|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Оборудование для сварки трением
На рис. 5. 8 показана принципиальная схема машин для сварки с непрерывным приводом и для инерционной сварки.
Обе машины имеют одинаковые механизмы и элементы: на станине10установлены: электродвигатель 1 главного привода; передняя 3 и задняя 8бабки и силовой привод 9. В полости передней бабки размещены: шпиндельный узел 6 (маховик 12, у станка для инерционной сварки); электромагнитный тормоз 5 и фрикционная муфта сцепления 4 или электромагнитная фрикционная муфта 11. Задняя бабка 8 установлена на станине с возможностью перемещения вдоль оси шпинделя. Достоинства и недостатки сварки трением К достоинствам сварки трением можно отнести. - Относительно низкая потребляемая мощность. Мощность при сварке трением в 5…10 раз меньше, чем при контактной сварке. При этом обеспечивается равномерная нагрузка фаз питающей сети и высокий коэффициент полезной мощности cos φ = 0.8…0.85. Мощность двигателя для вращения детали можно существенно уменьшить, если предварительно накопить механическую энергию во вращающемся маховике машины. - Высокоекачество сварного шва: без пор, раковин, окислов. При правильно выбранном режиме сварки металл стыка и прилегающих к нему зон обладает прочностью и пластичностью, не меньшими, чем основной металл. Свойства сварного соединения практически не зависят от таких внешних факторов, как колебания напряжения питающей сети, качество вспомогательных материалов, квалификация сварщика и т.п. Сварка трением позволяет получать прочные соединения не только из одноименных, но и из большого числа сочетаний разноименных металлов и сплавов. - Низкие требования, предъявляемые к загрязнениям и чистоте предварительной обработки свариваемых поверхностей. - Легкая автоматизация процесса. Недостатки сварки трением: Применение сварки трением обусловлено формой сечения деталей. Практически для всех разновидностей сварки трением (за исключением сварки с перемешиванием) обе или одна из деталей представляли собой тело вращения (стержень или трубу), ось которого совпадает с осью вращения. Вторая деталь может быть плоской. Сварка взрывом Сварка взрывом: ударная сварка, при которой заготовки свариваются при соударении друг с другом вследствие детонации взрывчатого вещества (ВВ). При этом способе сварное соединение образуется за счет интенсивной пластической деформации поверхностей заготовок при их взаимном соударении. Процесс соударения деталей при сварке этим способом связан с взрывом, поэтому в литературе установился термин «сварка взрывом» (СВ). В действительности ВВ используется только для разгона элементов соединяемых заготовок. Схема процесса Схема процесса показана на рис.5.9.
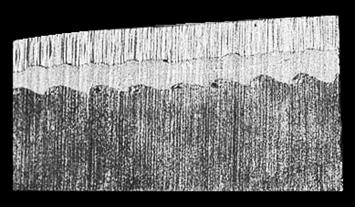
Взрыв инициируется с помощью детонатора 4, устанавливаемого со стороны метаемой заготовки6.В точкеА(точка встречи) наиболее близко расположенной к неподвижной заготовке2(ее называют мишенью). После этого детонация в виде плоской волны распространяется в ВВиз этой точки во все стороны со скоростью детонации Vд. При горении ВВ химическая энергия превращения заряда взрывчатого вещества (ВВ) в газообразные продукты взрыва трансформируется в механическую энергию их расширения, сообщая элементам метаемой заготовки большую скорость перемещения. Кинетическая энергия соударения движущейся части с поверхностью неподвижной части затрачивается на работу совместной пластической деформации контактирующих слоев металла, приводящей к образованию сварного соединения. Вертикальная составляющая скорости перемещения элемента метаемой заготовки может достигать 1000- 2000 м/с. При установившемся процессе СВзаготовка6 на некоторой длине дважды перегибается и в каждый момент времени в сечении имеет вид, показанный на рис. 5.11, б. В месте соударения (точкеА) образуется «угол встречиγ.Точка встречи в процессе СВ движется со скоростью V за фронтом детонационной волны (так как установочный угол α обычно равен 5 – 6о, то V≈ Vд). На самом деле следует говорить не о точке встречи, а о линии встречи, т.к. взрывная волна распространяется в плоскости метаемой пластины, Понятие «точка встречи» применяется условно, применительно сечению показанному на рис. 5.11, б. При движении точки встречи вдоль поверхности контакта впереди нее и в зоне вокруг точки встречи происходят сложные физические процессы интенсивного пластического деформирования. Условия протекания процесса пластического деформирования отличаются высокими удельными давлениями и высокими скоростями. Впереди точки встречи возникает поток мелкодисперсных частиц свариваемых материалов. При этом происходит интенсивное самоочищение поверхностей. При соударении кинетическая энергия метаемой пластины последовательно переходит в другие виды энергии. При нормальном соударении (т.е. при соударении под прямым углом к поверхности контакта γ = 0), кинетическая энергия переходит в энергию упругого сжатия пластин. При этом пластическая деформация в зоне контакта незначительна, а волна разгрузки приводит к отскоку метаемой пластины и соединение не образуется. При соударении под углом γ в точке встречи появляется вертикальная составляющая силы соударения, направленная вдоль поверхности контакта. Вследствие этого происходит совместное деформирование поверхностных слоев метаемой пластины и мишени. Кинетическая энергия метаемой заготовки при таком соударении в значительной мере затрачивается на интенсивную пластическую деформацию в зоне контакта и вό лны разгрузки оказываются существенно ослабленными. Такое деформирование имеет характер вязкого течения. Металлы ведут себя в этих условиях подобно жидкостям. При этом структура соединения чаще всего имеет характерное волнообразное строение (рис. 5.10).
Общая высота волны от гребня до впадины обычно изменяется от 0, 1 до 5 мм, а ее длина от 0, 25 до 6 мм. При некоторых параметрах процесса можно получить соединение и без волн, но прочность волнообразного соединения несколько выше за счет более развитой поверхности границы контакта. Строение границы контакта при сварке взрывом зависит в первую очередь от скорости V д.для разных свариваемых материалов существую две граничные скорости детонации: [Vн] и [Vв] (табл. 5.3). Если V д< [Vн], то образуется ровная поверхность контакта. При [Vн] < V д< [Vв]наблюдается образование устойчивого волнообразного соединения; если V д> [Vв], топроисходит нестабильное неупорядоченное волнообразование. СкоростьдетонацииВВ существенно влияет на протекание пластической деформации в соединяемых деталях и определяет стабильность процесса СВ и фактически определяется типом ВВ. Таблица 5.3 Граничные значения скорости детонации, м/с |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 283; Нарушение авторского права страницы