|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Гибридная лазерно-дуговая сварка
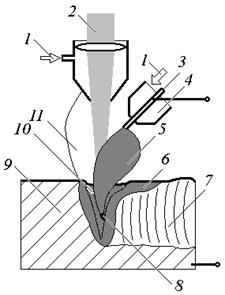
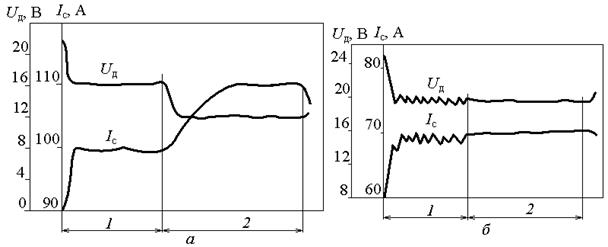
Дуговойразрядимеет ограничения, связанные с недостаточной плотностью мощности источника тепловой энергии (электрической дуги) и проблемой осуществления процесса сварки больших толщин на высоких скоростях, когда происходит срыв дуги с образованием несплавления кромок. Лазерная сварка низкую эффективность нагрева металла, чтообусловлено высокой отражательной способностью. При гибридной лазерно-дуговой сварке (ЛДС) на сварочную ванну одновременно действуют два источника тепла: лазерный луч и электрическая дуга. Плазменный факел11, возникающий под воздействием лазерного излучения 2состоит из ионизированных частиц металлов и газов, через которые электроны электрической дуги5(рис. 4.12) распространяются при меньшем электрическом сопротивлении, чтовызывает повышение тока дуги, снижение напряжения и в конечном итоге стабилизирует дуговой разряд при сварке больших толщин (рис. 4.13, а) и сварке с большими скоростями (рис. 4.13, б).
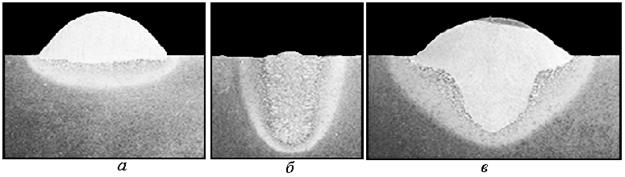
За счет прогрева сварочной ванны дугой повышается коэффициент поглощения лазерного излучения, а следовательно, снижаются потери клазерной энергии, что позволяет: снизить мощность лазера; повысить скорость сварки и увеличить площадь поперечного сечения сварного шва по сравнению с суммой площадей поперечных сечений швов, полученных отдельнодуговой и лазерной сваркой (рис. 4.14).
В результате взаимодействия лазерного излучения и электрической дуги происходит нивелирование недостатков каждого из процессов за счёт преимуществ другого. Благодаря этому взаимодействию ЛДС приобретает ряд преимуществ перед лазерными дуговым способами сварки. Перед дуговой сваркой: - высокая скорость сварки (до 2-3 м/мин); - большая глубина проплавления (при ЛДС плавящимсяэлектродом металлы толщиной 20 мм сваривают за одинпроход при скорости 1, 5-2 м/мин); - стабильность процесса сварки на высоких скоростях; - низкие сварочные напряжения и деформации; - узкая зона термического воздействия; - возможность управления структурой сварного соединенияза счёт варьирования скорости его охлаждения. Перед лазерной сваркой: - увеличение глубины проплавления; - увеличение эффективности поглощения лазерного излучения материалом; - снижение требований к точности механической обработкисвариваемых кромок; - возможность сварки по зазору до 2 мм; - возможность управления структурой и механическимисвойствами сварного соединения за счёт варьирование скорости его охлаждения и внесения легирующих элементовизсварочного электрода. Процесс ЛДС может осуществляться неплавящимся или плавящимся электродом. При использовании неплавящегося электрода дугувозбуждаютвпередилуча по направлению сварки. Дуга подогревает металл и расплавляет его верхний слой, а лазерный луч осуществляет глубокое проплавление. В случае использования плавящегося электрода электрическую дугу возбуждают позади сфокусированного лазерного излучения, которое оплавляет только состыкованные кромки, например, приV-образной разделке кромок, а формирование верхней части шва осуществляет электрическая дуга с плавящимся электродом. |
||||||||||||
Последнее изменение этой страницы: 2019-06-19; Просмотров: 304; Нарушение авторского права страницы