|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Глава 2. Дуговая сваркаплавлением
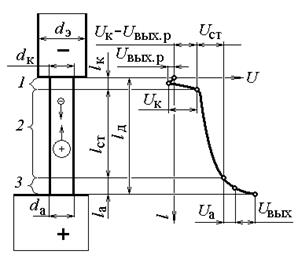
Дуговая сварка (1*) – сварка плавлением, при которой нагрев осуществляется электрической дугой. * -далее, число с пометкой " *" размещенное в скобках - индекс процесса по ГОСТ Р ИСО 4063- 2010 Сварка и родственные процессы. Перечень и условные обозначения процессов. Дуговая сварка относится к электрическим способам сварки плавлением. Электрические свойства дуги Сварочная дуга – один из видов устойчивого электрического разряда через газовый промежуток, в котором находится смесь нейтральных атомов, электронов и ионов. Для дугового разряда характерны высокая плотность тока и высокая температура (до 10000°С). Ток протекает через газ, находящийся между двумя электродами, присоединенными к источнику энергии. Электрод, соединенный с отрицательным зажимом источника тока называют катодом, а соединенный с положительным зажимом – анодом. Под действием напряжения, имеющегося между электродами электроны и отрицательно заряженные ионы перемещаются к аноду, а положительно заряженные ионы – к катоду. Межэлектродное пространство (lд) разбито на три области (рис. 2.1): катодная (lк); анодная (lа) и столб дуги (lст). Такое деление связано с тем, что столб дуги не может граничить непосредственно с металлом электродов, так как температура кипения металлов электродов значительно ниже температуры столба дуги. Рассмотрим явления в приграничных областях и в столбе дуги. Катодная область В обеспечении проводимости дугового промежутка большую роль играет поток электронов эмитированных катодом. Этот процесс обеспечивается за счет нагрева поверхности катода (термоэлектронная эмиссия) и за счет созданияу поверхности катода электрического поля большой напряженности (автоэлектронная эмиссия).
При термоэлектронной эмиссии электроны за счет нагрева приобретают запас кинетической энергии достаточный для преодоления потенциального барьера, ограждающего поверхность катода. Эта энергия характеризуется работой выхода электронов (Uвых), величина которой составляет 2…5 В. Величина этой энергии зависит от природы химической связи атомов в молекулах (табл. 2.1). Таблица 2.1. Работа ионизации, в Эв
При автоэлектронной эмиссии энергия, необходимая для вырывания электронов из катода, сообщается внешним электрическим полем, которое вытягивает их за пределы воздействия электростатического поля металла Определенный вклад вносит и бомбардировкакатода движущимися частицами.Электроны, которые не могут преодолеть энергетический барьер, возвращаются в металл, а электроны, имеющие достаточную кинетическую энергию эмитируются в дуговой промежуток. Электроны, преодолевшие энергетический барьер, ускоряются в поле катодного потенциала, перемещаются в сторону столба дуги, и отдают свою кинетическую энергию в столкновениях с нейтральными атомами, поддерживая таким образом ионизацию и нагрев газа на границе катодной области и столба дуги. Внешнее электрическое поле положительных ионов, скопившихся в катодной области, уменьшает работу выхода электронов (Uвых) на 1…2 В. (данное явление называют эффектом Шоттки). Реальная работа выхода электронов (Uвых. р) и катодное напряжение (Uк) имеют разные знаки. Поэтому потенциальный барьер для выхода электронов уменьшается, что может быть выражено, как Uк - Uвых. р. Величина катодного падения напряжениялежит в пределах 5…20 В. Градиент падения напряжения (Uк/lк) равен 104 … 105 В/мм. Анодная область Анод не имитирует положительно заряженных ионов, поэтому анодный ток обусловлен переносом к нему отрицательно заряженных частиц – электронов и ионов. Поэтому вблизи анода образуется избыток отрицательно заряженных частиц, в результате чего у поверхности анода возникает дополнительный отрицательный барьер, величина которого равна работе выхода электронов (Uвых).Электроны не могут покинуть анод за счет энергии теплового движения, так как анодное падение напряжения (Uа) создает для них непреодолимый барьер (Uа + Uвых). Электроны, выходящие из плазмы столба дуги и попадающие в анодную область, ускоряются в поле анодного падения напряжения потенциала и приобретают дополнительную энергию, которой оказывается достаточно для ионизации атомов, сталкивающихся с ними. Вновь появившиеся ионы так же ускоряются под действием падения анодного напряжения, перемещаются в сторону столба дуги, и отдают плазме столба свою избыточную энергию за счет деионизации и соударений. Анодноепадение напряжения, в зависимости от материла анода и ионизирующих присадок в материале покрытия электрода лежит в пределах 2…10 В, градиент напряжения ниже, чем в катодной области (~104 В/мм).
Столб дуги Эта часть дуги, расположенная между катодной и анодной областями на несколько порядков больше размеров этих областей, и составляет от 1 до 40 мм. Заряженные частицы поступают в столб дуги из катодной и анодной областей, а также возникают в нем за счет ионизации нейтральных частиц (до 4%, что свидетельствует о слабой ионизации столба дуги). Электронная составляющая тока столба дуги намного больше ионной. Падение напряжения в столбе (Uст) достигает 40 В, что обеспечивает градиент напряжения ε ст = 1…4 В/мм. При этом падение напряжения прямо пропорционально длине столба дуги (lст). Плотность тока в столбе дуги со стальными электродами достигает 20 А/мм2. Так как длина столба дуги значительно превышает суммарную длину анодной и катодной области, то длину столба дуги принимают за длину дуги:
Падение напряжения на дуге равно:
Из принципа термического равновесия между катодной областью и столбом дуги следует: сколько тепла приходит из катодной области в столб дуги, столько же приходит из столба дуги в катодную область.Поэтому вся мощность, выделяемая в катодной областиидет в катод на плавление, испарение, теплоотвод.
Аналогично для анодной области: энергиявозвращающаяся в плазму столба дуги с ионами и излучением анода, полностью покрывает потери энергии из столба дуги с уходящими электронами и излучением плазмы в сторону анода. Мощность тепловыделения на аноде равна:
Знание соотношения мощностей, выделяемых на катоде и аноде необходимо для выбора полярности дугипри сварке на постоянном токе. Для большинстваштучных покрытыхэлектродов: Ра> Ркв 1, 3 … 1, 5 раза. Поэтому при ручной дуговой сварке штучными электродами для увеличения скорости плавления электрода используют обратную полярность (+ на электроде). Такую же полярность используют при механизированной сварке плавящимся электродом. При сварке неплавящимся вольфрамовым электродом для уменьшения его перегрева и износа применяют прямую полярность (" -" на электроде). Зажигание дуги Для зажигания (возбуждения) дуги необходимо ионизировать воздушный промежуток между катодом и анодом. Ионизировать воздушный промежуток можно коротким кратковременным замыканием электрической цепи «источник питания – электрод - заготовка» или высоковольтным искровым разрядом. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 259; Нарушение авторского права страницы