Глава 3. ОБЩЕЕ УСТРОЙСТВО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ.
Автомобильные двигатели имеют следующие системы и механизмы: 1). Кривошипно-шатунный механизм (КШМ); 2). Газораспределительный механизм (ГРМ); 3). Систему охлаждения, смазки, вентиляции картера, питания, зажигания, рециркуляции отработавших газов, пуска и некоторые другие.
Кривошипно-шатунный и газораспределительный механизмы обеспечивают рабочий цикл (работу) двигателя. Системы двигателя, в свою очередь, обеспечивают работу КШМ и ГРМ.
Механизмы и системы двигателя состоят из отдельных деталей и узлов. Основанием для крепления деталей и узлов перечисленных систем и механизмов является корпус двигателя.
Корпус двигателя.
Поршневой двигатель внутреннего сгорания классической (традиционной) конструкции имеет корпус, состоящий из блока цилиндров (блок-картера) и головки блока цилиндров , закрытых, сверху - клапанной крышкой , снизу - масляным поддоном , спереди и сзади - передней и задней крышками коленчатого вала с самоподжимными сальниками. Корпус может иметь и иную конструкцию. Например, нижняя часть картера может быть разъёмной, и в этом случае корпус будет состоять из трёх составных частей: блока цилиндров (средней части корпуса), головки блока цилиндров (верхней части корпуса) и фундаментной рамы (нижней части корпуса) и соответствующих крышек. Встречаются двигатели с моноблочной конструкцией корпуса, в котором блок цилиндров и головка блока цилиндров выполняются в виде единой, неразъёмной отливки.Многообразие конструкций двигателей различных моторостроительных предприятий, предполагает различные подходы к их ремонту .
Корпусные детали двигателя являются основанием для крепления деталей кривошипно-шатунного и газораспределительного механизмов, а так же узлов и деталей систем смазки, охлаждения, зажигания, питания и др. Детали корпуса двигателя показаны на рис. 3.1.
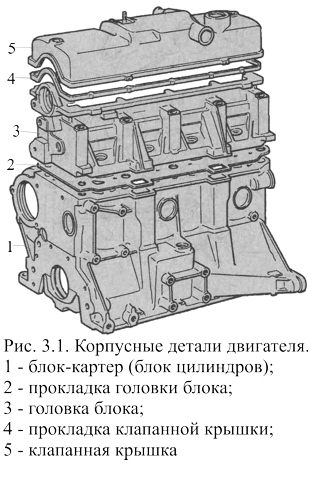
Блоки цилиндров отливаются из серого легированного чугуна или высококремнистых алюминиевых сплавов ( силуминов ). Некоторыми фирмами практикуется изготовление блоков из металлокерамики. Блоки цилиндров двигателя с жидкостным охлаждением имеют двойные стенки, образующие «рубашку охлаждения» . Рубашка охлаждения заполняется охлаждающей жидкостью.
Блоки цилиндров двигателей с воздушным охлаждением цилиндров имеют оребрение. Цилиндры, как правило, заключены в кожух, через который вентилятором системы охлаждения прокачивается воздух.
Головки блоков цилиндров бензиновых и дизельных двигателей легковых автомобилей отливаются из алюминиевых сплавов и реже из чугуна и, за редким исключением, имеют моноблочную конструкцию, т.е. на один ряд цилиндров двигателя устанавливается одна, единая для всех цилиндров, головка. На части дизельных двигателях каждый цилиндр (или пара цилиндров) может иметь собственную головку. Головка через термостойкую прокладку крепится к привалочной плоскости блока цилиндров болтами, если блок чугунный, или гайками через шпильки, если блок алюминиевый. Болты крепления головки изготавливаются из высокопрочных сталей и при небольших диаметрах должны обеспечивать значительные усилия (моменты) затяжки . Усилия затяжки болтов (гаек) крепления головки блока регламентируется производителем и, для большинства автомобилей, в среднем составляют 9, 0 – 10, 0 кгс x м. Стенки головки блока двойные. Рубашка охлаждения, образованная двойными стенками головки блока соединяется с рубашкой охлаждения блока цилиндров. В головке блока выполняются камеры сгорания. На головке размещают детали газораспределительного механизма, включая распределительный вал (валы), впускные и выпускные клапаны и детали привода клапанов.
3.2. Детали цилиндропоршневой группы (ЦПГ) и
кривошипно-шатунного механизма.
К деталям цилиндропоршневой группы двигателя относятся: цилиндры (гильзы цилиндров); поршни; поршневые кольца; поршневые пальцы (рис. 3.2).

К деталям кривошипно-шатунного механизма двигателя относятся: шатуны и крышки шатунов; коленчатый вал и крышки коленчатого вала и маховик. Часть двигателей с малым числом цилиндров (до четырёх) могут иметь балансирные валы, которые также следует относить к деталям КШМ.
Цилиндры. В рядных двигателях, если блок цилиндров отливается из чугуна, цилиндры изготавливаются совместно с блоком. В чугунных блоках многорядных двигателей и блоках выполненных из алюминиевых сплавов цилиндры могут изготавливаться в виде отдельных гильз из чугуна, специальной стали или металлокерамики.
Гильзы, которые устанавливаются непосредственно в рубашку охлаждения блока цилиндров, носят название «мокрых» . Наружная поверхность «мокрых» гильз омывается охлаждающей жидкостью. Мокрые гильзы устанавливаются в отверстия блока с зазором, и удерживаются от перемещения в этом отверстии головкой блока цилиндров. Для надёжного закрепления гильзы головкой блока цилиндров верхний бурт гильзы должен выступать за верхнюю плоскость блока на величину, регламентируемую техническими условиями (для разных типов двигателей эта величина лежит в пределах 0, 02 – 0, 12мм).
Гильзы, наружная поверхность которых не контактирует с охлаждающей жидкостью, носят название – «сухие гильзы». «Сухие» гильзы устанавливаются в блок с натягом. Сборка соединений с натягом означает, что диаметр втулки (гильзы) больше диаметра посадочного отверстия, в которое эта втулка устанавливается. Величина натяга измеряется в миллиметрах и определяется как разница диаметров сопрягаемых деталей. Натяг обеспечивает неподвижность гильзы при тепловом расширении материала блока в процессе прогрева работающего двигателя.
Внутренняя рабочая часть цилиндра обрабатывается на специальном оборудовании до определённой чистоты (шероховатости) и имеет ровную поверхность, которую называют « зеркалом цилиндра». При финишной (окончательной) обработке цилиндра на его поверхность наносятся пространственно ориентированные риски, способствующие удержанию в них масла нужного для смазки поршневых колец и поршней.
На рабочие поверхности алюминиевых цилиндров могут наноситься дополнительные покрытия типа «никасил» (никель с кремнием) или кремниевые покрытия, получаемые кислотным травлением поверхности. Рабочие поверхности чугунных цилиндров, как правило, термической обработке не подвергаются и покрытий не имеют. Технология ремонта алюминиевых и чугунных цилиндров может существенно отличаться.
По внутреннему диаметру цилиндры номинальных размеров разбиваются заводом изготовителем на категории (классы) с шагом 0, 01 мм. Категории цилиндров обозначаются обычно буквами латинского алфавита (A, B, C…..) и клеймятся на привалочной плоскости картера двигателя или ином месте. Класс (категория, группа) цилиндра, так же может обозначаться краской, цифрой, печатным оттиском, или другим способом.
На рис. 3.3а. показаны корпусные детали рядного шестицилиндрового двигателя, гильзованого мокрыми чугунными гильзами. На рис. 3.3б показан блок-картер рядного четырёхцилиндрового двигателя традиционной конструкции с цилиндрами, выполненными заодно с блоком.


Поршни изготавливаются из алюминия легированного кремнием и другими металлами методом литья в кокиль (специальная форма) или методом штамповки с последующей обработкой детали резанием. Для некоторых типов автомобильных двигателей, работающих с высокими удельными нагрузками на детали, поршни изготавливаются из стали и металлокерамики.
Поршни воспринимают давление газов, обеспечивают передачу усилий на шатун и герметизируют камеру сгорания.
Верхняя часть поршня носит название - головка поршня, нижняя направляющая часть поршня называется юбкой поршня. На рис. 3.4 показана конструкция поршня а) бензинового двигателя и б) дизельного двигателя с полураздельной камерой сгорания

Головка поршня – наиболее усиленная часть поршня, где толщина стенок может достигать нескольких мм. На головке поршня выполнены канавки под поршневые кольца. В нижней канавке маслосъёмного кольца прорезаются дренажные отверстия для отвода масла. В головку поршня, для повышения износостойкости поршня, могут заделываться чугунные вставки, а на днище поршня (верхняя часть головки) и зону «огневого пояса» (часть головки поршня от днища до канавки первого компрессионного кольца) наноситься специальные покрытия. Днище поршня может иметь плоскую, выпуклую, вогнутую и иную форму. В днище поршней части двигателей выполняются углубления под клапаны (цековки) или камеры сгорания.
Юбка поршня . Толщина стенок юбки современных поршней может быть меньше 1, 5 мм. Для лучшей приработки поршня в цилиндре на юбку поршня напыляют тонкий слой олова или графитовое покрытие. Для этих же целей на юбке поршня выполняют «накатку» в виде микроканавок глубиной до 0, 02 мм, в которых при работе двигателя удерживается масло. Юбки поршней двигателей с цельноалюминиевыми цилиндрами могут покрываться тонким слоем железа. В средней части юбки имеются отверстия под поршневой палец. Стенки юбки у отверстия под поршневой палец имеют утолщения (приливы), именуемые бобышками . У большинства поршней ось отверстия под поршневой палец смещена относительно плоскости симметрии поршня в сторону на 0, 5 – 2, 5 мм.
Поршни автомобилей российского, европейского и американского производства часто изготавливаются со стальными терморегулирующими вставками в юбке у отверстия под поршневой палец. Вставки, имеющие по сравнению с материалом поршня, меньший коэффициент теплового расширения, препятствуют расширению юбки поршня при нагревании. С той же целью уменьшения теплопередачи от головки поршня к юбке с наружной стороны бобышек выполняются подрезы, которые носят название «холодильников», а по нижней канавке маслосъёмного кольца или на юбке поршня, сквозные разрезы «Т» - или «П» – образной формы.
Юбка поршня в плане имеет форму овала, большая ось которого перпендикулярна оси отверстия поршневого пальца. В продольном разрезе поршень имеет форму конуса, расширяющегося к юбке. Эллипсность юбки и разница диаметров поршня в верхней и нижней его части может быть более 0, 50 мм.
Поршень устанавливается в цилиндр с зазором. Зазор должен компенсировать расширение поршня при нагревании и обеспечивать присутствие масла между трущимися деталями. Величина установочного зазора строго регламентируется заводом изготовителем и в зависимости от конструкции того или иного двигателя лежит в пределах 0, 01 – 0, 09 мм (большинство двигателей будут нормально работать с зазором 0, 04 – 0, 06 мм.). Установочный зазор между стенкой цилиндра и поршнем обеспечивается по большей оси овала юбки поршня.
Поршни для одного двигателя не должны отличаться по массе более чем на 2-4 грамма или не более чем на 1 -1, 5% среднего арифметического от суммы масс всех поршней данного двигателя.
Заводы выпускают поршни номинального и ремонтного размеров. По наружному диаметру и диаметру отверстия под поршневой палец поршни номинального размера, разбиваются на категории (классы). Информация о размерности и весе поршня, а так же иная информация, выбивается на днище поршня (рис. 3.5).

Поршневые кольца (рис. 3.6) изготавливаются из чугуна легированного никелем, хромом, молибденом и другими металлами или стали и выполняют следующие функции: 1).Уплотняют поршень в цилиндре; 2). Снимают излишки масла со стенок цилиндров; 3).Отводят тепло от поршня в стенки цилиндров.
Кольца имеют прямой вырез, называемый замком кольца. Замок позволяет кольцу пружинить.

На поршнях современных двигателей устанавливают по два – три кольца. По назначению кольца делятся на компрессионные кольца и маслосъёмные кольца. Компрессионные кольца устанавливаются в верхней части головки поршня и отвечают за уплотнение поршня в цилиндре. Маслосъёмные кольца устанавливаются под компрессионными кольцами и отвечают за снятие излишек масла со стенок цилиндров. Излишки масла через прорези в кольце и отверстия в поршневой канавке маслосъёмного кольца сбрасываются под поршень и далее стекают в картер двигателя. Маслосъёмные кольца – составные и имеют в своём составе непосредственно кольцо (или два кольца - диска) и пружинный расширитель.
Рабочую поверхность верхних компрессионных колец, работающих в условиях высоких температур и при недостатке смазки, покрывают слоем пористого хрома или молибденом для повышения износоустойчивости. Кромки рабочих поверхностей колец имеют сложную форму в связи с чем, кольца должны устанавливаться на поршень в строго определённом положении. Неправильная установка колец может привести к прорыву газов в картер двигателя, снижению компрессии и повышению расхода масла на угар. Для правильной установки кольца на поршень на верхней части кольца делается специальная метка («тор», «верх»). При отсутствии меток следует обратиться к инструкции завода-изготовителя колец.
Заводы выпускают в продажу кольца номинальных и ремонтных размеров. На верхнюю часть колец ремонтных размеров ставится цифровая маркировка (например, 40 или 80), соответствующая увеличению наружного диаметра кольца (цилиндра) на ремонтный размер (на 0, 4 или 0, 8 мм, соответственно).
Поршневые пальцы шарнирно соединяют поршень с шатуном. Поршневые пальцы изготавливаются из низкоуглеродистых сталей легированных никелем и хромом и представляют собой короткую стальную толстостенную трубку. Поверхность пальцев обрабатывается с высокой точностью и полируется. Для придания поверхности пальца необходимой прочности, поверхность закаливается токами высокой частоты, цементируется или азотируется.
По способу соединения поршневого пальца с верхней головкой шатуна и с поршнем различают поршневые пальцы плавающего типа и пальцы, запрессованные в верхнюю головку шатуна.
Пальцы плавающего типа устанавливаются в верхнюю головку шатуна через, запрессованную в отверстие головки, сталебронзовую, сталеалюминевую или бронзовую втулку. Между втулкой и пальцем должен быть зазор, величина которого регламентируется техническими условиями. В бобышки поршня палец вставляется с небольшим натягом. От осевого перемещения палец удерживается стопорными кольцами.
Пальцы, запрессованные в верхнюю головку шатуна, в бобышках поршня перемещаются свободно, а в головку шатуна устанавливаются со значительным натягом. Натяг должен обеспечивать неподвижное положение пальца при существенных нагрузках, действующих на детали.
По наружному диаметру пальцы подразделяются на классы, через 0, 004 мм. Класс маркируется краской на торце пальца или, если позволяет толщина стенки, цифрой или буквой.
Шатун передаёт усилие от поршня на коленчатый вал двигателя и совместно с валом преобразует поступательное движение поршня во вращательное движение вала. Шатуны изготавливаются из углеродистых сталей легированных марганцем, хромом, никелем, молибденом и др. металлами методом ковки в штампах с промежуточной и финишной термообработкой и обработкой резанием. Шатун является одной из самых нагруженных деталей в двигателе. Шатун состоит из стержня, имеющего двутавровое сечение, поршневой (верхней) и кривошипной (нижней) головок. Для установки на коленчатый вал, нижняя головка выполнена разъёмной и имеет крышку. Так как отверстие в нижней головке шатуна выполняется и обрабатывается в сборе с крышкой, крышки шатунов не взаимозаменяемы и устанавливаются на головку в строго определённом положении. Для правильной установки крышек на них и нижних головках шатунов выбиваются специальные метки. С этой же целью на привалочных плоскостях крышки и головки шатуна могут выполняться соединительные ступеньки (выступы). Крышка крепится к нижней головке шатуна шатунными болтами. Для обеспечения высокой прочности болтов для их изготовления используются специальные стали, особые технологии производства и обработки. Шатуны для одного двигателя не должны отличаться по массе более чем на 2-6 граммов (1 - 1, 5% среднего арифметического от суммы масс всех шатунов двигателя).
Коленчатый вал (КВ) через шатун воспринимает усилие от поршня. Крутящий момент, развиваемый на коленчатом валу, через механизмы трансмиссии передаётся на ведущие колёса автомобиля.
Коленчатые валы изготавливаются из высокопрочных легированных углеродистых сталей методом ковки или точным литьём из особого чугуна с шаровидным графитом.
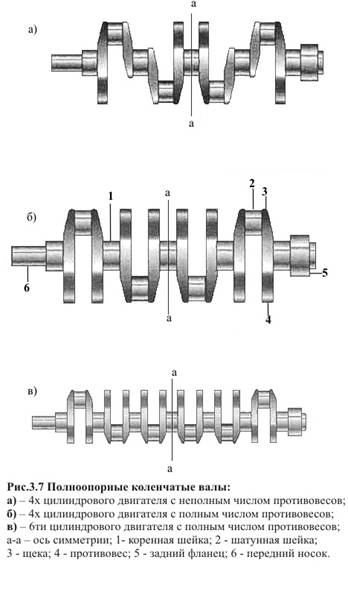
Коленчатый вал состоит из коренных и шатунных шеек, соединяющих их щёк, а также противовесов, переднего носка и заднего фланца. Коренные и шатунные шейки со щеками и противовесами образуют колено. Для подачи масла к шатунным подшипникам в щеках вала от коренных шеек просверливаются специальные каналы. Каналы снабжаются грязеуловителями. Грязеуловители способствуют дополнительной центробежной очистке масла, поступающего к шатунной шейке, и представляют собой просверленный или отлитый в шатунной шейке горизонтальный или наклонный канал, выходы из которого закрыты заглушками. Смазка шеек вала принудительная под давлением. Места перехода шеек к щёкам называются галтелями. Для уменьшения вероятности поломки вала, галтели делают закруглёнными и по галтели выполняют радиусную канавку глубиной 0, 2 – 0, 5 мм. Канавка уменьшает напряжения в металле в зоне соединения щеки и шейки. При ремонте коленчатого вала (шлифовке шеек) глубина канавок и радиус закругления галтелей должны быть восстановлены. Коренными шейками вал устанавливают в опорах картера двигателя и закрепляют крышками. Крышки коленчатого вала не взаимозаменяемы и должны устанавливаться на опору только в одном положении. Вал с наибольшим числом опор из возможного их количества называется полноопорным. К шатунным шейкам коленчатого вала крепится шатун. В двигателях с V – образным блоком цилиндров на одну шатунную шейку коленчатого вала может крепиться два шатуна. На одну шатунную шейку может приходиться один или два противовеса. Противовесы служат для разгрузки коренных подшипников от действия моментов, создаваемых центробежными силами от вращающихся частей и сил инерции поступательно движущихся частей. Расположение кривошипов КВ и их число зависит числа и расположения цилиндров двигателя. В табл. 3.1 приведены схемы расположения кривошипов коленчатых валов разных двигателей и указан возможный порядок работы цилиндров двигателей.

Поверхности шеек чугунных коленчатых валов закаливаются токами высокой частоты, а стальных азотируются на глубину до 1, 50 мм для придания им прочности и износостойкости (ч исло ремонтов коленчатого вала зависит от глубины закалки его шеек). На передний носок КВ устанавливают шкив привода вентилятора и генератора, зубчатое колесо привода масляного насоса, звёздочку цепи, масляный отражатель и гаситель крутильных колебаний. На задний фланец КВ болтами или гайками через шпильки крепится маховик. Передний носок и задний фланец КВ уплотняется сальниками.
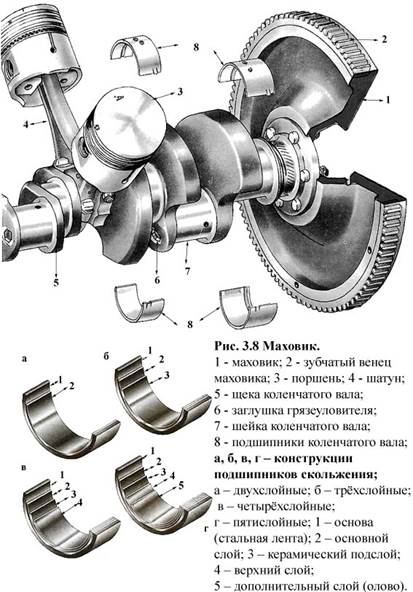
На рис. 3.7 показаны полноопорные валы четырёх и шестицилиндровых двигателей с полным и неполным числом противовесов. На рис. 3.8 показан фрагмент коленчатого вала V-образного двигателя с маховиком и деталями поршневой и шатунной группы.
Маховик обеспечивает равномерное вращение коленчатого вала при работе двигателя и представляет собой чугунный тщательно сбалансированный диск на обод которого надет стальной зубчатый венец для пуска двигателя от стартера. Маховик устанавливается на задний фланец коленчатого вала (рис. 3.8) в строго определённом положении, для чего болты крепления маховика расположены несимметрично, и центрируется. Для точного центрирования маховика служит бурт самого фланца, либо установочные штифты.
Подшипники коленчатого вала. Подавляющее большинство коленчатых валов
двигателей современных автомобилей вращаются в подшипниках скольжения - вкладышах . Коренные вкладыши устанавливаются в опоры и крышки коленчатого вала и центрируются в них с помощью замков. Шатунные вкладыши устанавливаются в постели крышки и нижней головки шатуна. Замок вкладыша представляет собой «усик» шириной до 4, 0 мм, отогнутый при изготовлении вкладыша. Основой вкладыша является стальная лента, на которую наносят слой антифрикционного материала (т.е. материала, уменьшающего трение), состоящего из алюминиевого сплава с различным содержанием свинца, олова, сурьмы, кремния и меди. Общая толщина вкладышей современных двигателей 1, 0 – 2, 5 мм. Во вкладыше выполняется канавка и/или отверстие для подвода масла к шейке коленчатого вала. Вкладыши разных двигателей по составу антифрикционного состава могут сильно отличаться. На рис. 3.8 показаны различные конструкции подшипников скольжения. Заводами изготовителями в запасные части поставляются вкладыши номинального и ремонтного размеров. Ремонтный размер вкладыша выбивается на его тыльной (не рабочей) поверхности.
От осевого перемещения коленчатый вал удерживается упорными подшипниками, выполненными в виде колец или полуколец и устанавливаемых в центральной или задней коренной опоре коленчатого вала. Материал, из которого изготавливаются упорные подшипники, идентичен материалу вкладышей.
Гораздо реже в автомобильном двигателестроении, для коленчатых валов применяют подшипники качения (шариковые, роликовые или игольчатые). Существенным преимуществом подобной конструкции является то, что подшипники качения не требуют смазки под давлением.
