|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Система управления производством Kanban.
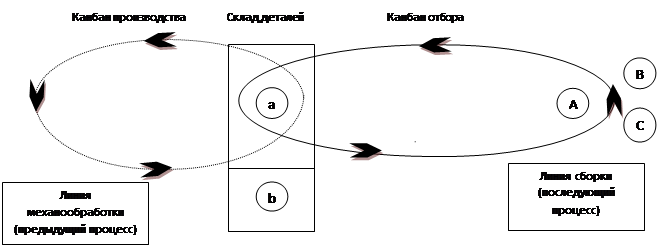
Многие считают, что производственная система Тойоты JIT и знаменитая системa Kanban одно и то же, однако это совсем не так. Производственная система Тойоты - группы практических методов производства, а система Kanban - метод управления, обеспечивающий производство «точно-в-срок», другими словами, информационная система, позволяющая проводить «тонкую настройку» времени и объемов производства. Другими словами «Канбан» - это метод управления производством в среде Just-in-time, использующий для управления движение материалов физические объекты - стандартную тару или стандартные размеры партии, каждую из которых сопровождает специальная карточка - канбан ( в переводе с японского canban- карточка). Это система вытягивания, в которой рабочие центры сигнализируют при помощи карточек или других знаков о своем намерении получить материалы (изделия) с предыдущих (подающих) операций или от поставщиков.[19] Карточки Канбан - это технологические карты производства, отражающие схему создания товара или услуги и реально применяемые при этом производстве. В " карточке" указывается сколько, чего и у кого берется для получения " готового" (для данного участка) товара из " сырья" " поставщиков". Это индикатор, которые должен привлекать внимание. Канбаны так же могут иметь различные формы и размеры. Как правило, это прямоугольные карточки, вставленные в длинные пластиковые конверты. Данная система используется как система ежедневных индикаторов производства и формирования инструкций, которые эффективно реализуют концепцию JIT. Центральную роль играет ежемесячный график производства, поскольку он позволяет достаточно точно определить требования к производству на следующий месяц. Кроме того, составляется ежемесячный график для каждого производственного процесса и поставщика узлов. График производства для всей компании составляется с помощью компьютерной обработки огромного количества данных и следует идеологии «выталкивающего» производства. Однако конкретные инструкции для каждого процесса производства составляются на сборочной линии. Затем посредством системы канбан они поднимаются «вверх» по этапам производственного процесса, чтобы обеспечить поступление на сборочную линию только нужных деталей, только в необходимом количестве и только тогда, когда надо (принцип вытягивающего производства).[20] Существуют два основных типа карточек: канбан отбора (withdraw kanban) и канбан производства (production kanban). Канбан отбора указывает число изделий, которые с одного процесса должны перейти на следующий. Канбан производства указывает, какие изделия надо сделать на предыдущем процессе и в каком количестве. Карточки канбан могут циркулировать не только в пределах заводов компании, но и между заводами и многочисленными поставщиками узлов и деталей, а так же внутри заводов-поставщиков. Проиллюстрируем сущность работы системы на следующем примере. Например, сборочная линия делает три модели автомобиля - А, B и С. Детали a и b изготавливаются на предыдущем этапе на линии механической обработки (рис. 2).
Рисунок 2. Движение двух типов карточек канбан.[21]
Как только детали изготовлены, они поступают на склад, расположенный позади сборочной линии. Каждая партия деталей содержит канбан поставки, поступающий от сборочной линии. Рабочий приносит канбан отбора со сборочной линии, настроенной на сборку автомобиля модели А, на линию механической обработки, что бы забрать нужное число деталей а. В пункте приемки склада деталей рабочий: 1) меняет канбан отбора на контейнеры, содержащие требуемое число деталей а, указанное в канбане; 2) удаляет канбаны производства, прикрепленные к контейнерам с деталями, и 3) возвращается на сборочную линию с контейнерами с деталями. Удаленные канбаны производства остаются в пункте приемки склада деталей линии механообработки. Поскольку они отражают тот запас деталей, который отобран и должен быть восполнен, здесь они превращаются в производственные заказы для линии механообработки. Следует помнить: не каждый контейнер с деталями приходится один канбан производства. На самом деле процесс выглядит не так просто, поскольку в реальных заводских условиях линия механообработки постоянно получает канбаны производства для пополнения запасов как деталей а, так и деталей b. Тем не менее беспорядка не возникает. Линия механообработки просто отвечает на требования канбанов производства в том порядке, в котором они поступают. Планово-диспетчерская служба (ПДС) при этом выполняется следующие функции общего планирования выпуска готовой продукции: - на основе основного производственного плана ПДС определяет вид карточек (пустых контейнеров) для конкретных видов готовой продукции; - определяется количество карточек (контейнеров), т.к. от этого зависит темп производства. Количество карточек для каждого изделия определяется по следующей формуле: N={D× L× (1+α )}/ a, Где N – количество карточек канбан или пустых контейнеров; D - спрос на изделие в единицу времени; L - время производства или доставки; α - емкость контейнера; а - страховой фактор (в процентах).[22] Простая идея (использование физического визуального сигнала для пополнения запаса) теперь превращается в систему управления производством изделий. Объем производства изделий определяется не только степенью использования в основном производстве, но и количеством вернувшихся в цех карточек. В случае увеличения объемов производства (или при повышении коэффициента использования данного компонента) количество находящихся в обращении карточек должно быть увеличено, а при снижении объемов производства - наоборот, уменьшено. Вот почему метод Канбан эффективен ровно настолько, насколько эффективна система управления лежащая в его основе. Как только созданы все предварительные условия для системы канбан (такие как рациональная разработка производственных процессов, стандартизация операций и выравнивание производства), вводятся предварительные канбаны как основа для дальнейшего внедрения полноценной системы «точно-в-срок». |
Последнее изменение этой страницы: 2020-02-16; Просмотров: 209; Нарушение авторского права страницы