|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологические возможности ХС
ХС соединяют пластичные материалы (алюминий и медь как в однородном, так и в разнородном сочетании). К числу сваривающихся металлов следует также отнести серебро, свинец, золото, никель, кадмий, цинк, олово, титан, ниобий. Возможность получения работоспособных соединений разнородных металлов, в том числе плохо свариваемых сваркой плавлением, делает холодную сварку особенно ценной и перспективной. Точечной сваркой соединяют листы толщиной до 12...15 мм, причем сварка без предварительного зажатия заготовок возможна при толщине ≤ 4 мм по причине значительного коробления деталей. Удается соединять разнотолщинные заготовки (до соотношения толщин 1: 4). Внахлестку заготовки могут соединяться в одной или нескольких точках одновременно или последовательно. Стыковой сваркой соединяют проволоку и прутки круглого сечения диаметром 0, 8...30 мм, полосы прямоугольного сечения с максимальной площадью для меди до 100 мм2 и для меди с алюминием до 1 500 мм2. Принципиальных ограничений по увеличению свариваемого сечения нет. При сварке встык не изменяется конфигурация сечения соединяемых деталей. Холодная сварка позволяет получать соединения различных типов при разнообразном конструктивном их оформлении. Возможно получение стыковых соединений на трубах при определенном соотношении толщины стенки и диаметра. Шовной сваркой можно получать непрерывный нахлесточный герметичный шов; методом прокатки (обжатием между цилиндрическими валками) - нахлесточные соединения листов и пластин по большой площади. Толщина деталей 0, 3…5 мм. Сваркой сдвигом соединяют полосы из алюминия, меди, армко-железа, никеля толщиной до 4...8 мм. При сварке наблюдается интенсивный наклеп металла. В силу этого прочность сварного соединения, выполненного без нарушений технологического режима, как правило, выше, чем у основного материала. Отсутствие значительного нагрева практически исключает возможность появления хрупких интерметаллидных прослоек (например, при сварке алюминия с медью), обеспечивая тем самым высокую пластичность и прочность соединения. Сварной шов не загрязняется посторонними примесями, обладает высокой химической однородностью и поэтому имеет высокие показатели по коррозионной стойкости и стабильности электрического переходного сопротивления. По сравнению с соединениями, выполненными другими методами, простота подготовки дета лей к сварке, легкость контроля параметров режима, отсутствие вспомогательных материалов, газо- и тепловыделений, возможность дистанционного управления и быстрота процесса позволяют легко автоматизировать холодную сварку. Процесс не требует высокой квалификации сварщика-оператора. Удельные затраты энергии на сварку приблизительно на порядок меньше, чем при сварке плавлением. Применение этого метода способствует улучшению гигиенических условий на производстве. Однако следует учитывать, что сварка каждого конкретного изделия требует индивидуальной конструкции инструмента. При выполнении нахлесточных соединений на изделии остаются глубокие вмятины - следы от инструмента. Технология ХС При соединении деталей ХС внахлестку прочность точек или шва определяется остаточной (после деформации) толщиной металла по периметру сварной точки или шва. Прочность соединения может быть повышена при необходимости за счет увеличения количества сварных точек. Если одна из деталей должна сохранить после сварки гладкую поверхность, применяется сварка с односторонним деформированием металла. При герметизации путем шовной ХС размеры отбортовки могут быть практически любыми. Стыковые и тавровые соединения не уступают по прочности целому металлу вне зоны сварки. При ХС сдвигом прочность на отрыв невелика, но усилие среза, как правило, достаточно для обеспечения требований эксплуатации за счет большой площади нахлестки соединяемых деталей. Технология сварки включает в себя следующие операции: подготовку соединяемых поверхностей; сборку; собственно сварку; удаление облоя (в случае стыковой сварки); контроль качества соединений. Целью предварительной подготовки поверхностей является удаление жировых и масляных загрязнений. В производственных условиях это достигается одним из следующих способов: механическойзачисткойстальнымивращающимисящеткамипри сварке внахлесткуи при стыковой сваркебольших сечений после механической резки; прокаливанием заготовок при температуре 350...400 °Спри свободном доступе воздуха (для алюминиевых деталей); покрытиемповерхности тонким (6...10 мкм) слоем никеля, хрома или анодированием (при сварке медных заготовок); обрезкой конца заготовки перпендикулярно к ее оси чистым инструментом, обеспечивающим удаление загрязнений вместе с частью срезаемого металла (широко применяется при стыковой сварке заготовок относительно небольших сечений): многократной осадкой концов заготовок при стыковой сварке. Основным технологическим параметром ХС является величина осадки (степень деформации) и давление при точечной ХС в конце деформации (табл. 5.1). При оптимальной степени деформации ε разрушается основной металл, а у сварной точки - максимальное сопротивление срезу.Если степень деформации ε завышена, то разрушение произойдет в наиболее слабом поперечном сечении, если степень деформации ε занижена - в месте сварки.
Таблица 5.1. Минимальная степень деформации (ε min) и давлениеРпри точечной ХС в конце деформации
При точечной сварке в основном применяют пуансоны с прямоугольными и круглыми рабочими выступами. Ширина рабочих выступов пуансонов прямоугольной формыВ=(1...3)·δ (толщина листа); длина L=(5...7)·В; диаметр рабочего выступа пуансонов круглой формы d=(2...3, 5)·δ. Основные параметры шовнойХС аналогичны параметрам точечной сварки. Скорость сварки 8... 12 м/мин. Дляшовной сварки алюминия рекомендуется применять ролики следующих размеров: диаметром d = 50 δ, шириной рабочего выступа а = (1...1, 5) δ, высотой последнего h = (0, 8...0, 9) δ. Основные технологические параметры стыковой ХС - степень деформации свободных (не зажатых в захватах) концов заготовок, определяемая их вылетом и величина давления осадки. Для сварки одноименных металлов давление осадки (р) и величина вылета (Н) связаны зависимостью:
где: А – безразмерный коэффициент (для алюминия и медиА=3, 25); σ т0 – предел текучести свариваемого материала в исходном состоянии в МПа; HV1 – твердость деформированного металла по Виккерсу; HV0 – твердость по Виккерсу металла в исходном состоянии; ∑ Н – суммарный вылет заготовок в мм; D0 – диаметр заготовок в мм; α – передний угол режущего клина губок. Учитывая, что предел текучести деформированного металла равен:
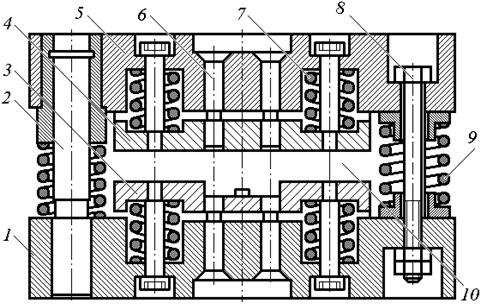
при стыковой ХС заготовки устанавливают в зажимах так, чтобы их вылеты были равны 1, 2 диаметра (для прутковых материалов) или толщины (для листовых материалов). При назначении этого параметра основным условием является получение симметричной картины деформации металла без потери устойчивости конца заготовки. С ростом толщины (диаметра) свариваемого сечения абсолютное значение вылета растет, но относительное, выраженное в долях толщины или диаметра заготовки, падает. При сварке заготовок прямоугольного сечения требуется при прочих равных условиях несколько большее значение вылета l0, чем для круглых. При сварке разнородных материалов (например, меди с алюминием) начальный вылет более твердого и менее пластичного металла больше. Если нельзя получить необходимую степень пластической деформации за одну осадку из-за потери устойчивости конца заготовки, то может быть применено двукратное деформирование (сварка меди). Давление осадки при стыковой ХС составляет для алюминия 0, 7...0, 8 ГПа, отожженной меди и алюминия с медью 1, 4...1, 5 ГПа. Сила зажатия должна быть достаточной для полного предотвращения проскальзывания деталей в губках в процессе осадки. Она должна превышать силу осадки в 1, 45-1, 6 раза. Облой удаляется одновременно с завершением процесса деформации благодаря специальной конструкции инструмента. Оборудование для ХС Для ХС выпускается оборудование общего назначения (серийное оборудование для сварки однотипных деталей в определенной диапазоне значений размеров) и специальное оборудование, как правило, единичного исполнения для сварки конкретных изделий или группы изделий (проводов, шин, корпусов электронных приборов и конденсаторов, армирование алюминиевых деталей и т. п.). По возможности перемещения во время выполнения работ оборудование подразделяют на стационарное и переносное (клещи, передвижные установки). Машины для точечной сварки содержат силовой привод, сварочный штамп со сменными пуансонами (рис. 5.2), или сварочную головку, аппаратуру управления. Автоматы и полуавтоматы имеют механизмы для подготовки поверхностей деталей под сварку.
Для шовной ХС в основном применяют гидравлические машины МХС-801, МХС-1201, МХС-2501 и МХС-5001. В состав установок для стыковой ХСв общем случае входят: сварочная головка, состоящая из двух плит - неподвижной и подвижной; механизм осадки; механизм зажатия; сменные зажимные губки; аппаратура управления; вспомогательные механизмы и приспособления для удаления грата и отрезки концов заготовки. Конструкция обеспечивает соосное положение свариваемых деталей в течение всего процесса осадки. Механизм зажатия должен предупредить проскальзывание дета лей в губках в процессе осадки. Наиболее широкое применение в промышленности получили машины МСХС-5-3, МСХС-2005 и МСХС-12003. Машины для сварки тавровых соединений позволяют получать соединения деталей, расположенных перпендикулярно одна по отношению к другой. Машины МХС-40001 и МХС-250.0 l разработаны на базе серийно вы пускаемого гидравлического пресса. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 255; Нарушение авторского права страницы
 , для разноименных металлов эта зависимость примет вид:
, для разноименных металлов эта зависимость примет вид: