|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА КОМПРЕССОРА КТ-6Стр 1 из 5Следующая ⇒
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА КОМПРЕССОРА КТ-6 Пояснительная записка к курсовому проекту по ПМ.03. Участие в конструкторско-технологической деятельности (Тепловозы и дизель-поезда) МДК.03.01. Разработка технологических процессов, технической и технологической документации (Тепловозы и дизель-поезда) КП 23.02.06.__.__.__ПЗ
Разработал студент Булавинов П.А.
группа Т-4-2 «___»_______2017г.
Руководитель проекта Чеджемов А. В. «___»________2017г.
Проект защищен с оценкой «___»________2017г.
РОСЖЕЛДОР Федеральное государственное бюджетное образовательное учреждение высшего образования «Ростовский государственный университет путей сообщения» (ФГБОУ ВОРГУПС) Владикавказский техникум железнодорожного транспорта - филиал РГУПС (ВлТЖТ - филиал РГУПС)
Согласованно Утверждаю: председатель ЦК специальности 23.02.06 Заместитель директора по ____________Е. Э. Джанаева учебной работе Протокол №___ __________ Б. М. Кодзаева «___» ___________2017 г. «___»__________ 2017 г.
ЗАДАНИЕ на курсовой проект по ПМ.03 МДК.03.01 Разработка технологических процессов, технической и технологической документации обучающемуся 4 курса, группы Т-4-2 по специальности 23.02.06 Техническая эксплуатация подвижного состава железных дорог
Булавинов Павел Андреевич (фамилия, имя, отчество)
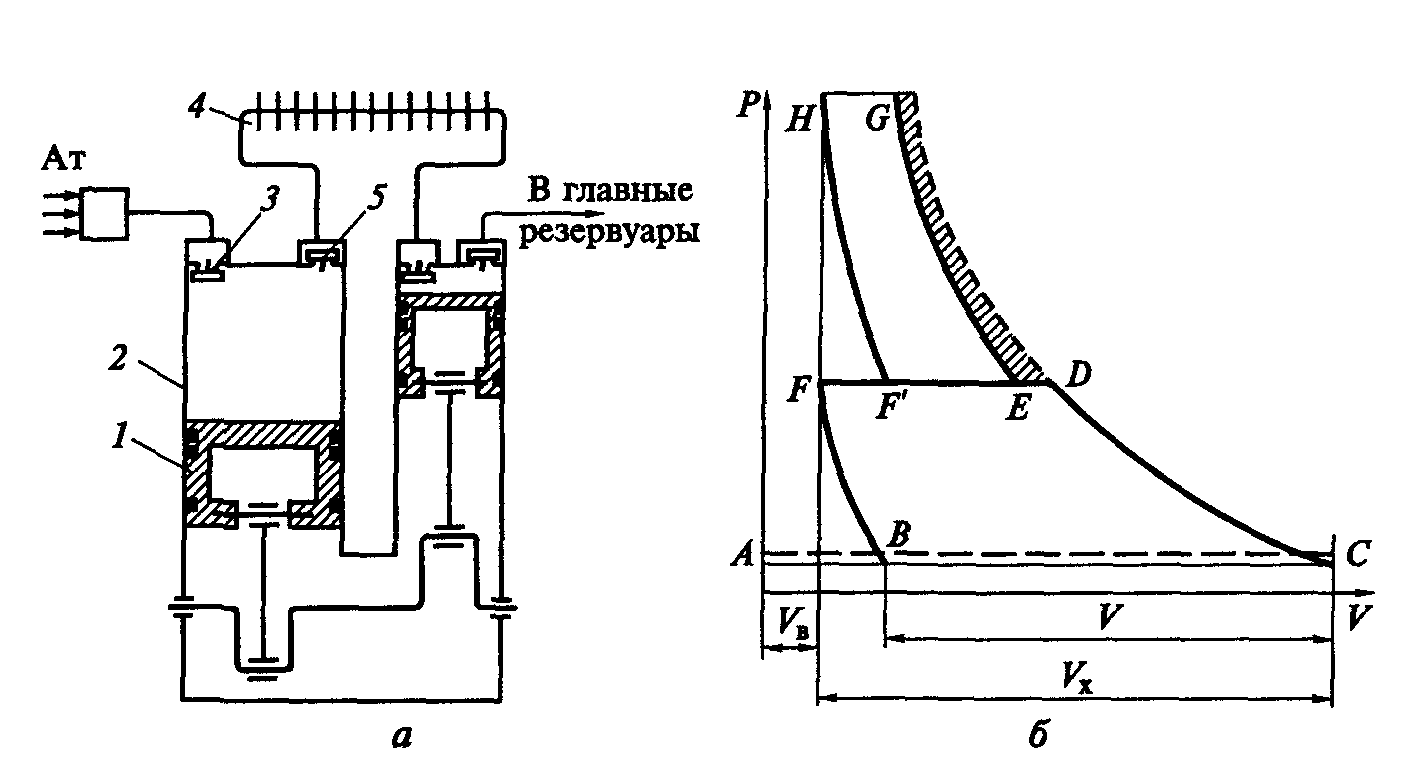
Введение Обеспечение качества и безопасности услуг одна из самых актуальных проблем любой отрасли, не исключается и ж/д транспорт, который по-прежнему является одним из ведущих видов транспорта России. Железнодорожный подвижной состав представляет собой сложную многоэлементную техническую систему, в которой отдельные элементы объединены в многочисленные узлы и агрегаты. Основной задачей ж/д транспорта является полное и своевременное удовлетворение потребностей народного хозяйства и населения в перевозках, повышение эффективности и качества работы транспортной системы. Одним из решающих факторов, обеспечивающих четкую, ритмичную работу ж/д транспорта является устойчивая работа локомотивного хозяйства, улучшение технического состояния, содержание и использование локомотивного парка. Правильная организация и своевременная технология ремонтов локомотивов, как показывает опыт передовых локомотивных депо и ж/д, позволяет содержать их в исправном состоянии при минимальных трудовых и материальных затратах. Большое значение при этом имеет наличие ремонтной базы и её оснащенность. В тепловозоремонтном производстве в настоящее время используют методы организации ремонта: агрегатный и поточно-конвейерный, специализация и концентрация производства по сериям тепловозов и виды ремонта, комплексная механизация и автоматизация производства, планирование и управление. Ремонт компрессора КТ-6 Компрессоры предназначены для обеспечения сжатым воздухом тормозной сети поезда и пневматической сети вспомогательных аппаратов: электропневматических контакторов, реверсоров, песочниц и др. Применяемые на подвижном составе компрессоры классифицируются по числу цилиндров (одно-, двухцилиндровые и т.д.); по расположению цилиндров (горизонтальные, вертикальные, V-и W-образные); по числу ступеней сжатия (одно- и двухступенчатые); по типу привода (с приводом от электродвигателя или от двигателя внутреннего сгорания). Вспомогательные компрессоры служат для наполнения сжатым воздухом пневматических магистралей, например, главного воздушного выключателя, блокирования щитов высоковольтной камеры и токоприемника при отсутствии сжатого воздуха в главных резервуарах и резервуаре токоприемника после длительной стоянки электроподвижного состава в нерабочем состоянии. Компрессоры должны полностью обеспечивать потребность в сжатом воздухе при максимальных расходах и утечках его в поезде. Во избежание недопустимого нагрева режим работы компрессора устанавливается повторно-кратковременным. При этом продолжительность включения (ПВ) компрессора под нагрузкой допускается не более 50 %, а продолжительность цикла до 10 мин. Основные компрессоры, применяемые на подвижном составе, как правило, являются двухступенчатыми. Сжатие воздуха в них происходит последовательно в двух цилиндрах с промежуточным охлаждением между ступенями. Работа такого компрессора показана рис. 1. При первом ходе вниз поршня 1 (рис. 1, а) открывается всасывающий клапан 3, и в цилиндр 2 первой ступени поступает воздух из атмосферы Ат при постоянном давлении. Линия всасывания АС (рис. 1, б) располагается ниже штриховой линии атмосферного барометрического давления на значение потерь на преодоление сопротивления всасывающего клапана. При ходе поршня 1 вверх всасывающий клапан 3 закрывается, объем рабочего пространства цилиндра 2 уменьшается и воздух сжимается по линии CD до Рисунок 1 - Схема двухступенчатого компрессора (а) и теоретическая индикаторная диаграмма его работы (б): 1 — поршень; 2 — цилиндр первой ступени; 3 — всасывающий клапан; 4 — холодильник; 5— нагнетательный клапан
Давления в холодильнике 4, после чего открывается нагнетательный клапан 5 и происходит выталкивание сжатого воздуха в холодильник по линии нагнетания DF с постоянным противодавлением. В процессе последующего хода поршня 1 вниз происходит расширение оставшегося во вредном пространстве (объем пространства над поршнем в его верхнем положении) сжатого воздуха по линии FB до тех пор, пока давление в рабочей полости не понизится до определенного значения и всасывающий клапан 3 откроется атмосферным давлением. Далее процесс повторяется. На первой ступени воздух сжимается до давления 2, 0...4, 0 кгс/см2. Аналогично работает вторая ступень компрессора со всасыванием воздуха из холодильника 4 по линии FE, сжатием по линии EG, нагнетанием в главные резервуары по линии GH, расширением во вредном пространстве цилиндра второй ступени по линии HF'. Заштрихованная площадь индикаторной диаграммы характеризует уменьшение работы сжатия вследствие охлаждения воздуха между ступенями. Сжатие воздуха сопровождается выделением теплоты. В зависимости от интенсивности охлаждения и количества теплоты, отбираемой от сжимаемого воздуха, линия сжатия может быть изотермой, когда отводится вся выделяющаяся теплота и температура остается постоянной, адиабатой, когда процесс сжатия идет без отвода теплоты, или политропой при частичном отводе выделяющейся теплоты. Адиабатический и изотермический процессы сжатия являются теоретической идеализацией. Действительный процесс сжатия является политропным. Основными показателями работы компрессора являются производительность (подача), объемный, изотермический и механический КПД. Производительностью компрессора называется объем воздуха, нагнетаемый компрессором в резервуар в единицу времени, замеренный на выходе из компрессора, но пересчитанный на условия всасывания. Производительность компрессора локомотива определяют по времени повышения давления в главных резервуарах с 7, 0 до 8, 0 кгс/см2. Объемный КПД характеризует уменьшение производительности компрессора под влиянием вредного пространства; он зависит от объема вредного пространства и давления. Двухступенчатое сжатие позволяет понизить температуру воздуха в конце сжатия, улучшить условия смазывания компрессора и уменьшить потребляемую компрессором мощность за счет работы, сэкономленной благодаря охлаждению воздуха в промежуточном холодильнике, а также повысить объемный КПД за счет уменьшения соотношения давлений нагнетания и всасывания. Организация рабочих мест. Под организацией рабочего места понимают условия и материальное оснащение, способствующее рациональному использованию рабочего времени и средств производства. Организация рабочих мест оказывает существенное влияние на производительность труда и является показателем организационно-технического уровня всего предприятия. Правильная организация рабочих мест повышает производственную культуру предприятия и способствует более полному использованию его резервов. Организация рабочего места характеризуется следующими факторами: 1. Общими условиями производства — обменом, температурой и влажностью воздуха, объемом помещения, освещенностью, цветом окружающих предметов, безопасностью работы, чистотой, состоянием трудовой дисциплины, режимом работы. 2. Размерами участка производственной площади и наличием оборудования, и производственного инвентаря (станок, стенд, верстак, шкафчики, стеллажи, подставки, тара и т. п.). 3. Правильным размещением на рабочем месте оборудования, инвентаря, объектов труда (автомобилей, агрегатов, деталей, заготовок) и инструментов, обеспечивающим рациональные движения рабочего. 4. Оснащением рабочего места полноценными инструментами и приспособлениями, необходимыми для выполнения технологического процесса 5. Наличием технической и производственно-учетной документации (чертеж, карта технологического процесса, инструкция рабочий наряд, инструментальная книжка, марки и т. п.). 6. Своевременным обеспечением рабочего места объектами труда (ремонтным фондом, деталями, заготовками, материалами и т. д.), инструментом, технической документацией; техническим контролем согласно требованиям технологии, систематическим ремонтом оборудования и приспособлений и т. д. Опыт показывает, что производительность труда передовых рабочих значительно превышает средний уровень прежде всего благодаря лучшей организации рабочего места. Они критически анализируют свои рабочие приемы и на этой основе заменяют менее производительные движения более производительными, а лишние совсем исключают. Анализ рабочих процессов показывает, что сидячее положение при работе является наиболее выгодным. Поэтому следует размещать сидения, на рабочих местах всюду, где это технически возможно. При усилии около 5 кГ рабочий может работать сидя. Усилие от 5 до 10 кГ не влияет на результаты работы, т. е. рабочий может работать сидя или стоя. При рабочем усилии свыше 10 кГ работу следует выполнять только стоя. Если оба положения одинаково удобны, рабочий сам должен выбрать для себя одно из них. Инструменты, приспособления, обрабатываемые и готовые детали (комплекты, узлы) рекомендуется размещать на рабочем месте так, чтобы рабочий при минимальных усилиях тратил наименьшее время на их доставание, установку и укладку. Рабочее место должно быть организовано так, чтобы ось тела работающего совпадала с осью рабочей зоны, а наибольшее количество его движений находилось в пределах нормальной рабочей зоны. При этом следует, использовать такие движения, которые требуют наименьших усилий. К ним относятся движения рук без участия плечей и корпуса. Обе руки должны по возможности одновременно начинать и заканчивать движения. Силу рук и ног нужно использовать равномерно. С этой целью, применяют различные приспособления, облегчающие и ускоряющие выполнение требуемого объема работ. 5. Основные требования техники безопасности при ремонте
Оборудование и инвентарь необходимо устанавливать на производственном участке с таким расчетом, чтобы между ними были расстояния, а также проходы, проезды и места для работающих, в соответствии с действующими нормами установки оборудования. Нельзя допускать скопления в производственных помещениях большого количества агрегатов, узлов и деталей. Узлы и детали можно укладывать в штабеля высотой не более 1 м. Запрещается загромождать проходы и проезды, так как это может привести к несчастным случаям. Полы в производственном помещении должны иметь твердое покрытие, ровную (без порогов) и гладкую, но не скользкую поверхность. Необходимо систематически очищать и промывать их от наслоений смазки и грязи. Автомобили, как правило, подаются на участок разборки с помощью специальных устройств. Заезд их своим ходом (с работающим двигателем) не допускается, так как при этом происходит загазовывание производственного помещения отработавшими газами. Агрегаты, узлы и приборы, соприкасавшиеся с этилированным бензином, перед разборкой следует обезвредить (нейтрализовать) керосином в специальных ваннах или установках. Перед тем как приступить к разборке, рабочий должен убедиться в том, что М или агрегат установлен на предназначенное для него место (тележку, опорную часть стенда, кронштейн и т. п.), надежно закреплен и находится в устойчивом положении. Агрегаты, узлы и детали весом более 16кг необходимо снимать, транспортировать и устанавливать с помощью подъемно-транспортных средств. Разбирать М или агрегаты, подвешенные на подъемно-транспортных устройствах, без подведения специальных устойчивых опор не разрешается. Нельзя также использовать в качестве опор случайные предметы (детали автомобиля, оборудования и т. п.). Запрещается становиться на движущиеся части конвейеров и других транспортных устройств. Нельзя включать гидравлический подъемник лицам, не допущенным к его обслуживанию. Перед подъемом автомобиля с помощью гидравлического подъемника необходимо проверить его закрепление на платформе. После подъема автомобиля на необходимую высоту под платформу подъемника нужно устанавливать предохранительные стойки или применять специальное устройство, чтобы исключить возможность самопроизвольного опускания подъемника. При работе под автомобилем, находящимся на подъемнике, на механизм управления последним навешивается табличка: «Не трогать, работаю под автомобилем». При подъеме или опускании груза грузовые канаты кранов и подъемных механизмов должны находиться в строго вертикальном положении. Подтаскивание грузов крюком подъемного механизма при косом натяжении каната или поворотом крана не допускается. Разрешается пользоваться только исправным инструментом. Слесарные молотки должны иметь слегка выпуклую поверхность бойка (не косую и не сбитую) и должны быть прочно укреплены на ручках из твердых и вязких пород дерева (кизил, бук, молодой дуб и т.п.). Изготовлять рукоятки из дерева хвойных пород, а также из сырого материала запрещается. Ударные инструменты (зубила, бородки, выколотки и т. д.) должны быть без трещин и заусенцев, (от наклепа) на затылках. Для выпрессовки закаленных деталей оправки и выколотки нужно изготовлять из меди или латуни, чтобы в процессе работы исключить возможность откола твердых частиц металла. Размеры рабочих поверхностей гаечных ключей принимаются в соответствии с размерами граней гаек и головок болтов, для отвертывания которых они предназначены. Увеличивать длину гаечного ключа за счет применения дополнительных рычагов (одевания труб, ключей и т: д.), а также отвертывать гайки с помощью молотка и зубила не разрешается. Переносной электрифицированный инструмент (дрели, гайковерты и др.) может применяться лишь при условии полной его исправности и напряжении не свыше 40В. В виде исключения может быть допущено применение электрифицированного инструмента, рассчитанного на напряжение до 220Ввключительно при соблюдении следующих требований: а)надежное зануление или заземление корпуса инструмента; б)работа в резиновых перчатках и диэлектрических галошах (взамен диэлектрических галош под ноги может быть положен резиновый коврик). Электрифицированный инструмент, рассчитанный на напряжение свыше 36В, разрешается выдавать рабочему только вместе с индивидуальными средствами защиты (резиновые перчатки, галоши или резиновый коврик). Этот инструмент должен иметь штепсельные соединения с контактами для принудительного и опережающего включения провода заземления или зануления корпуса. Шланги пневматического инструмента должны быть исправными и надежно закрепленными. Перед началом работы нужно проверить работу инструмента на холостом ходу, а также надежность закрепления накидной головки патрона, сверла или ключа. Агрегаты, узлы и механизмы, в состав которых входят пружины (передняя независимая подвеска, сцепление, клапанный механизм двигателя и др.), следует разбирать на специальных стендах или с помощью приспособлений, обеспечивающих безопасную работу. При выпрессовке деталей на гидравлических прессах нельзя допускать возникновения чрезмерно больших усилий (следить за показаниями манометра), так как это может привести к внезапному разрушению детали и поражению рабочего разлетающимися ее частями. Для расшп линтования деталей следует применять шплинтодеры, плоскогубцы и кусачки. Рубить шплинты или шплинтовочную проволоку зубилом на деталях запрещается. Рабочие места должны иметь местное искусственное освещение, рассчитанное на напряжение не выше 36В. Переносные электрические лампы должны иметь защитные сетки и питаться током напряжением не выше 36В. Переносная электрическая лампа может включаться только посредством штепсельной вилки; устройство выключателей тока на патроне не допускается; провод по всей длине должен быть заключен в резиновую трубку, цоколь лампы — утоплен в глубоком патроне и недоступен для прикосновения. Все металлические части оборудования, могущие оказаться под напряжением, должны быть занулены или заземлены. Использованный обтирочный материал надо складывать в специальные металлические ящики с крышками. В конце смены ящики необходимо очистить во избежание самовозгорания материала. Хранить промасленный обтирочный материал в верстаках, инструментальных шкафах и других местах запрещается. Ремонт поршня дизеля 10Д100
Увеличение мощности дизеля 10Д100 до 2210 кВт достигнуто путем повышения давления надувочного воздуха с 0, 13 МПа до 0, 22 МПа, охлаждения надувочного воздуха перед поступлением в цилиндры до 65 °С и подачи большего количества (примерно на 40 %) топлива в цилиндры за цикл. В отличие от дизеля 2Д100 на 10Д100 установлен объединенный регулятор частоты вращения и мощности, применена двухступенчатая система наддува воздуха с использованием энергии отработавших газов, установлены водяные охладители для охлаждения надувочного воздуха. Дизели спроектированы с учетом применения крупно агрегатного метода ремонта и могут эксплуатироваться в различных климатических условиях. Дизели 10Д100 имеют в одном блоке два коленчатых вала (верхний и нижний), связанных между собой вертикальной передачей, и по два поршня в одном цилиндре, которые головками направлены навстречу друг к другу. Валы дизеля вращаются в противоположных направлениях с одинаковой частотой, а поршни имеют одинаковые значения хода и скорости перемещения навстречу друг другу. Это обеспечивает работу дизеля без значительных вибраций. Блок дизеля стальной сварной конструкции разделен по горизонтали и вертикали перегородками. По горизонтали блок делится перегородками на пять отсеков: верхнего коленчатого вала, продувочного воздуха, топливных насосов и форсунок, выпускных коллекторов и нижнего коленчатого вала. По длине блок поделен на три отсека: механизма управления, втулок цилиндров, вертикальной передачи. Отсек верхнего коленчатого вала. Отсек сверху закрыт крышкой. В Рис.8.Внешний вид дизеля 10Д100:
1 - турбокомпрессоры; 2, 4, 8, 9 - люки; 3 - воздухопровод; 5 - воздухоохладитель; 6 - отсек топливных насосов и форсунок; 7 - генератор; 10 - под дизельная рама; 1/, 12 - водяные насосы; 13 - масляный насос, 14 - регулятор частоты вращения и мощности; 15 - выпускные патрубки крышке Имеются шесть ЛЮКОВ 2 ДЛЯ осмотра верхнего коленчатого вала, его подшипников и трубопровода, подводящего масло к подшипникам вала. На крышке блока с левой и правой стороны смонтированы два маслоотделителя. Через маслоотделители проходят газы, отсасываемые турбовоздуходувками из блока для создания разрежения в картере (10-40 мм вод. ст.). Повышение давления выше 0, 04 МПа (40 мм вод. ст.) будет свидетельствовать о «пробое» газов в картер. Из маслоотделителей масло сливается в картер (полость под дизельной рамы является резервуаром для масла). ЗАКЛЮЧЕНИЕ В ходе выполнения курсового проекта была рассмотрена разработка технологического процесса ремонта компрессора КТ-6. В первом пункте описано назначение и основные элементы конструкции и технические данные компрессора КТ-6, основные неисправности, их причины и предупреждения, периодичность и сроки плановых технических обслуживаний, технических осмотров с разборкой и без разборки. Затем была рассмотрена технология ремонта замена и способы восстановления изношенных частей компрессора КТ-6. Описаны выбор и обоснование способа устранения неисправностей деталей компрессора КТ-6. В заключительной части курсового проекта были рассмотрены вопросы охраны труда, организации рабочего места и техники безопасности при выполнении ремонта и сборке компрессора КТ-6.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА КОМПРЕССОРА КТ-6 Пояснительная записка к курсовому проекту по ПМ.03. Участие в конструкторско-технологической деятельности (Тепловозы и дизель-поезда) МДК.03.01. Разработка технологических процессов, технической и технологической документации (Тепловозы и дизель-поезда) КП 23.02.06.__.__.__ПЗ
Разработал студент Булавинов П.А.
группа Т-4-2 «___»_______2017г.
Руководитель проекта Чеджемов А. В. «___»________2017г.
Проект защищен с оценкой «___»________2017г.
РОСЖЕЛДОР Федеральное государственное бюджетное образовательное учреждение высшего образования «Ростовский государственный университет путей сообщения» (ФГБОУ ВОРГУПС) Владикавказский техникум железнодорожного транспорта - филиал РГУПС (ВлТЖТ - филиал РГУПС)
Согласованно Утверждаю: председатель ЦК специальности 23.02.06 Заместитель директора по ____________Е. Э. Джанаева учебной работе Протокол №___ __________ Б. М. Кодзаева «___» ___________2017 г. «___»__________ 2017 г.
ЗАДАНИЕ на курсовой проект по ПМ.03 МДК.03.01 Разработка технологических процессов, технической и технологической документации обучающемуся 4 курса, группы Т-4-2 по специальности 23.02.06 Техническая эксплуатация подвижного состава железных дорог
Булавинов Павел Андреевич (фамилия, имя, отчество)
|
Последнее изменение этой страницы: 2019-06-08; Просмотров: 1765; Нарушение авторского права страницы