).
Полированием получают самые гладкие и блестящие поверхности пластмассовых деталей. Полировальный круг – стопка круглых матерчатых шайб, зажатых между двумя металлическими шайбами-щеками чуть меньшего диаметра. На рабочую (цилиндрическую) поверхность круга наносят полировальную пасту. С пастой совершают первые проходы при полировании. На последних проходах полируют сухим (без пасты) кругом. При полировании срезается припуск менее 0, 1 мм.
Выше были рассмотрены операции зачистки, доработки и отделки с помощью режущего инструмента. Но зачистку и отделку можно производить в принципе по-другому. Литники и грат обрезать в штампах, на ножницах, отламывать давящим инструментом. Широко применяется зачистка и отделка пластмассовых деталей технологической средой: галтовка, виброабразивная, магнитоабразивная, струйноабразивная обработка.
Кроме механической обработки пластмассы можно подвергать химической (травление поверхностей), физической (удаление литников и грата электрогидродинамическим ударом или взрывом) обработке. Возможны комбинации: механохимическая, механофизическая (ультразвуковая размерная) обработка.
Небольшую самостоятельную технологическую группу составляют термические операции. Известно огневое полирование пластмасс. Струя пламени, быстро перемещаясь по поверхности детали, оплавляет верхушки микронеровностей. В результате уменьшается шероховатость, перераспределяются (снижаются) напряжения в поверхностном слое материала. Возможна и термообработка пластмассовых деталей, аналогичная термообработке металлических. Нагрев, выдержка, охлаждение могут существенно изменить эксплуатационные свойства пластмассы.
Сварка пластмасс
Сварку применяют только для термопластов. Сварку реактопластов осуществить не возможно, их склеивают.
Сварка пластмасс – процесс образования неразъёмного соединения способом доведения соединяемых поверхностей до вязкотекучего состояния и приложения к ним сдавливающих усилий. Основной физический процесс при сварке пластмасс – диффузия макромолекул и их фрагментов через границу раздела соединяемых поверхностей. Возможна рекомбинация (“сшивка” – соединение химическими связями) цепей полимерных молекул, принадлежащих свариваемым поверхностям, через границу раздела. Резко ускоряет процесс образования сварного соединения передавливание макрообъёмов вязкотекучего полимера через границу раздела (с одной свариваемой поверхности на другую).
Как видно из определения, сварка пластмасс – сварка плавлением. Способы сварки пластмасс можно разделить на две группы: теплом, генерируемым в сварном стыке (ультразвуковая, трением, ядерная, лазерная, инфракрасным излучением, током высокой частоты), и теплом, подводимым из вне (струёй горячего газа, горячей экструдируемой присадкой, горячим инструментом).
Ультразвуковая сварка
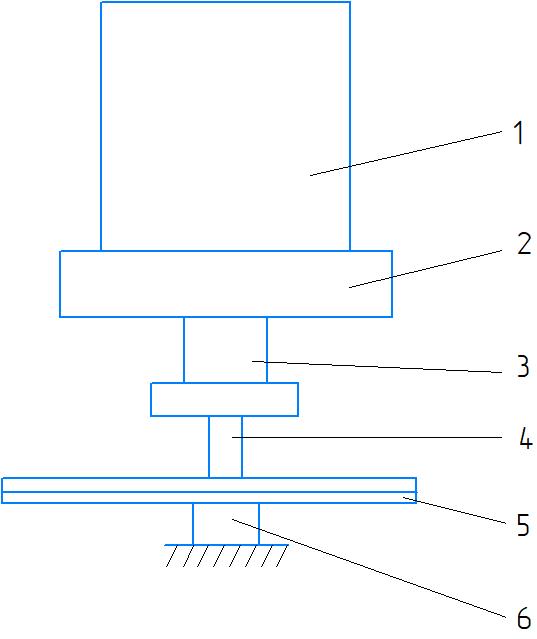
Рисунок 23. Схема ультразвуковой сварки
Электрические колебания частотой f = 18…50 кГц поступают в магнитострикционный преобразователь 1 и преобразуются им в механические колебания той же частоты. Через трансформатор упругих колебаний 2 и волновод 3 ультразвуковые механические колебания передаются сварочному наконечнику 4. Свариваемое изделие 5 многократно сдавливается между сварочным наконечником и опорой 6. За счёт этого локального механического воздействия происходит разогрев контактирующих поверхностей свариваемых элементов и переход пластмассы в вязкотекучее состояние. В месте, на которое давит сварочный наконечник, образуется сварная точка. Манипулируя изделием под сварочным наконечником, можно произвести сварку по заданному контуру или в назначенных точках.
Принципиальное отличие ультразвуковой сварки пластмасс от ультразвуковой сварки металлов состоит в том, что колебания сварочного наконечника совершаются перпендикулярно свариваемой поверхности, а не параллельно. В результате оказывается возможной сварка поверхностей, удалённых от места подвода сварочного наконечника на сотни миллиметров. Ультразвуковые механические колебания подводятся сварочным наконечником к поверхности пластмассового изделия и передаются через его толщу, а сварка осуществляется на к. л. внутренних поверхностях даже не доступных сварочному инструменту.
Нагрев места сварки происходит быстро (меньше, чем за секунду), поэтому сварка совершается без опасного перегрева изделия. Интенсивные ультразвуковые колебания хорошо очищают свариваемые поверхности, сварку можно производить без их предварительной очистки. Параметры процесса: амплитуда колебаний сварочного наконечника А = 30…60 мкм, частота f – десятки кГц, сила сдавливания Р ~ 200 Н, время сварки одной точки ~ 0, 5 с.
Сварка трением
Рисунок 24. Схема сварки трением
Свариваемый элемент 1 неподвижен. Свариваемый элемент 2 может вращаться и перемещаться вдоль оси вращения. За счёт его движений и осуществляется сварка. Сначала торец подвижного элемента поджимают к торцу неподвижного. Затем подвижный элемент приводят во вращение. Прижатые трущиеся торцы разогреются и “оплавятся” – их тонкие поверхностные слои перейдут в вязкотекучее состояние. Теперь вращение подвижного элемента прекращают и увеличивают силу прижатия его к неподвижному элементу. Через несколько секунд стык охладится, вязкотекучая пластмасса превратится в стеклообразную, образуется сварной шов.
Этим способом просто и надёжно свариваются встык стержни круглого сечения. Качество шва высокое, потому что трущиеся поверхности хорошо прирабатываются друг к другу, а при осадке из стыка выжимаются все загрязнения (разделительные плёнки). Параметры процесса: скорость трущихся поверхностей Vтр max ~ 3…3, 5 м/с, давление на свариваемых поверхностях Р = 0, 1…1, 5 МПа, время сварки = 3…25 с.
Ядерная сварка
На свариваемые поверхности наносят тонкие слои соединений лития или бора. Поверхности прижимают друг к другу и облучают нейтронами. В литии (боре) идут ядерные реакции с выделением теплоты. Стык поверхностей разогревается до вязкотекучего состояния. Образуется сварной шов. Этим способом хорошо сваривается фторопласт и разнородные материалы (пластмасса – металл, пластмасса – керамика). Но в сваренном изделии может возникнуть (навсегда! ) наведённая радиация. Практического применения в промышленности ядерная сварка не нашла.
Лазерная сварка
Луч лазера фокусируют в пучок диаметром несколько десятых миллиметра и направляют вдоль стыка поджатых друг к другу поверхностей. За счёт энергии лазерного луча и прижатия свариваемых поверхностей образуется сварной шов. Этим способом хорошо свариваются полиэтиленовые плёнки толщиной 50…150 мкм. Поливинилхлорид можно сваривать лазерным лучом, но качество шва плохое (может произойти термодеструкция материала в шве).
Инфракрасная сварка
Некоторые пластмассы интенсивно поглощают инфракрасное (ИК) излучение. На этом их свойстве основан процесс ИК-сварки. Инфракрасным лучом прогревают стык свариваемых элементов, поджатые друг к другу поверхности “сплавляются”, после прекращения действия ИК-луча образуется сварной шов. Тонкие, прозрачные для ИК-излучения пластмассовые плёнки, сваривают по-другому, Их прижимают к чёрной подложке и через них разогревают инфракрасным излучением подложку. От горячей подложки разогревается стык плёнок и происходит их ИК-сварка. Лучше всех пластмасс инфракрасное излучение поглощает пентапласт, хуже всех – фторопласты.
|
Последнее изменение этой страницы: 2019-10-03; Просмотров: 795; Нарушение авторского права страницы

 3. Пластмассы имеют малую жёсткость. Их модули упругости на 1…3 порядка меньше модуля упругости стали. Самые жёсткие пластмассы – эпоксидные стеклопластики – приближаются по жёсткости к алюминиевым сплавам. Поэтому пластмассовые заготовки упруго деформируются силами зажима и резания.
3. Пластмассы имеют малую жёсткость. Их модули упругости на 1…3 порядка меньше модуля упругости стали. Самые жёсткие пластмассы – эпоксидные стеклопластики – приближаются по жёсткости к алюминиевым сплавам. Поэтому пластмассовые заготовки упруго деформируются силами зажима и резания.