
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Назначение и описание конструкции аппаратаСтр 1 из 7Следующая ⇒
СОДЕРЖАНИЕ
Введение 1. Теоретическая часть 1.1 Назначение и описание конструкции аппарата 1.1.1 Технические характеристики 1.1.2 Устройство и принцип работы 1.1.2.1 Принцип работы 1.1.2.2 Устройство компрессора 1.2 Виды и содержание ремонтов аппарата 1.3 Схема технологического процесса капитального ремонта 1.3.1 Разборка и сборка компрессора 1.3.2 Ремонт деталей компрессора 1.3.3 Обкатка компрессора 1.4 Монтаж компрессора 1.5 Назначение и описание вспомогательного оборудования 1.6 Охрана труда 2. Расчётная часть 2.1 Технологический расчет машины 2.2 Механический расчет деталей 2.3 Расчёт вспомогательного оборудования 2.4 Экономический расчёт Литература
ВВЕДЕНИЕ
Компрессор — это машина для повышения давления и перемещения газа. Компрессорная установка – это совокупность компрессора, привода, аппаратов, трубопроводов и оборудования, необходимого для осуществления повышения давления перемещения газа. Один из них включает в себя такие машины, которые производят сжатие путем сообщения газу большой скорости и последующего преобразования кинетической энергии потока в работу сжатия и нагнетания газа. Основными разновидностями машин этого класса являются центробежные и осевые компрессоры. Другой класс охватывает поршневой компрессор. В поршневом компрессоре уменьшение объёма, занимаемого газом, осуществляется перемещением сжимающего элемента — поршня, совершающего прямолинейное возвратно-поступательное движение. К поршневым компрессорам также относятся свободно-поршневые и мембранные. Поршневые компрессоры наиболее распространены и многообразны по конструктивному выполнению, схемам и компоновкам. Их различают по устройству кривошипно-шатунного механизма, устройству цилиндров, числу цилиндров, расположению цилиндров, числу ступеней сжатия. Компрессоры имеются на каждом производстве; их назначение охватывает весь диапазон применения – от обеспечения сжатым воздухом инструментов и контрольно-измерительных приборов, до сжатия больших объемов газов для технических цепей. Характерными особенностями поршневых компрессоров являются возвратно-поступательное движение поршня, принудительное выталкивание газа путем перемещения поршня, прерывная подача газа.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ Назначение и описание конструкции аппарата Компрессор воздушного охлаждения 2ВУ1-5/4М предназначен для сжатия атмосферного воздуха. Применяется в промышленности для аэрозольной транспортировки муки и в различных отраслях народного хозяйства. Компрессор изготавливается в климатическом исполнении. У категории 2 ГОСТ 151050-69, но для работы при температуре окружающего воздуха от 268 К ( - 5 ℃ ) до 308К (35 ℃ ) и атмосферного давления не ниже 0, 087 Мпа ( 650 мм. рт. ст.). Компрессор оснащен системой концевого охлаждения и влагомаслоотделения, обеспечивающий подачи качественного воздуха с температурой не более 333 К (60 ℃ ). В зависимости от комплектности поставки предусмотрены модификации компрессора указанные в табл. 1.
Табл.1
Технические характеристики Основные технические данные должны соответствовать приведенным в таблице.
Табл. 2
Примечание: в течении 200 ч. Приработки компрессора допускается увеличение удельной потребляемой мощности на 5%, снижение производительности на 10% и увеличение расхода на унос на 50%.
Устройство и принцип работы Принцип работы Схема компрессора 2ВУ1-5/4М (показана на рис. 5) Коленчатый вал компрессора, приведенный в движение электродвигателем через упругую муфту, сообщает обратно-поступательное движение поршням. При этом поршни перемещаются в цилиндрах вверх и вниз из одного крайнего положения в другое. При движение поршня вниз в цилиндре образуется разряжение, в последствии чего открывается всасывающий клапан и атмосферный воздух через фильтр, всасывающую полость головки и клапан поступает в цилиндр. При движении поршня вверх воздух в цилиндре сжимается до давления 0, 294 Мпа (3, 0 кгс/см2) и затем через нагнетательный клапан и нагнетательную полость крышки поступает на охлаждение в пластинчато-оребренный холодильник. Холодильник является конечным и после него охлажденный воздух поступает в концевой влагомаслоотделитель, а их него в нагнетательный трубопровод. На трубопроводе установлены запорный муфтовый вентиль и обратный клапан. Система автоматики обеспечивает автоматическое регулирование производительности путем перевода работы компрессора на холостой ход. Смазка цилиндров, поршневых пальцев и подшипников – разбрызгиванием. Шатунной шейки коленчатого вала и тонкостенных вкладышей нижней головки шатуна – циркуляционная под давлением. Циркуляционный подвод масла осуществляется системой смазки (рис. 7) работающей следующим образом: масло из картера компрессора засасывается через сетчатый фильтр 1 шестеренчатым насосом 12 и нагнетается в фильтр тонкой очистки. Вращение ведущей шестерни насоса осуществляется непосредственно от коленчатого вала компрессора через зубчатую полумуфту 11. Из фильтра тонкой очистки, представляющего собой блок из двух металлокерамических фильтроэлементов 15, очищенное масло поступает по маслопроводу 6 в полость коленчатого вала, оттуда через отверстие – на шатунную шейку. К торцу коленчатого вала поджимается пружиной подвижная бронзовая втулка 9, образующее бронзовое уплотнение и обеспечивающая герметичность масленого насоса на линии нагнетания шестеренного насоса. Фильтр тонкой очистки Ф1 (см. рис. 6) имеет редукционный клапан КР1.1, который служит для регулирования рабочего давления масла в системе смазки. Для выполнения этой регулировки необходимо снять колпачковую гайку 3, ослабить контргайку 5 регулировочного винта 4 и вращением его установить рабочее давление масла в пределах 0, 10...0, 35 МПа, после чего затянуть контргайку и навинтить колпачковой гайку. Фильтрующие элементы необходимо подвергать очистке от отложений на его поверхности. Несвоевременная очистка фильтрующих элементов может привести к повышенному износу тонкостенных вкладышей шатуна.
Устройство компрессора Компрессор 2ВУ-5/4М выполнен моноблочным, т.е. картер жестко соединен с электродвигателем через соединительный корпус, в результате чего отпадает необходимость центровки валов электродвигателя и компрессора при монтаже. Компрессор 2ВУ-5/4М1, М2 устанавливается на трех виброопорах (фундамент не требуется). Компрессор 2ВУ-5/4М1 состоит из следующих частей (рис.1): компрессора (1) муфты нагнетательного коллектора предохр-го клапана (11) амортизаторов (7) обратного клапана (9) электромагнитного вентиля (4) электродвигателя (5) системы автоматики (13) Компрессор модификации М2 входит дополнительно воздухосборник (12) Разрез компрессора показан на рис. 2. Картер 2 – литой, чугунный, туннельного типа. Доступ в картер осуществляется через крышки, расположенные на боковой поверхности. В одной из них расположен маслоуказатель 21. На картере распложен сапун с отбойной насадкой 1. Патрубок, на котором установлен сапун, служит для заливки масла в картер. Вал коленчатый 3 – литой, из высокопрочного чугуна. Опорами являются два радиально-сферических подшипника. На шатунных шайбах вала монтируются шатуны 23 с тонкостенными вкладышами 22 от дизеля Д37-Е. Для подвода масла к шатунам вал имеет внутренние каналы и отверстия в шатунной шейке. В хвостовике вала и его противовесах выполнено отверстие, соединяющее внутреннюю полость картера с атмосферой. Это отверстие выполняет роль дополнительного сапуна. Поршни 19, 20 литые, из алюминиевого сплава. Цилиндры 17, 18 литые чугунные. Уплотнениями между поршнями и цилиндрами служат по два уплотнительных и два маслосъемных кольца 13, 14, 15, 16 установленные на каждом поршне. Клапаны всасывающие и нагнетательные 11, 12 (см. рис. 2) ленточные с упругим ограничением, самодействующие. Пластины пластины всасывающих клапанов (рис.3) утоплены в гнездах нижней доски, пластины в нагнетательных – в гнездах верхней доски. Материал клапанных досок- чугун. Пластины и пружины изготовлены из стальной ленты. Фильтр служит для очистки всасывающего воздуха от механических примесей и пыли. Конструкция фильтра (рис. 4) позволяет производить периодическую чистоту фильтрующих элементов и их замену. Соединительный корпус 3 (см. рис. 1) служит для жесткого соединения компрессора с приводом и обеспечивает соосность их валов. Одновременно корпус является опорой системы охлаждения компрессора. Система охлаждения предназначена для охлаждения сжатого воздуха компрессора и состоит из блока холодильников 8 и вентилятора с двигателем 6. Холодильник – пластинчато-ребристый из алюминиевого сплава. Холодильники просасываются окружающим воздухом осевым вентилятором, имеющим свой привод. Полумуфты – чугунные литые. Левая полумуфта одновременно выполняет роль маховика. Кольца выполнены резиновыми. Система автоматики предназначена для управления компрессором 2ВУ1-5/4М, повышение его безопасности и надежности, а так же максимального ограничения участия в работе обслуживающего персонала. Система автоматики обеспечивает следующие режимы работы компрессора: а) ручной; б) автоматический. Различные виды неисправностей. Заключения исследований причин аварий компрессоров следующие: 1. 20% компрессоров, представленные неисправными, находятся в хорошем состоянии и работают правильно. 2. Электро проблемы в целом составляют 20% от всех видов дефектов. 3. Неисправность компрессоров при недостатке масла ( т.е. уровень масла составляет 50% ниже стандартного) составляют 6% от всех неисправностей. 4. Заклинивание компрессора (механический дефект) составляет около 20% от всех дефектов. 5. Внутренняя утечка (клапанный элемент или прокладка повреждены, нагнетательный трубопровод, и т.д.) составляет около 8% от всех дефектов. 6. Компрессоры, представленные с воздушным всасыванием (т.е. утечка на линии всасывания) составляют около 5% от всех неисправностей.
1.2 Виды и содержание ремонтов аппарата
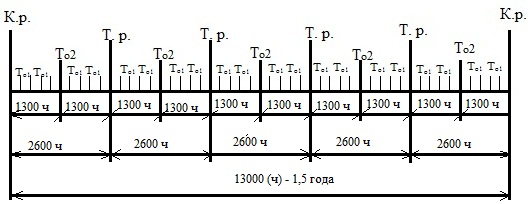
Периодичность и последовательность проведения ремонтных работ определяется структурой ремонтного цикла: · Ежесменное техническое обслуживание; · Обслуживание № 1 (через 260 ч.); · Обслуживание №2 (через 1300 ч); · Текущий ремонт (через 2600 ч); · Капитальный ремонт (через 13000 ч). Обслуживание компрессора должно быть поручено лицу, хорошо знающему его конструкцию и принцип работы. Объем работ по видам ремонта: · обслуживание остановленного компрессора: проверить, нет ли подтекания масла из компрессора, при обнаружении таковых – устранить; проверить уровень масла в картере, при необходимости долить. · обслуживание работающего компрессора: проверить, нет ли посторонних шумов и стуков. При их наличии остановить компрессор и устранить причину; проверить герметичность трубопроводов и их соединения; проверить работоспособность предохранительных клапанов путем ручного подрыва. При техническом обслуживании №1 должны выполняться: все работы, входящие в ежесменное обслуживание; промывка и очистка фильтрующих элементов системы смазки; продувка и промывка фильтрующего элемента сжатым воздухом и промывка корпуса воздушного фильтра; проверка состояния смазки; проверка затяжки шатунных болтов; проверка крепления головок, фланцев и других соединений; профилактический осмотр приборов системы автоматического управления. При обслуживании №2 должно выполнятся: все работы, входящие в объем обслуживания №1; осмотр, промывка и продувка маслопровода системы смазки; проверка состояния коренных и шатунных подшипников; проверка состояния клапанов; проверка износа поршней и цилиндров; измерение зазоров в замках палец и в канавках поршней, при необходимости замена палец новыми; проверка поршней, цилиндров, крышек на наличие задиров и трещин; При текущем ремонте проводят следующие работы: демонтаж предохранительного клапана, всасывающего и нагнетательного запорных вентилей; демонтаж шатунно–поршневых групп; устранение рисок, зазоров, наволакивание металла на поверхность втулок верхних головок шатунов, поршневых пальцев, шатунных вкладышей, проверку микротрещин в шатунных болтах; замену и вулканизацию резинового уплотнения запорных вентилей. Капитальный ремонт заключается в полной разборке и дефектации изделия, проверке и замене или ремонте всех составных частей, в том числе и базовых, сборке изделия и его комплексной проверке, регулирование и испытывание. При капитальном ремонте дополнительно к объему текущего ремонта проводится: полный демонтаж компрессора с демантажем коленчатого вала и цилиндровых гильз; . замена гильз, поршней и деталей масленого насоса, имеющих износ; проверка коленчатого вала на микротрещины, коррозию, правильность геометрических форм, промывка и продувка масленых насосов, замена болтов противовеса, статическая балансировка, замена болтов шатунов; замена поршневых подшипников качения; . сборка, окраска и испытывание отремонтированного компрессора. Структура ремонтного цикла. Периодичность обслуживания № 1 – То1 = 260 (ч) Периодичность обслуживания № 2 – То2 = 1300 (ч) Периодичность текущего ремонта – Т.р. = 2600 (ч) Периодичность капитального ремонта – К.р. =1300 (ч) Определяем количество всех ремонтов в ремонтном цикле:
Ремонт деталей компрессора Основными узлами поршневого воздушного компрессора являются: станина (рама), коленчатый вал, шатуны, шатунные болты, шток, поршень, поршневые кольца, клапаны, цилиндр. Ремонт коленчатого вала и коренных подшипников. Причинами поломки коленчатого вала являются неправильный монтаж, пороки металла, некачественное изготовление вала (наличие концентраторов напряжений в местах перехода, галтелях и смазочных отверстиях), несвоевременный и некачественный ремонт, недостаточное смазывание, обрыв шатунных болтов и штоков и т. д. В результате длительной работы шейки коленчатого вала становятся овальными (конусообразными, бочкообразными), их рабочие поверхности покрываются рисками и задирами, вал прогибается, происходит смятие шпоночных пазов, повреждение резьбы и т. п. Перед ремонтом коленчатого вала производят проверку состояния щек, шеек, галтелей с целью обнаружения задиров и забоин; биение шеек,, овальность и конусообразность; наличие поверхностных и внутренних трещин вала; положение оси вала по расхождению шеек. Проверка состояния коленчатого вала начинается с проверки с помощью щупа зазоров в соединении вала с коренными подшипниками и в соединении шатунных шеек с шатуном, а также проверки положения оси вала по расхождению щек. Эти виды контроля могут характеризовать взаимный износ сопрягаемых поверхностей коленчатого вала, коренных подшипников, шатуна. Если у коленчатого вала овальность и конусообразность шеек больше допускаемых, биение шеек превышает допустимые значения, глубина задиров на шейках более 0, 1 мм, высота образовавшихся на шейках кольцевых выступов и впадин более 0, 15 мм, имеются трещины и изломы на шейках, то такой коленчатый вал подлежит ремонту. Задиры и забоины, обнаруженные на шейках и галтелях коленчатого вала, устраняются шлифованием или проточкой с последующим шлифованием. Трещины, обнаруженные при дефектации коленчатого вала, устраняются сваркой, а прогиб вала — правкой механическим, термическим или термомеханическим способами. При осмотре коренных подшипников проверяют расхождение шеек коленчатого вала в двух положениях, зазор у верхнего вкладыша" для вертикальных компрессоров и у боковых вкладышей для горизонтальных компрессоров, состояние баббитовой заливки подшипников и прилегание поверхностей вкладышей к шейкам вала и к корпусам подшипников. Боковые зазоры проверяют щупом, а верхние — оттиском свинцовой проволоки диаметром 1—1, 5 мм, которую закладывают под верхний вкладыш. После этого устанавливают и натягивают верхнюю крышку подшипника, затем подшипник разбирают и толщину свинцовой проволоки измеряют с помощью штангенциркуля или микрометра. Основной вид изнашивания подшипников скольжения — изменение размеров и формы антифрикционной заливки. При небольшом увеличении зазора между заливкой и валом возможно уменьшение этого зазора при снятии прокладок между половинками вкладышей. Основным методом ремонта подшипников является перезаливка антифрикционного сплава с последующей расточкой, шабрением и пригонкой по шейке коленчатого вала. Заливку производят вручную или центробежным способом. Качество заливки должно быть такое, чтобы вкладыш при обстукивании молотком издавал чистый звук. Ремонт шатунов. Из-за некачественного ремонта, длительной эксплуатации компрессоров, неудовлетворительного технического обслуживания шатуны преждевременно выходят из строя. Происходит прогиб, скручивание стержня шатуна, появляются трещины, выработка вкладышей головки шатуна, втулки крейцкопфной головки шатуна. Прогиб шатуна устраняют правкой в холодном состоянии либо с подогревом. Параллельность осей отверстий кривошипной и крейцкопфной головки шатуна проверяют после установки в отверстие оправок и выверки параллельности оправок на специальном приспособлении. Непараллельность свидетельствует о скрученности шатуна. Скрученные шатуны подлежат замене. Вкладыши головок шатуна при значительной выработке заменяют. Кривошипная головка шатуна имеет разъем, и незначительная выработка вкладышей может компенсироваться уменьшением толщины прокладок в разъеме. При значительной выработке вкладыши заменяют. При аналогичных условиях подлежит замене и втулке крейцкопфной головки шатуна. Шатунные болты при наличии трещин, сорванной резьбы, а также при вытяжке не ремонтируются, а заменяются новыми. Ремонт поршней. В результате длительной эксплуатации компрессора уменьшается наружный диаметр поршней, увеличиваются ширина канавок под поршневые кольца и диаметр отверстия под поршневой палец. Основная причина преждевременного износа поршней — это перекос механизма движения. Чтобы не допустить этого, необходимо следить за зазорами, определяющими центровку поршня, и своевременно устранять даже небольшие перекосы. При увеличении зазора между поршнем и цилиндром сверх допустимого поршень подлежит замене новым поршнем, изготовленным по рабочему диаметру цилиндра. Допустимый зазор между поршнем и цилиндром зависит от диаметра цилиндра: Диаметр цилиндра, мм... До 150 150—300 300—600 600—800 Зазор, мм......... 0, 5 1—2 2, 5 3 Чтобы определить износ наружной цилиндрической поверхности поршня, его измеряют по трем поясам микрометрической скобой с точностью до 0, 01 мм. В процессе работы поршня значительно изнашиваются по торцу канавки поршневых колец, особенно первая поршневая канавка из-за ухудшения смазывания в конце хода поршня и значительных усилий, воспринимаемых и передаваемых первым поршневым кольцом. Износ определяют измерением высоты канавок проходным или непроходным калибром или штангенциркулем с ценой деления 0, 05. Торцовое биение канавок недолжно превышать 0, 05 мм. Восстановить поршневые канавки поршня можно не более одного раза протачиванием их на токарно-винторезном станке под ремонтный размер поршневых колец. Если размер канавок по высоте превышает на 20 % номинальный, то такой поршень подлежит выбраковке и замене новым. При повышенных зазорах в сопряжении поршень — палец следует развернуть отверстие под палец большего диаметра и по нему необходимо подогнать поршневой палец. При значительном износе поршень может быть восстановлен наплавкой баббитового пояса и подгонкой его к цилиндру. Ремонт штока. При изгибе или дефектах резьбы шток подлежит замене. Изменение формы ( овальность, конусность) поверхности штока в местах ее соприкосновения с набивкой сальника устраняется шлифовкой. При значительном износе возможно восстановление номинального диаметра штока хромирование и наплавкой с последующей проточкой и шлифовкой. Ремонт цилиндров. При ревизии проверяется наличие изъянов на зеркале цилиндра. Замер износа цилиндра проводится в трех сечениях в двух взаимно перпендикулярных направлениях для каждого сечения. Цилиндр растачивается в следующих случаях: · при наличие продольных рисок глубиной более 0, 25 мм или грубых кольцевых задиров, превышающих 10% длины окружности; · при бочкообразности 1, 25÷ 1, 5 мм; · при овальности 0, 5÷ 0, 6 мм. При большой степени износа или при повторном ремонте в цилиндр вставляется гильза. Расточенный или новый цилиндр подвергается гидравлическому испытанию. После расточки цилиндра, поршень заменяется другим, с увеличенным диаметром. При наличии трещин на наружных стенках водяных и воздушных полостей цилиндра ремонт производится постановкой ввертышей, стальных хомутов с резиновой прокладкой либо сваркой с последующим гидравлическим испытанием. Обкатка компрессора Обкатка компрессора под нагрузкой Произвести продувку всего воздушного тракта путем последовательной установки клапанов от первой до последней ступени. Установить всасывающий клапан 1-й ступени и запустить компрессор в работу на 3...4 минуты. Установить нагнетательный клапан 1-й ступени и запустить компрессор в работу на 5...7 минут. Закрыть линию продувки холодильника 1-й ступени. Проделать операции, аналогичные пп.7.2.... 7.4. по всем ступеням. Для ступеней с комбинированным клапаном закрытие линии продувки производить после установки комбинированного клапана и работы компрессора в течение'5...7 мин. Примечания: 1. Установку деталей производить только при отключенном электродвигателе. 2. Пуск компрессора с клапанами производить при открытом вентиле на нагнетании (давление всасывания — атмосферное). Поднять давление нагнетания до 50% от номинального и далее — до номинального (конечного) давления постепенным закрытием вентиля на нагнетательной линии. Обкатывают компрессор на рабочем давлении в течение часа. За это время проконтролировать: а) распределение давлений по ступеням, которое должно стабилизироваться к концу обкатки и соответствовать данным, указанным в формуляре; б) соответствие температур (по показаниям термометров) нагнетаемого газа по ступеням температурам, указанным в формуляре; в) исправность системы смазки цилиндров и сальников; г) исправность системы смазки механизма движения (давление масла должно быть в допустимых пределах); д.) отсутствие стуков (на слух); е) герметичность масло-, водо-, воздухопроводов; ж) температуру охлаждающей воды на выходе из компрессора (не выше 40°С). з) температуру масла в системе смазки кривошипно-шатунного механизма (не выше 75°С). Если компрессор пускают после переконсервации, переборки или ремонта, обкатывать его следует по методике, изложенной выше со следующими дополнениями: а) перед пуском проверить свинцовой проволокой линейную величину мертвого пространства цилиндров, которая должна соответствовать данным, имеющимся в формуляре компрессора; б) после 30 минут обкатки и осмотра, при отсутствии неполадок, пустить компрессор в непрерывную обкатку на 6 часов; в) если после 6 часов обкатки не обнаружено никаких дефектов, на цилиндры установить клапаны, продуть газовый тракт компрессорной установки и компрессор пустить в работу с клапанами при открытой задвижке на нагнетании (давление всасывания и нагнетания — атмосферное); после 30 минут работы компрессор остановить и тщательно осмотреть, затем компрессор вновь запустить, поднять давление нагнетания постепенно до номинального и обкатать компрессор на рабочем давлении в течение часа. Монтаж компрессора
Монтаж компрессора необходимо вести, строго в соответствии с требованиями настоящего паспорта, технического описания ИЖТП 656.367.003, входящего в состав поставки шкафа, «Правил устройства и безопасной эксплуатации стационарных компрессорных установок, воздухопроводов и газопроводов», «Правил устройства электроустановок (ПУЭ)», «Правил техническом эксплуатации электроустановок потребителей (ПТЭ)», «Правил техники безопасности при эксплуатации электроустановок потребителей». Компрессор должен быть установлен в помещении на ровную площадку с твердым шероховатым покрытием (бетон, асфальт, керамическая плитка, кирпичная кладка и т. д.). Крепление амортизаторов к опорной поверхности не требуется. Не допускается попадание смазочных материалов под амортизаторы. При монтаже компрессора следует предусмотреть необходимые проходы для удобства его обслуживания и осмотра. Соединение компрессора с воздухосборником, а также воздухосборника с потребителем воздуха, должно производиться стальными трубами с условным проходом не менее Ду32. Электромонтаж компрессора производить в следующем порядке: обеспечить заземление компрессора и шкафа САУ; провести силовую линию от рубильника на главном распределительном щите к компрессору модификаций M11, M12, M14, M15 через щит системы автоматического управления, которая устанавливается в непосредственной близости от компрессора, вместе, удобном для наблюдений за показанием приборов; подключить термометры сопротивления ТСМ и электромагнитные вентили 7, 15 (см. рис.1), устанавливаемые в местах отбора на компрессоре; подвод внешних проводов к шкафу снизу; проверить правильность соединения концов (клемм) электродвигателей и подсоединений внутренней подводки; методом ´ пуск-стопª убедиться в правильном направлении вращения двигателей; монтаж шкафа, а также соединение его проводами и кабелем производить согласно схеме внешних соединений ИЖТП 656.325.003.Э5, а также пунктов 5.1Ö.5.7 технического описания ИЖТП 656.325.003.
Охрана труда
Охрана труда – система законодательных актов и соответствующих им технических, экономических, гигиенических мероприятий, которые обеспечивают безопасность труда, сохранность здоровья, работоспособность человека в процессе труда. В целях безопасной эксплуатации и обслуживания компрессора необходимо соблюдать следующие требования: — к обслуживанию компрессора допускается персонал, ознакомленный с инструкцией, прошедший специальный инструктаж; — рабочее место должно быть хорошо освещено, смазочный и обтирочный материал должны быть в специально отведенных местах; — рабочее место не должно быть загромождено посторонними предметами; — все вращающиеся части компрессора должны быть закрыты кожухами или ограждениями; — во время работы компрессора запрещается производить осмотр, ремонт смазку и чистку деталей машин и аппаратов установки; — все металлические части, не находящиеся под напряжением – должны быть заземлены; — подтягивание болтов на компрессоре производить только после остановки, на аппаратах и трубопроводах после снятия давления; — при затяжке болтов не производить наращивание гаечных ключей; — ремонт электрооборудования и освещения должен производить только электрик; — пуск и остановку компрессора разрешается производить только в исправных рукавицах.
РАСЧЕТНАЯ ЧАСТЬ Механический расчет деталей
Расчетные зависимости и величины напряжений: Цилиндры. Толщину стенки литых чугунных цилиндров, компрессоров средней производительности определяют по эмпирическим формулам [2. с. 317]
S – толщина стенки цилиндров компрессора; D – внутренний диаметр цилиндра; Р1=РН – давление нагнетания, (мН/м2); [σ ]р = 15÷ 18 (мН/м2) – допускаемое напряжение для чугуна. Шпильки крепления. Шпильки крепления крышек цилиндров рассчитывают на силу Р (н). Исполнение 1 Исполнение 2 Рис. 8
Р = Р =
Dср. = 0, 270 м – средний диаметр уплотнения(м). Р₁ – давление нагнетания. Величину условного напряжения δ ₀ (мм/м² )в шпильках определяется по формуле:
z – число шпилек f 1– площадь сечения шпильки = 2.2
Ст. 35ХН δ Т = 1200 [δ 0] = (0.2 ÷ 0.25) ∙ δ T [δ 0] = 240 ÷ 300 (мПа) δ 0 = 226 < [δ 0]
условие выполняется. Коэффициент затяга k = 2, 5 ÷ 3 Сила предварительной затяжки
Рзат. = (2, 5 ÷ 3) ∙ Р = 2, 8 ∙ 10, 87 ∙ 103 = 30, 4 ∙ 103 (Н)
Напряжение затяжки:
δ зат. = (0, 5 ÷ 0, 75) δ Т δ зат. = 0, 6 ∙ 1, 65 = 0, 99 (мПа) δ Т – 1, 65 мПа – предел текучести материала шпилек.
Число шпилек z, выбирают из условия плотности соединения, причем шаг t по окружности их распределения находим в зависимости от уплотняемого давления:
При P ≤ 1, 0 (мН/м2), t = (6÷ 4) T = 5∙ 12 = 60 (мм).
Расчет прокладки: Прокладку проверяют на смятие при затяге и на плотность при давлении газа. Необходимость смятия прокладки при затяге ограничивает ее ширину b (м) условием:
b ≤
qсм.– удельное давление смятия прокладки, qсм.= 6 (мН/м2) – для паронита; при Dср = 200 ÷ 400 b = 7 ÷ 8 мм [ 2, c 325, таб. 7 1] После приложения давления газа сила, действующая на прокладку, уменьшается, но не более чем до Р/ = (k – 0, 8) = 2, 8 – 0, 8 = 2, где k – коэффициент затяжки. При этом остаточное давление на прокладку:
qост. ≥
Плотность соединения сохраняется при соблюдении условия:
qост. ≥ m * P, 4, 6(мН) > 1, 5∙ 0, 294(мН) 4, 6(мН) > 0, 441(мН) – условие выполнено.
Расчет фланцевого соединения [7, с 16]
По [4, с 550] выбираем плоский фланец с Dy=65 мм; Dор = 160 мм; Dб = 130 мм; D1 = 110 мм; dv = M12; z = 4; n = 13 мм; Ру = 0, 6 мПа. ГОСТ 1255-67 Рис. 9 Плоский фланец
Материал фланца: Сталь ст20 ГОСТ 1050-80 Материал болта: Сталь ст3 ГОСТ 380-94 определяем осевую нагрузку на болты и из двух значений выбираем большее:
ξ – коэффициент, принимается как меньшее из значений
[σ ]ср и [σ ]б – нормативные допускаемые напряжения, для конструктивного материала фланца и болта [7, с 38 табл 4] выбирается в зависимости от температуры, (мПа).
Принимаем QD = 0, 785∙ Py∙ Dcp = 0, 785∙ 0, 294∙ 0, 079 = 0, 018 QD – равнодействующая внутреннего давления; Dcp – средний диаметр уплотнения; Dcp= Dy + b = 0, 065+0, 014 = 0, 079 (м) Dy – условный диаметр фланца; b – ширина прокладки.
Rп ≤ π ∙ Dcp ∙ Py ∙ m ∙ b 0 = 3, 14 ∙ 0, 079 ∙ 0, 294 ∙ 0, 5 ∙ 0, 007 = 0, 26 ∙ 10-3 (мН) R п – реакция прокладки m – прокладочный коэффициент ( резина мягкая m = 0, 5; g = 2 (мПа) [7, с 62 табл. 8]) b0 = 0, 5 ∙ b = 0, 5 ∙ 0, 014 = 0, 007 (м) b =12÷ 15 при D≤ 1000 мм, принимаем b = 14 (мм)
Таб. 3
Осевую нагрузку на болты принимаем Pб1 = 0, 025 (мН), т.к. он наибольший. Проверка работы болтов из условия прочности на растяжении [σ ]р.
n – число зубьев (n = 4) fб – площадь поперечного сечения болта по внутреннему диаметру трубы
dвн = 12 – 1, 22
t = 2÷ 4 – принимаем t = 2 По условию должно быть:
87, 1(мПа) < 129(мПа) – условие выполнено.
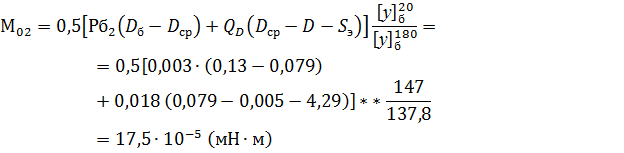
Приведенный изгибающий момент принимают, как большее из двух значений вычесленных по формулам:
Sэ = x∙ S0 = 1, 43 ∙ 3 = 4, 29(мм) – эквивалентная толщина втулки.
S1 = 2 ∙ S0 = 2 ∙ 3 = 6
Принимаем М01 = 63, 8 ∙ Проверка прочности прокладок:
По условию должно быть: g < [ g ] [ g ] – допустимое удельное давление мПа [7, c 62 т 8] 14, 4 (мПа) < 18 (мПа) – условие прочности прокладок выполнено.
СОДЕРЖАНИЕ
Введение 1. Теоретическая часть 1.1 Назначение и описание конструкции аппарата 1.1.1 Технические характеристики 1.1.2 Устройство и принцип работы 1.1.2.1 Принцип работы 1.1.2.2 Устройство компрессора 1.2 Виды и содержание ремонтов аппарата 1.3 Схема технологического процесса капитального ремонта 1.3.1 Разборка и сборка компрессора 1.3.2 Ремонт деталей компрессора 1.3.3 Обкатка компрессора 1.4 Монтаж компрессора 1.5 Назначение и описание вспомогательного оборудования 1.6 Охрана труда 2. Расчётная часть 2.1 Технологический расчет машины 2.2 Механический расчет деталей 2.3 Расчёт вспомогательного оборудования 2.4 Экономический расчёт Литература
ВВЕДЕНИЕ
Компрессор — это машина для повышения давления и перемещения газа. Компрессорная установка – это совокупность компрессора, привода, аппаратов, трубопроводов и оборудования, необходимого для осуществления повышения давления перемещения газа. Один из них включает в себя такие машины, которые производят сжатие путем сообщения газу большой скорости и последующего преобразования кинетической энергии потока в работу сжатия и нагнетания газа. Основными разновидностями машин этого класса являются центробежные и осевые компрессоры. Другой класс охватывает поршневой компрессор. В поршневом компрессоре уменьшение объёма, занимаемого газом, осуществляется перемещением сжимающего элемента — поршня, совершающего прямолинейное возвратно-поступательное движение. К поршневым компрессорам также относятся свободно-поршневые и мембранные. Поршневые компрессоры наиболее распространены и многообразны по конструктивному выполнению, схемам и компоновкам. Их различают по устройству кривошипно-шатунного механизма, устройству цилиндров, числу цилиндров, расположению цилиндров, числу ступеней сжатия. Компрессоры имеются на каждом производстве; их назначение охватывает весь диапазон применения – от обеспечения сжатым воздухом инструментов и контрольно-измерительных приборов, до сжатия больших объемов газов для технических цепей. Характерными особенностями поршневых компрессоров являются возвратно-поступательное движение поршня, принудительное выталкивание газа путем перемещения поршня, прерывная подача газа.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ Назначение и описание конструкции аппарата Компрессор воздушного охлаждения 2ВУ1-5/4М предназначен для сжатия атмосферного воздуха. Применяется в промышленности для аэрозольной транспортировки муки и в различных отраслях народного хозяйства. Компрессор изготавливается в климатическом исполнении. У категории 2 ГОСТ 151050-69, но для работы при температуре окружающего воздуха от 268 К ( - 5 ℃ ) до 308К (35 ℃ ) и атмосферного давления не ниже 0, 087 Мпа ( 650 мм. рт. ст.). Компрессор оснащен системой концевого охлаждения и влагомаслоотделения, обеспечивающий подачи качественного воздуха с температурой не более 333 К (60 ℃ ). В зависимости от комплектности поставки предусмотрены модификации компрессора указанные в табл. 1.
Табл.1
|
Последнее изменение этой страницы: 2019-06-19; Просмотров: 339; Нарушение авторского права страницы







 ∙ Р₁
∙ Р₁  ∙ 0, 294 ∙ 106 = 10, 87∙ 103 (Н)
∙ 0, 294 ∙ 106 = 10, 87∙ 103 (Н)

 [2, c 322]]
[2, c 322]]





 , т.к. он наименьший.
, т.к. он наименьший.










 t = 12 – 1, 22
t = 12 – 1, 22  = 9, 56 (мм)
= 9, 56 (мм) <
< 



 (мН∙ м), т.к. оно наибольшее.
(мН∙ м), т.к. оно наибольшее.