|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Обработка на хонинговальных станках
Хонингованием обрабатываются в основном цилиндрические отверстия как сквозные, так и глухие диаметром 2 и более мм с отклонениями от цилиндричности в пределах 5 мкм и с шероховатостью обработанной поверхности до Р =0, 08 мкм. Первоначально этот процесс служил окончательной обработки цилиндров двигателей внутреннего сгорания. Типовыми деталям, подвергаемыми хонингованию, являются орудийные стволы, гидравлические.цилиндры, подшипники, гильзы цилиндров. Схема движения абразивных зерен при хонинговании показана на рис. 38.
Рис. 38. Схема движения абразивных зерен при хонинговании
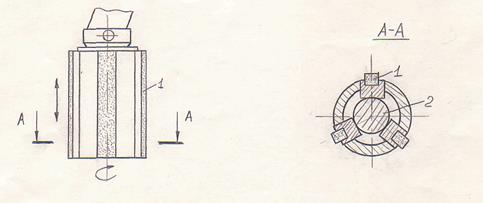
Преимуществом процессов хонингования по сравнению с шлифованием является меньшая шероховатость обработанной поверхности. Кроме того, после хонингования на обработанной поверхности образуется благоприятный микрорельеф для удержания смазки, что способствует снижению износа пар. Инструмент хонингования состоит из корпуса, в котором закреплены абразивные бруски к обрабатываемой поверхности (рис 39.).
Рис. 39. Конструкция инструмена хона Радиальное перемещение 1 сообщается от механизма разжима бруска с помощью конуса 2. Благодаря особой конструкций хон самоустанавливается по оси отверстия. Хонингование обычно производят с вертикальным расположением оси отверстия для исключения влияния массы головки на точность обработки. Хон совершает вращательное и возвратно-поступательное движение, в следствие этого, на обрабатываемой поверхности образуется косая мелкая сетка штрихов рисок от абразивных зерен (рис. 40).
Рис. 40.Траектории абразивных зерен при хонинговании Давление брусков па обрабатываемую поверхность порядка 10 кг/см2, Значения давлений позволяют вести обработку в режиме самозатачивания. Скорость резания при хонинговании порядка 60 м/мин. Хонингование производится с обильной подачей COЖ, которая помимо смазки и охлаждения, смывает продукты отхода. При обработке стали и чугуна в качестве СОЖ применяют чистый керосин или керосин с добавками минеральных масел. Количество брусков в хонинговальной головке зависит от размера обрабатываемого отверстия. Обычно применяется головки с 2-3 брусками для отверстий малого диаметра ж до брусков для большего диаметра. Длина абразивных брусков принимается, приблизительно равной половине глубины обрабатываемого отверстия. Перебег брусков составляет примерно четверть их длины. Угол скрещивания штрихов обработки для обеспечения малой шероховатости обработанной поверхности быть в пределах 40 - 70°. Характеристики применяемых хонинговальных станков приведены в табл. 18. Таблица 18.Технические характеристики вертикально-хонинговальных станков
Конструктивное устройство хонинговального доводочного станка показано на рис. 41.
Рис. 41. Хонинговальный станок. 1 – станина, 2 – стол, 3 – бабка изделия, 4 – хон, 5 - инструментальная бабка, 6 – коробка скоростей, 7 – пульт управления, 8 – электрошкаф, 9 – насосная станция.
Суперфиниширование Суперфиниширование - это процесс отделочной обработки мелкозернистыми колеблющимися брусками в сочетании с вращательными и возвратно-поступательными движениями. Суперфиниширование обеспечивает повышение точности размера /не формы/ i и получение зеркальной поверхности.
Рис. 42. Кинематика суперфиниширования При суперфинишировании наружных цилиндрических поверхностей рабочее движение брусков 1 относительно вращающейся детали 2 складывается из 3-х движений: коротких осциллирующих движений с частотой до 3000 дв. ход/мин и длинной хода вращения детали и возвратно-поступательного движения головки с брусками вдоль обрабатываемой детали. Суперфиниширование применяют для улучшения качества поверхностного слоя и удаления дефектов, возникающих на предыдущих операциях. При обработке инструментом или шлифовании, на поверхности остается дефектный слой, вызванный сильной деформацией металла и действием высокой температуры. Суперфиниширование, выполняемое на " мягких" режимах приводит к удалении дефектного слоя и увеличению износостойкости обработанной поверхности. В процессе обработки происходит интенсивное срезание верхних гребешков. Кроме того, суперфиниширование очищает поверхность от внедренных в нее абразивных зерен. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 114; Нарушение авторского права страницы