|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Научный руководитель: канд. техн. наук В. С. Тынченко
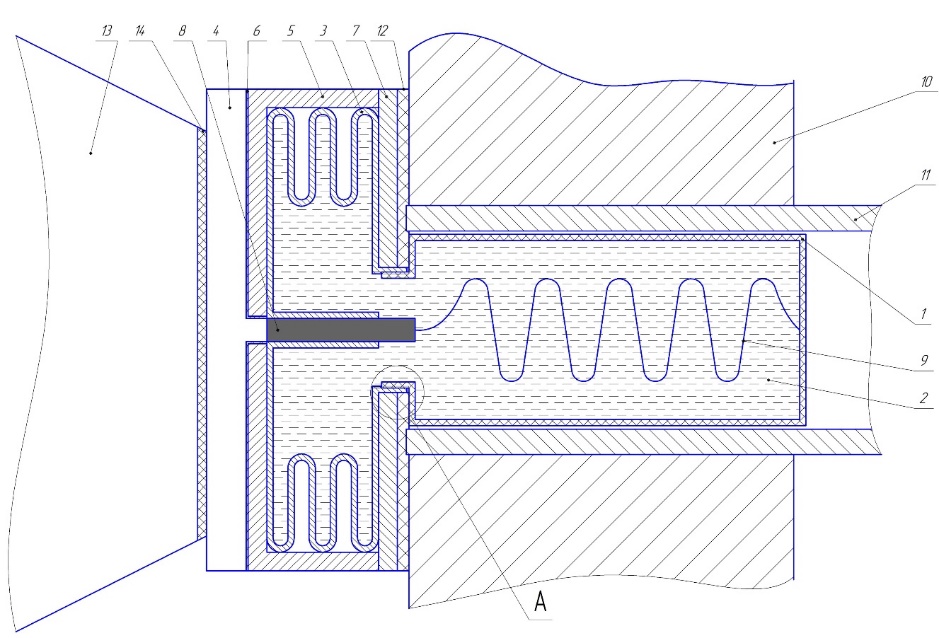
Сибирский федеральный университет Теплообменные аппараты, как устройства для передачи тепла одних сред к другим, широко распространенны в многих отраслях промышленности и применяются в качестве элементов различных теплосиловых установок. В химической, нефтехимической и нефтеперерабатывающей промышленностях одиночная мощность агрегатов увеличивается и будет возрастать примерно в 4 раза каждый десять лет[1]. Обследования в нефтеперерабатывающей и нефтехимической промышленности показали, что убытки, связанные с простоем технологических линий, в результате низкого качества креплений труб в трубных решетках в 10-15 раз превышают стоимость самих теплообменников[2]. Проблема качества и надежности крепления труб в трубных решетках теплообменных аппаратов становится особенно актуальной. Поэтому создаваемые в них трубные соединения технологичны лишь в условиях использования новых технологичесеих способов, развивающихся параллельно. Электрогидравлический способ запрессовки (ЭГ) – один из самых прогрессивных способов, позволяющий решать на современном уровне технологические задачи, связанные с креплением труб в трубных решетках[3, 6]. Он основан на образовании импульсного давления при электрическом взрыве проволочек внутри специального патрона, который установлен внутри запрессовываемой трубы. Данный способ обладает высокой скоростью деформирования, достигающей 400 м/c [3]. При этом в поверхностных слоях металла не наблюдается существенного локального наклепа и образования микротрещин, а стойкость к коррозионному растрескиванию соединения при ЭГ запрессовке в 5 раз выше, чем при механической развальцовке[4]. ЭГ способ запрессовки позволяет регулировать величину выделяемой энергии, возможно размещение установок непосредственно в зданиях цехов с полной автоматизацией процесса запрессовки. Однако на данный момент конструкции существующих электровзрывных патронов имеют несколько серьезных недостатков: потерю импульсного давления и нестабильный зазор между патроном и запрессовываемой трубой. Потеря импульсного давления обусловлена наличием не минимально возможного зазора между патроном и запрессовываемой трубой, а также пробоя по данному зазору, что влечет за собой снижение эффективности используемого патрона,а главное, снижение стабильности и качества получаемого соединения. Наличие нестабильного зазора между патроном и запрессовываемой трубой в процессе запрессовки препятствует равномерному распределению величины импульсного давления на внутренюю стенку запрессовываемой трубы, как следствие теплообменная труба испытывает неоднородное утонение (удлинение) в месте соединения [5]. Предполагаемое устройство призвано существенно нивелировать недостатки изложенные выше, за счет использования герметизатора, который препятствует пробою по зазору между корпусом устройства и трубой, и использования в конструкции специального хвостовка, имеющего конструктивное исполнение сильфона-компенсатора. Предполагаемое устройство для запрессовки труб в трубную решетку (рисунок 1) содержит корпус 1 с наполнителем (передающей средой) 2 и хвостовик-сильфон 3, который находится в резьбовом соединении с корпусом 1 и торец которого обращенный к электроду 4 снабжен стаканом 5, на внутренней и торцевой поверхностях которого имеется изолятор 6. С другого торца сильфона-хвостовика 2 установлен опорный фланец 7. В корпусе 1 находится токопровод 8 и взрывающийся проводник 9. Проводник 9 имеет форму спирали и установлен в контакте с электродом 4 через токопровод 8. На ближнем торце, к трубной решетке 10 и запрессовываемой трубе 11, хвостовика-сильфона 3 имеется герметизатор 12.
Рисунок 1 - Предполагаемое устройство для импульсной запрессовки труб в трубную решетку кожухотрубного теплообменника: 1 – корпус, 2 – передающая среда, 3 – хвостовик-сильфон, 4 – электрод, 5 – стакан, 6 – изолятор, 7 – опорный фланец, 8 – токопровод, 9 – взрывающийся проводник, 10 – трубная решетка, 11 – запрессовываемая труба, 12 – герметизатор, 13 – наковальня, 14 – изолятор Работа предполагаемого устройства для запрессовки труб в трубную решетку (рисунок 1) происходит следующим образом. Предварительно корпус 1 соединяется с хвостовиком-сильфоном 3 с помощью резьбового соединения. Затем патрон заполняется передающей средой 2 и вставляется в торец запрессовываемой трубы 11, которая находится в трубной решетке 10. Далее электрод 4 движется по направлению к торцу хвостовика-сильфона 3 который снабжен стаканом 5 и изолятором 6. Изолятор 6 служит для направленной подачи импульсного тока на токопровод 8. Стакан 5 и опорный фланец 7 служат для защиты сильфона от поперечных и продольных деформаций в момент запрессовки трубы 11 в трубную решетку 10, и в момент движения электрода 4, обеспечивая направленное поперечное сжатие, тем самым уменьшая рабочий объем хвостовика3, что делает зазор между корпусом 1 и трубой 11 минимальным. Затем электрод 4 подпирается наковальней 13, которая препятствует движению хвостовика-сильфона 3 в исходное положение. В месте сопряжения наковальни 13 и электрода 4 имеется изолятор 14. Далее источник импульсного тока через электрод 4 подает импульс тока на патрон по токопроводу 8 к взрывающемуся спиральному элементу 9, который впоследствии передает энергию взрыва на стенку патрона 1, а затем на стенку запрессовываемой трубы 11 через передающую среду 2. При взрыве патрона 1 торцевые потери не возникают благодаря герметизатору 12, который позволяет компенсировать шереховатость торца трубы 11 и трубной решетки 10 с опорным фланцем 7, тем самым обеспечивая равномерное прилегание опорного фланца 7 с трубной решеткой 10 и получая надежную изоляцию импульсного давления в момент запрессовки. Хвостовик-сильфон 3 также частично выполняет функцию отражателя, за счет фиксации в сжатом положении хвостовика 3 наковальней 13 он компенсирует избытки импульсного давления, которые попадают в полость хвостовика-сильфона 3, и отражает их на торец трубы 11. Применение предполагаемого устройства позволяет обеспечить стабильный процесс запрессовки, в результате получается более качественное и надежное соединение.
Список литературы 1. Мазуровский, Б.Я. Электрогидроимпульсная запрессовка труб в трубных решетках теплообменных аппаратов Текст. / Б.Я. Мазуровский Киев: Наукова думка, 1980.- 172 с. 2. 2Берлинер Ю. И., Бриф В. М. Анализ применимости современных методов крепления труб к трубным решеткам. – Высокопроизводит. Методы сварки в хим. и нефт. Машиностроении, Волгоград, 1970, вып. 3, с.3-12. 3. Оборудование и технологические процессы с ипользованием электрогидравлического эффекта / Под ред. Г. А. Гулого. – М.: Машиностроение, 1974. – 320 c. 4. Луковкин А. И., Миронов Г. П. Высокопроизводительные методы сварки в хим. и неф. Машиностроении. Волгоград, 1970, вып. 3, с.108-117. 5. Оборудование и технологии высоковольтного разряда в жидкости: Сб. науч. тр. / Ред. кол.: Б. Я. Мазуровский (отв. ред.) и др. – Киев: Наук.думка, 1987. – 96 с. 6. Электрогидравлический эффект в листовой штамповке / Мазуровский Б. Я., Сизёв А. Н. – Киев: Наук.думка, 1983. – 192 с.
УДК 622.691
|
Последнее изменение этой страницы: 2019-06-10; Просмотров: 230; Нарушение авторского права страницы