|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
НАЗНАЧЕНИЕ И ТИПЫ КАЛИБРОВСтр 1 из 5Следующая ⇒
НАЗНАЧЕНИЕ И ТИПЫ КАЛИБРОВ
Для выполнения операций технического контроля, особенно в массовом и крупносерийном производстве, рабочие и контролеры отделов технического контроля (ОТК) широко используют калибры. Калибр – средство контроля, воспроизводящее геометрические параметры элементов изделия, определяемые заданными предельными линиями или угловыми размерами, и контактирующее с элементами изделия по поверхностям, линиям или точкам. Под элементом изделия понимается конструктивно- законченная часть изделия. Например: вал, отверстие, паз, выступ, резьба и т.д.[4]. Калибры – это специальная технологическая оснастка, предназначенная для оценки годности деталей и изделий машиностроения (допусковый контроль). Контроль калибрами ведет к определенному ужесточению допуска на изготовление детали по сравнению с табличной величиной [2]. Контроль калибрами имеет выше производительность, чем измерение действительных размеров деталей измерительными средствами. Однако проектирование и изготовление калибров экономически выгодно в крупносерийном и массовом производстве. С помощью калибров ведется рассортировка деталей на годные и негодные (брак). Калибры не определяют числовое значение (действительный размер) контролируемого параметра, а лишь устанавливают, входит ли элемент изделия в границы предельных размеров. Различают исправимый брак, когда валы выполнены с завышенными размерами, а отверстия − с заниженными, и неисправимый брак, когда размеры валов занижены, а размеры отверстия − завышены. Применяются калибры для контроля гладких цилиндрических поверхностей, для конусных, резьбовых, шпоночных и шлицевых поверхностей, а также для контроля расположения поверхностей. Различают калибры нормальные и предельные. Нормальный калибр – калибр, воспроизводящий заданный линейный или угловой размер и форму сопрягаемой с ним поверхности контролируемого элемента изделия, т.е. калибр имеет только проходную сторону. Нормальные калибры (шаблоны, калибры расположения) используют для контроля деталей со сложным профилем поверхностей. О годности детали судят по величине зазора между ее контуром и нормальным калибром на равномерность просвета или под щуп. Предельный калибр – калибр, воспроизводящий проходной и непроходной пределы геометрических параметров изделия, т.е. эти калибры имеют проходную ( ПР ) и непроходную ( НЕ ) стороны. К предельным калибрам относятся гладкие калибры для контроля валов и отверстий, резьбовые калибры и другие. По назначению калибры разделяют: - на рабочие, предназначенные для проверки размеров деталей рабочими и контролерами ОТК; - приемочные − обычно это изношенные рабочие калибры (их размеры в пределах допуска на износ), используют их представители заказчика; - контрольные (контркалибры), использующиеся для проверки размеров рабочих и приемочных калибров и для установки размера регулируемой скобы. Для контроля наружных (охватываемых) поверхностей валов применяют калибры-скобы, а для контроля внутренних (охватывающих) поверхностей отверстий – калибры-пробки. Калибры-скобы могут быть регулируемые и нерегулируемые. Регулируемые калибры-скобы допускают переналадку на другой размер (за счет подвижной вставки) или восстановление размера проходной стороны по мере ее износа. Нерегулируемые скобы применяют более широко, так как они имеют жесткую конструкцию, дешевле и проще в производстве.
КОНСТРУКЦИИ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К КАЛИБРАМ
В конструкции калибров соблюдается принцип подобия (принцип Тейлора ), согласно которому по своей форме калибры являются прототипом сопрягаемой детали. Это обеспечивает собираемость деталей, входящих в соединение. Проходная сторона калибра контролирует в комплексе все погрешности элемента изделия, а непроходная сторона проверяет раздельно, не нарушен ли непроходной предел (не чрезмерно ли удален при обработке металл) [2]. Калибры для контроля валов обычно выполняют в виде скоб, так как кольца неудобны для использования и сложны в изготовлении. Рекомендуется проверять валы в нескольких сечениях по длине и не менее чем в двух взаимно перпендикулярных направлениях каждого сечения, чтобы оценить погрешность формы контролируемой детали. Проходная пробка выполняется большей длины (равной длине отверстия), чем непроходная и должна свободно проходить под действием силы тяжести в годное отверстие. Непроходная пробка не должна входить в отверстие. Конструкция калибров должна быть удобной в эксплуатации, жесткой, обеспечивать высокую точность и износоустойчивость. Технические требования на калибры оговариваются в ГОСТ 2015. Обеспечиваются необходимые требования выбором материала калибра (сталь Х и Ш, ШХ15; У10А; У12А и др.), термообработкой – закалкой до HRC 57…63, применением износостойких покрытий (хромирование) или вставок из твердого сплава. Шероховатость рабочих поверхностей гладких калибров определяется по табл. 8. 3.
Таблица 8.3 Задание Спроектировать гладкие калибры для контроля вала и отверстия согласно требованиям пункта 1.2 методических указаний [8]. Построить схемы полей допусков гладких калибров для контроля отверстия и вала одной из посадок, принятых в пункте 1.1 выданных вариантов заданий. Рассчитать предельные и исполнительные размеры калибров. Вычертить эскизы калибров. Порядок выполнения работы По номинальному размеру и квалитету вала (отверстия) выбранной посадки найти из табл. 8.1 отклонения и допуски на калибры-скобы (пробки), а также на контркалибры К-И, К-ПР, К-НЕ. Выбрать варианты схем из рис. 8.1 для калибров-пробок или из рис. 8.2 и рис. 8.3 для калибров-скоб. Построить схемы расположения полей допусков калибров и контркалибров с указанием численных значений допусков и отклонений в мкм. Пользуясь схемой и формулами табл. 8.2, подсчитать предельные и исполнительные размеры калибров, а также размеры предельно-изношенных калибров. Выбрать варианты конструкции калибров-скоб из рис. 8.6 - рис.8.9, а числовые значения по табл. 8.4 - табл.8.7; для калибров-пробок конструкции - из рис. 8.10 - 8.13, а числовые значения - по табл. 8.8 - табл.8.11. Вычертить эскизы калибров-пробок и скоб с указанием исполнительных размеров и требований к шероховатости рабочих поверхностей и допусков формы цилиндрических пробок. Указать маркировку калибра и условное обозначение.
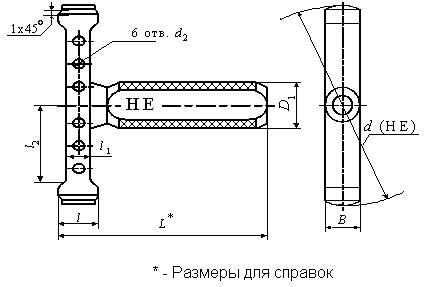
Рис. 8.6. Конструкция калибров-скоб для диаметров свыше 10 до 100 мм
Таблица 8.4 Р азмеры калибров-скоб для диаметров свыше 10 до 100 мм (см. рис. 8.6)
О к о н ч а н и е т а б л. 8.4
Примечания: 1. Скобы промежуточных размеров изготавливать по размерам ближайшей меньшей скобы. 2. Пример условного обозначения скобы для вала с размером Æ 50 h6: Скоба 8113-0140 h6, ГОСТ 18360-93.
Таблица 8. 5 Размеры калибров-скоб для диаметров свыше 100 до 180 мм (см. рис. 8.7)
Примечания: 1. Скобы промежуточных размеров изготавливать по размерам ближайшей меньшей скобы. 2. Пример условного обозначения скобы для вала с размером Æ 170 k6: Скоба 8113-0217 k6, ГОСТ 18360-93.
Таблица 8. 8 Таблица 8.9 Размеры калибров-пробок с насадками для диаметров
Свыше 100 до 300 мм, ГОСТ 14822-69
Рис. 8.12. Конструкция проходных калибров-пробок диаметром 100 …300 мм Таблица 8.10 Размеры калибров-пробок проходных с насадками диаметром от 100 до 300 мм (c м. рис. 8.12)
О к о н ч а н и е т а б л. 8.10
Примечания: 1.Пробки промежуточных размеров изготавливать по размерам ближайшей большей пробки. 2. Пример условного обозначения пробки для отверстия Æ 150 h7: Пробка 8140-0113 h7 ГОСТ 14822-69.
Калибры-пробки непроходные с насадками
Рис. 8.13. Конструкция непроходных калибров-пробок диаметром свыше 100 до 300 мм
Таблица 8.11 Нормативные ссылки
Глава 1 1. ГОСТ 2.307-68 ЕСКД. Нанесение размеров и предельных отклонений. 2. ГОСТ 6636-69 Основные нормы взаимозаменяемости (ОНВ). Нормальные линейные размеры. 3. ГОСТ 8032-84 Предпочтительные числа и ряды предпочтительных чисел. 4. ГОСТ 8908-2000 ОНВ. Нормальные углы и допуски углов. 5. ГОСТ 25307-82 ОНВ. Система допусков и посадок для конических соединений. 6. ГОСТ 25346-89 ОНВ. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений. 7. ГОСТ 25347-82 ОНВ. ЕСДП. Поля допусков и рекомендуемые посадки. 8. ГОСТ 25548-82 ОНВ. Конусы и конические соединения. Термины и определения. 9. ГОСТ 30893.1-2002 ОНВ. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками. 10. ГОСТ 8.417-2002 ГСИ. Единицы величин.
Глава 2 1. ГОСТ 2.308-79 ЕСКД. Указание на чертежах допусков формы и расположения поверхностей. 2. ГОСТ 2.309-73 ЕСКД. Обозначение шероховатости поверхности (изменения №1; 2; 3). 3. ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики. 4. ГОСТ 11284-75 Отверстия сквозные под крепежные детали. 5. ГОСТ 24642-81 ОНВ. Допуски формы и расположения поверхностей. Основные термины и определения. 5. ОСТ 24643-81 ОНВ. Допуски формы и расположения. Числовые значения. 7. ГОСТ 14140-81 ОНВ. Допуски расположения осей отверстий для крепежных деталей. 8. ГОСТ 16085-80 Калибры для контроля расположения поверхностей. Допуски. 9. ГОСТ 30893.2-2002 ОНВ. Общие допуски. Допуски формы и расположения поверхностей неуказанные индивидуально. 10. ГОСТ Р 50056-92 ОНВ. Зависимые допуски формы, расположения и координирующих размеров. Основные положения по применению.
Глава 3 1. ГОСТ 2.409-74 ЕСКД. Правила выполнения чертежей зубчатых (шлицевых) соединений. 2. ГОСТ 1139-80 ОНВ. Соединения шлицевые прямобочные. Размеры и допуски. 3. ГОСТ 6033-80 ОНВ. Соединения шлицевые эвольвентные с углом профиля 30°. Размеры, допуски и измеряемые величины. 4. ГОСТ 23360-78 ОНВ. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки. 5. ГОСТ 24068-80 ОНВ. Соединения шпоночные с клиновыми шпонками. Размеры шпонок и сечений пазов. Допуски и посадки. 6. ГОСТ 24069-97 ОНВ. Тангенциальные шпонки и шпоночные пазы.. 7. ГОСТ 24071-97 ОНВ. Сегментные шпонки и шпоночные пазы.
Глава 4 1. ГОСТ 520-2002 Подшипники качения. Общие технические условия. 2. ГОСТ 831-75 Подшипники шариковые радиально-упорные однорядные. Типы и основные размеры. 3. ГОСТ 832-78 Подшипники шариковые радиально-упорные сдвоенные. Типы и основные размеры. 4. ГОСТ 2893-82 Подшипники качения. Канавки под упорные пружинные кольца. Кольца упорные пружинные. Размеры. 5. ГОСТ 3189-89 Подшипники шариковые и роликовые. Система условных обозначений. 6. ГОСТ 3325-85 Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки. 7. ГОСТ 3395-89 Подшипники качения. Типы и конструктивные исполнения. 8. ГОСТ 3478-79 Подшипники качения. Основные размеры. 9. ГОСТ4657-82 Подшипники роликовые радиальные игольчатые однорядные. Основные размеры. 10. ГОСТ6364-78 Подшипники роликовые конические двухрядные. Основные размеры 11. ГОСТ 7242-81 Подшипники шариковые радиальные однорядные с защитными шайбами. Технические условия. 12. ГОСТ 7634-75 Подшипники роликовые радиальные многорядные с короткими цилиндрическими роликами. Типы и основные размеры 13. ГОСТ 7872-89 Подшипники упорные шариковые одинарные и двойные. Технические условия. 14. ГОСТ 8328-75 Подшипники роликовые радиальные с короткими цилиндрическими роликами. Типы и основные размеры 15. ГОСТ 8338-75 Подшипники шариковые радиальные однорядные. Основные размеры. 16. ГОСТ 8419-75 Подшипники роликовые конические четырехрядные. Основные размеры. 17. ГОСТ8545-75 Подшипники шариковые и роликовые двухрядные с закрепительными втулками. Типы и основные размеры 18. ГОСТ 8882-75 Подшипники шариковые радиальные однорядные с уплотнениями. Технические условия. 19. ТУ 37.006.162-89 Подшипники роликовые конические однорядные. Основные размеры. 20. ГОСТ 9592-75 Подшипники шариковые радиальные с выступающим внутренним кольцом. Технические условия. 21. ГОСТ 9942-90 Подшипники упорные с цилиндрическими роликами одинарные двухрядные. Типы и основные размеры. 22. ГОСТ 10948-64 Радиусы закруглений и фаски. Размеры. 23. ГОСТ 20226-82 Подшипники качения. Заплечики для установки подшипников качения. 24. ГОСТ 23526-79 Подшипники роликовые упорные с цилиндрическими роликами одинарные. Типы и основные размеры. 25. ГОСТ 24696-81 Подшипники роликовые радиальные сферические двухрядные с симметричными роликами. Типы и основные размеры. 26. ГОСТ 27057-86 Подшипники упорные роликовые конические однорядные. Основные размеры. 27. ГОСТ 27365-87 Подшипники упорные роликовые конические однорядные повышенной грузоподъемности. Основные размеры.
Глава 5 1. ГОСТ 8724-2002 ОНВ. Резьба метрическая. Диаметры и шаги. 2. ГОСТ 9150-2002 ОНВ. Резьба метрическая. Профиль. 3. ГОСТ 4608-81 ОНВ. Резьба метрическая. Посадки с натягом. 4. ГОСТ 11708-82 ОНВ. Резьба. Термины и определения. 5. ГОСТ 16093-2004 ОНВ. Резьба метрическая. Допуски. Посадки с зазором. 6. ГОСТ 24705-2004 ОНВ. Резьба метрическая. Основные размеры. 7. ГОСТ 24834-81 ОНВ. Резьба метрическая. Переходные посадки. 8. ГОСТ 24997-81.Калибры для метрической резьбы. Допуски.
Глава 6 1. ГОСТ 2. 403-75 ЕСКД. Правила выполнения чертежей цилиндрических зубчатых колес. 2. ГОСТ 1643-81 ОНВ. Передачи зубчатые цилиндрические. Допуски. 3. ГОСТ 1758-81 ОНВ. Передачи зубчатые конические и гипоидные. Допуски. 4. ГОСТ3675-81 ОНВ. Передачи червячные цилиндрические. Допуски. 5. ГОСТ 9178-81 ОНВ. Передачи зубчатые цилиндрические мелкомодульные. Допуски.
6. ГОСТ 9368-81 ОНВ. Передачи зубчатые конические мелкомодульные. Допуски. 7. ГОСТ 9774-81 ОНВ. Передачи червячные цилиндрические мелкомодульные. Допуски. 8. ГОСТ 13755-81 ОНВ. Передачи зубчатые цилиндрические эвольвентные. Исходный контур. 9. ИСО DR 1328 Требования к точности заготовок цилиндрических зубчатых колес.
Глава 7 1. ГОСТ 10-88 Нутромеры микрометрические. Технические условия. 2. ГОСТ 166-89 Штангенциркули. Технические условия. 3. ГОСТ 577-68 Индикаторы часового типа с ценой деления 0, 01 мм. Технические условия. 4. ГОСТ 868-82 Нутромеры индикаторные с ценой деления 0, 01 мм. Технические условия. 5. ГОСТ 8.050-73 ГСИ. Нормальные условия выполнения линейных и угловых измерений. 6. ГОСТ 8.051-81 ГСИ. Погрешности, допускаемые при измерении линейных размеров до 500 мм. 7. ГОСТ 8.549-86 ГСИ. Погрешности, допускаемые при измерении линейных размеров до 500 мм с неуказанными допусками. 8. ГОСТ 4381-87 Микрометры рычажные. Общие технические условия. 9. ГОСТ 5405-75 Оптиметры. Типы. Основные параметры и технические требования. 01.01.88 продукция снята с производства. 10. ГОСТ 6507 Микрометры. Технические условия. 11. ГОСТ 8074-82 Микроскопы инструментальные. Типы, основные параметры и размеры. Технические требования. 01.01.88 продукция снята с производства. 12. ГОСТ 9244-75 Нутромеры с ценой деления 0, 001 и 0, 002 мм. Технические условия. 13. ГОСТ 9696-82 Индикаторы многооборотные с ценой деления 0, 001 и 0, 002 мм. Технические условия. 14. ГОСТ 10875-76 Машины оптико-механические типа ИЗМ для измерения длин. Основные параметры и размеры. Технические требования. 01.01.88 продукция снята с производства. ТУ 3-3. 1045-75. 15. ГОСТ 11098-75 Скобы с отчетным устройством. Технические условия. 16. ГОСТ 14865-78 Кольца установочные к приборам для измерений диаметров отверстий. Технические условия. 17. ГОСТ 14968-69 Микроскопы универсальные измерительные. 01.01.88 продукция снята с производства. 18. ГОСТ 18833-73 Головки измерительные рычажно-зубчатые. Технические условия. 19. ГОСТ 28798-90 Головки измерительные пружинные. Общие технические условия. 20. РД-50-98-86 Выбор универсальных средств измерений линейных размеров до 500 мм.
Глава 8 1. ГОСТ 2015-84 Калибры гладкие нерегулируемые. Технические требования. 2. ГОСТ 14810-69 Калибры- пробки гладкие двусторонние со вставками диаметром свыше 3 до 50мм. Конструкция и размеры. 3. ГОСТ 14815-69 Калибры- пробки гладкие проходные с насадками диаметром свыше 5- до 100мм. Конструкция и размеры. 4. ГОСТ 14816-69 Калибры-пробки гладкие непроходные диаметром свыше 50 до 100 мм. Конструкция и размеры. 5. ГОСТ 14822-69 Калибры-пробки гладкие проходные неполные диаметром свыше 75 до 300 мм. Конструкция и размеры. 6. ГОСТ 14823-69 Калибры-пробки гладкие непроходные неполные диаметром свыше 75 до 300 мм. Конструкция и размеры. 7. ГОСТ 18360-93 Калибры-скобы листовые для диаметров от3 до 360 мм. Размеры. 8. ГОСТ 18365-93 Калибры-скобы листовые со съемными губками для диаметров свыше 100 до 360 мм. Размеры. 9. ГОСТ 24851-81 Калибры гладкие для цилиндрических отверстий и валов. Виды. 10. ГОСТ 24853-81 Калибры для размеров до 500 мм. Допуски. БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Белкин, И.М. Допуски и посадки /И.М.Белкин.-М.: Машиностроение, 1992. 2. Белкин, И.М. Средства линейно-угловых измерений /И.М.Белкин.-М.: Машиностроение, 1987. 3. Болдин, Л.А. Основы взаимозаменяемости и стандартизации в машино строении / Л.А.Болдин. - М.: Машиностроение, 1984. 4. Допуски и посадки: справочник в 2-х ч. / под ред. В.Д. Мягкова. - Л.: Машиностроение, 1983. 5. Дунаев, П.Ф. Расчет допусков размеров / П.Ф.Дунаев, О.П.Леликов - М.: Машиностроение, 2003. 6. Марков, Н.Н. Нормирование точности в машиностроении: учеб. для машиностр. спец. вузов / Н.Н.Марков [и др.] /под ред. Ю.М. Соломенцева. – 2-е изд., испр. и доп..- М.: Высш. шк., 2001. 7. Марков, А.Л. Измерение зубчатых колес / А.Л.Марков. - Л.: Машиностроение, 1977. 8. Нормирование точности деталей машин: метод. указ./ сост.: Л.А. Болдин [и др.]; НГТУ. Н.Новгород, 1999. 9. Нормирование точности деталей машин: метод. указ./ сост.: В.Н. Кайнова, И.Н. Фролова [и др.]; НГТУ. Н. Новгород, 1996. 10. Методы и средства измерения отклонений формы и расположения поверхностей деталей машин: метод. указ. / сост.: Г.И. Лебедев, В.Н. Кайнова; НГТУ. Н. Новгород, 2004. 11. Нормирование параметров шероховатостей поверхностей: метод. указ./ сост.: Д.С.Пахомов; НГТУ. Н. Новгород, 2005. 12. Палей, М.А. Допуски и посадки: справочник в 2-х ч./ М.А.Палей [и др.]. - Л.: Политехника, 1991. 13. Черменский, О.Н. Подшипникикачения: справочник-каталог/.Н.Черменский, Н.Н. Федотов. - М.: Машиностроение, 2003. 14. Радкевич, Я. М. Метрология, стандартизация и сертификация: учеб для вузов / Я.М.Радкевич [и др.].− М.: Высш. шк., 2004. 15. Сергеев, А.Г. Метрология, стандартизация и сертификация: учеб. пособие / А.Г.Сергеев [и др.].- М.: Логос, 2003.
НАЗНАЧЕНИЕ И ТИПЫ КАЛИБРОВ
Для выполнения операций технического контроля, особенно в массовом и крупносерийном производстве, рабочие и контролеры отделов технического контроля (ОТК) широко используют калибры. Калибр – средство контроля, воспроизводящее геометрические параметры элементов изделия, определяемые заданными предельными линиями или угловыми размерами, и контактирующее с элементами изделия по поверхностям, линиям или точкам. Под элементом изделия понимается конструктивно- законченная часть изделия. Например: вал, отверстие, паз, выступ, резьба и т.д.[4]. Калибры – это специальная технологическая оснастка, предназначенная для оценки годности деталей и изделий машиностроения (допусковый контроль). Контроль калибрами ведет к определенному ужесточению допуска на изготовление детали по сравнению с табличной величиной [2]. Контроль калибрами имеет выше производительность, чем измерение действительных размеров деталей измерительными средствами. Однако проектирование и изготовление калибров экономически выгодно в крупносерийном и массовом производстве. С помощью калибров ведется рассортировка деталей на годные и негодные (брак). Калибры не определяют числовое значение (действительный размер) контролируемого параметра, а лишь устанавливают, входит ли элемент изделия в границы предельных размеров. Различают исправимый брак, когда валы выполнены с завышенными размерами, а отверстия − с заниженными, и неисправимый брак, когда размеры валов занижены, а размеры отверстия − завышены. Применяются калибры для контроля гладких цилиндрических поверхностей, для конусных, резьбовых, шпоночных и шлицевых поверхностей, а также для контроля расположения поверхностей. Различают калибры нормальные и предельные. Нормальный калибр – калибр, воспроизводящий заданный линейный или угловой размер и форму сопрягаемой с ним поверхности контролируемого элемента изделия, т.е. калибр имеет только проходную сторону. Нормальные калибры (шаблоны, калибры расположения) используют для контроля деталей со сложным профилем поверхностей. О годности детали судят по величине зазора между ее контуром и нормальным калибром на равномерность просвета или под щуп. Предельный калибр – калибр, воспроизводящий проходной и непроходной пределы геометрических параметров изделия, т.е. эти калибры имеют проходную ( ПР ) и непроходную ( НЕ ) стороны. К предельным калибрам относятся гладкие калибры для контроля валов и отверстий, резьбовые калибры и другие. По назначению калибры разделяют: - на рабочие, предназначенные для проверки размеров деталей рабочими и контролерами ОТК; - приемочные − обычно это изношенные рабочие калибры (их размеры в пределах допуска на износ), используют их представители заказчика; - контрольные (контркалибры), использующиеся для проверки размеров рабочих и приемочных калибров и для установки размера регулируемой скобы. Для контроля наружных (охватываемых) поверхностей валов применяют калибры-скобы, а для контроля внутренних (охватывающих) поверхностей отверстий – калибры-пробки. Калибры-скобы могут быть регулируемые и нерегулируемые. Регулируемые калибры-скобы допускают переналадку на другой размер (за счет подвижной вставки) или восстановление размера проходной стороны по мере ее износа. Нерегулируемые скобы применяют более широко, так как они имеют жесткую конструкцию, дешевле и проще в производстве.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-06-19; Просмотров: 69; Нарушение авторского права страницы