|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Внутренняя вольтамперная характеристика дуги
Внутренняя вольтамперная характеристика дуги (ВАХ Д) – зависимость напряжения дуги от ее тока (рис. 2.3).
ВАХ Д строят по экспериментальным данным при плавном изменении тока, так чтобы всегда поддерживалось равновесие между подачей и отводом энергии. На ВАХ Двыделяют три участка устойчивого горения (затемненные участки): I – падающий; II – жесткий и III - возрастающий. Наклон характеристики принято оценивать величиной дифференциального сопротивления ρ д – производная напряжения дуги по токуввыбраннойточкеА характеристики, т.е. приращение напряжения к соответствующему приращению тока:
На прямолинейных участках дифференциальное сопротивление можно по упрощенному соотношению:
На падающем участке ρ д< 0; на жестком - ρ д = 0; на возрастающем ρ д> 0. такая сложная связь между напряжением и током дуги в основном определяется свойствами столба дуги. Выведем уравнение, связывающее напряжение столба дуги с другими ее параметрами. Зависимость напряжения столба дуги от его сопротивления и силы тока:
Известно, что напряжение столба дуги зависит от площади сечения столба Sст, поэтому удобно вместо силы тока оперировать величиной плотности тока:
Сопротивление столба дуги цилиндрической формы с удельной проводимостью γ ст имеет вид:
При подстановке 2.8 и 2.9 в 2.7 получаем:
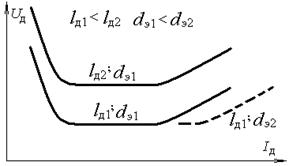
где: β - экспериментальный коэффициент, показывающий падение напряжения по длине столба дуги. В/мм Эта зависимость позволяет оценить закономерности формирования ВАХ Д. В маломощных дугах (участок I) с ростом тока дуги (Iд) резко увеличивается площадь сечения столба дуги, что приводит к снижению плотности тока и к уменьшению напряжения столба дуги. Это приводит к уменьшению общего напряжения дуги. Такая падающая характеристика наблюдается при сварке неплавящимся электродом и ручной сварке покрытым электродом. При дальнейшем росте тока(участок II) пропорционально увеличивается и площадь столба дуги. Следовательно, плотность тока остается приблизительно постоянной. Поэтому напряжение дуги не меняется с ростом тока. ВАХ на этом участке жесткая, это характерно для сварки покрытым электродом и механизированной сварке под флюсом. Возрастающий участок III наблюдается при таком токе, когда дуга уже заняла весь торец стержневого электрода (диаметр катодного пятна примерно равен диаметру электрода), и дальнейшее увеличение площади столба дуги затруднительно. Поэтому с ростомтока пропорционально увеличивается плотность тока и напряжениестолба дуги и дуги в целом. Возрастающая характеристика характерна для механизированной сварке под флюсом и при сварке в защитном газе. Граница между I и II участками лежит в пределах 50…100 А. Положение границы между участками II и III существенно зависит от площади сечения столба дуги (и электрода). Поэтому эту границу правильнее характеризовать плотностью тока в электроде. Граница примерно соответствует плотности тока 100А/мм2. Рассмотрим, как зависит положение ВАХ Д от длины дуги и диаметра электрода (рис. 2.4). Изменение длины дугисказывается на падении напряжения в столбе, следовательно, общее напряжение дуги равно:
где: a и b - постоянные коэффициенты (для сварки низкоуглеродистых сталей a = 2В; b = 10В/мм). При увеличении длины дуги ВАХ Д перемещается вверх.
Изменение диаметра электрода отражается на положении границы между жестким и возрастающим участками ВАХД. Чем больше диаметр электрода, тем при большем токе произойдет заполнение торца электрода катодным пятном, при этом возрастающий участок сместится вправо (на рис. 2.4. показано пунктирной линией). Анализ переноса металла электрода к заготовке на различных участках ВАХ Д показывает следующее. На участке Iнизкая ионизация дугового промежутка приводит к крупнокапельному течению металла и необходимости использования большого электрического потенциала. Размеры капель примерно равны диаметру электрода. До 85% электродного материала переносится в виде крупных капель, остальные 15% электродного материала осаждаются на свариваемых заготовках в виде брызг. В этих условиях большая часть капель и брызг успевает окислиться атомарным кислородом, что резко ухудшает качество сварного шва. На участке II (при средних значениях сварочного тока) перенос металла мелкокапельный. Размеры капель равны 0, 6…0, 8 диаметра электрода. До 95% электродного материала переносится в виде капель, остальные 5% электродного материала осаждаются на свариваемых заготовках в виде брызг. Капельный перенос осуществляется без замыкания каплями дугового пространства, большинство капель оказывается заключенными в оболочку из расплавленного шлака, образуемого при расплавлении материала покрытия. Качество сварного шва значительно лучше, чем при крупнокапельном переносе. На участке III (при высоких значениях сварочного тока) наблюдается струйный перенос металла. При этом образуются мелкие капли, диаметром 0, 3…0, 5 диаметра электрода, которые в виде непрерывной цепочки переносятся на свариваемые заготовки. Струйный перенос металла приводит к уменьшению выгорания легирующих примесей и к повышению чистоты сварного шва. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 294; Нарушение авторского права страницы