|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор методов обработки и оборудования
С учетом характеристик показателей конструктивно-технологических свойств материалов, составляющих пакет изделия, выбираются технологические режимы обработки изготавливаемого изделия. Режимы склеивания и ВТО представлены в таблицах 9, 10. Таблица 10. Режимы склеивания деталей и узлов одежды с клеевыми прокладочными материалами.
Таблица 11.
Технические требования к ручным стежкам и строчкам
Таблица 12. Технические требования к машинным строчкам.
Таблица 13. Подбор швейных игл и ниток
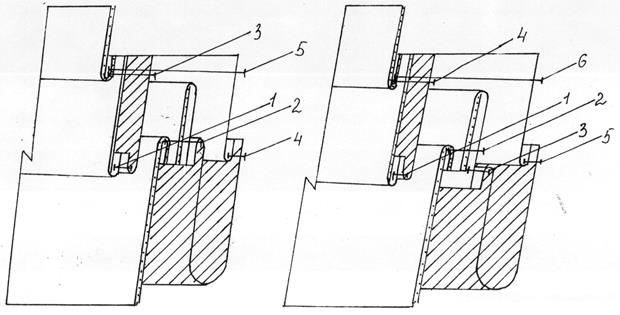
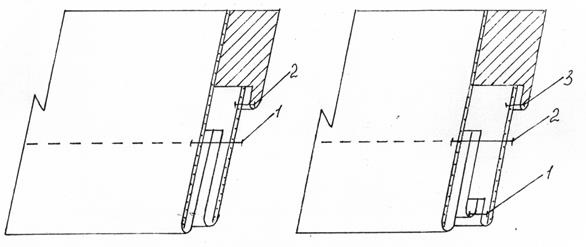
Методы обработки определяют уровень качества изготовленных изделий и их экономическую эффективность. При выборе методов обработки были учтены следующие факторы: вид и класс услуг (изготовление одежды в ателье первого разряда), применяемое оборудование, выбранные основные, прикладные и скрепляющие материалы. Методы обработки всех узлов представлены, в виде сборочных схем с указанием последовательности выполнения операций. Для каждого узла представлено два метода обработки. Справа - более прогрессивный (рис. ). Для выбранных методов обработки узлов составлена технологическая последовательность обработки Для обработки кармана с клапанами разработана организационно-технологическая карта, которая представлена на листе графической части При выборе оборудования для изготовления разрабатываемой модели учитывалась степень универсальности, характеризующая возможность выполнения нескольких операций на одном виде оборудования. Характеристика выбранного оборудования представлена в таблицах В конце раздела приведен расчет экономической эффективности проектируемых мероприятий по узлам изделия Таблица 14. Характеристика гладильных столов и утюгов
Таблица 15. Характеристика швейных машин
Совершенствование методов обработки осуществляется за счет внедрения современных прокладочных материалов, технологичных конструкций деталей, замены оборудования на более современное, замены ручных операций машинными и т.д. Сравнивание методов обработки узлов представлено в таблице 16.
Эффективность проектируемых методов обработки оценивают по сокращению затраты времени, повышению производительности труда и степени механизации обработки узла. Сокращение затраты времени, 5, 87 %, рассчитывается по формуле:
Рз.в.=(Тс-Тп)/Тс*100 где. Тс - затрата времени по узлу при существующем, т.е. менее производительном способе обработке, мин. Тп - затрата времени по узлу при проектируемом т.е. более производительном способе обработке, мин.
Повышение производительности труда, %, рассчитывают по формуле: Рп.т..=(Тс-Тп)/Тп*100.
Степень механизации обработки узла, %, определяют путем расчета процента механизированных работ при данных методах обработки узла; Рм=Тм/Тобщ*100, где, Тм - затрата времени на неделимые механизированные операции при обработке узла, мин., Тобщ - общая затрата времени на обработку узла, мин.
Для расчета эффективности проектируемых методов обработки изделия применяем формулы, приведенные ранее. Из технологической последовательности принимаются затраты времени: Тс=546, 231 минут, Тп=515, 661 минут Рз.в.= (546, 231-515, 661) /546, 231 * 100 = 5, 87% Рп, т.= (546, 231-515, 661) /515, 661 * 100 = 6, 23%
Получаем, что применение более производительного оборудования и замена ручных работ машинными - привело к сокращению затрат времени при выполнении технологических операций на 5, 87%, а производительность труда составила 6, 23%.
Рис 3. Обработка прорезного кармана с клапаном и одной обтачкой
Рис. 4 Обработка накладного кармана
Рис. 5 Обработка потайной застежки
Рис. 6 Обработка кокетки
Рис. 7 Обработка застежки замком – молнией
Для подведения итогов на изготовление условного изделия приводится расчет эффективности проектируемых мероприятий по узлам и всему изделию. Для этих целей проведен расчет повышения производительности труда, сокращения затраты времени и вычислена степень механизации обработки.
Результаты показали, что рост производительности труда составил 6, 23%, затраты времени сокращены на 5, 87%,. степень механизации обработки равен 38, 89%.
Расчет эффективности проектируемых мероприятий приведен в таблице 16. Таблица 16. Расчет эффективности проектируемых мероприятий
Предварительный расчет швейного цеха. Исходные данные для проектирования швейного цеха.
Исходной технологической информацией для проектирования швейного цеха является технологическая последовательность изготовления условного изделия и его трудоемкость. Из таблицы эффективности трудоемкость старая Тст равна 561, 361 мин., трудоемкость прогрессивная Тн равна 530, 791 мин. Так как организация труда в ателье несколько ниже, чем предусмотрено в типовых нормах времени, трудоемкость изготовления изделий на предприятии выше, чем Тн1, поэтому вводится поправочный коэффициент.
Тс1 = Тс + Тбр = 601, 863+15, 13 = 616, 993 (мин) Тн1; =Тн +Тбр = 515, 661 +15, 13 = 530, 791 (мин) Кп =Тотр / Тс1 = 13, 4/10, 28=1, 3 Таблица 17. Сводная таблица трудоемкости
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-16; Просмотров: 384; Нарушение авторского права страницы