|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Анализ технологичности детали. (качественный)
(качественный) 1. Материал достаточно дорогой и дефицитный, поэтому требует рационального использования. 2. Возможно применение толстостенных труб. Они позволяют снизить материалоёмкость 3. Площадь обрабатываемой поверхности желательно снизить, хотя конструкция детали достаточно упрощена. 4. Проставляем допуски и шероховатость в соответствии с назначением поверхности, учитываем минимально допускаемые размеры. 5. Крепление детали надежное при обработке. Она лишена необходимых степеней свободы. 6. Некоторые поверхности можно обрабатывать на проход, что снижает время обработки детали. 7. Фаски и прочие конструктивные элементы проставлены на чертеже полностью. Наличие их необходимо при сборке. 8. Все поверхности доступны для обработки. Обеспечивается доступный вход и выход инструмента. (количественный) Анализ по материалоёмкости:
Мз.р масса принятой заготовки; Мз.з. масса заводской заготовки;
Анализ по шероховатости:
А – кол-во поверхностей с Ra менее 12, 5 в предлагаемом варианте; Б - кол-во поверхностей с Ra менее 12, 5 в существующем варианте;
Анализ по точности:
С- кол-во размеров детали имеющих точность выше 14 кв в предлагаемом варианте; Д- кол-во размеров детали имеющих точность выше 14 кв в существующем варианте;
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Выбор, обоснование и описание метода получения заготовки
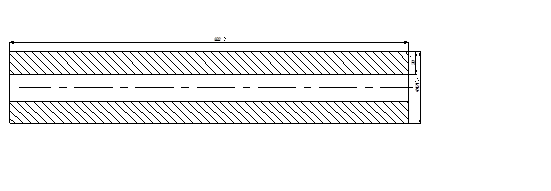
Выбор вида исходной заготовки и способа ее получения коренным образом влияет на технологию изготовления детали. От него зависит также расход материала, себестоимость изготовления детали и изделия в целом. При решении этого вопроса следует стремиться к тому, чтобы форма и размеры исходной заготовки были максимально близки к форме и размерам готовой детали, хотя это и приводит к увеличению стоимости заготовки. Руководствуясь рабочим чертежом детали и выше сказанным, выбираю заготовку - трубу бесшовную горячекатаную Ø 121х38 ГОСТ 9567-75. Описание метода получения заготовки. При производстве горячекатаных труб имеются две главные операции: прошивка заготовки в гильзу и раскатка гильзы в трубу. Для операции прошивки в основном используют процесс поперечно - винтовой прокатки, осуществляемый двумя или несколькими волками, вращающимися в одну сторону, поверхности которых сближаются в направлении оси заготовки. При этом заготовка получает осевое перемещение за счёт сил трения, возникающих на контактной поверхности валков, оси которых наклонены под некоторым углом ( угол подачи) к оси заготовки. Угол перекоса валков составляет 5-17° и поэтому осевое перемещение заготовки за каждый оборот невелико. Невелико также и обжатие заготовки по диаметру за полуоборот. Вследствие этого поперечно – винтовая прокатка протекает в условиях неравномерной деформации по диаметру и длине заготовки, что вызывает в центральной области очага деформации напряжённое состояние, близкое к объёмной схеме растяжения. Центральная часть заготовки деформируется вынужденно под действием периферийных обжимаемых слоёв. Всё это делает возможным прошивку отверстия в заготовке при относительно небольшой величине усилия прошивки. При достижении критической степени деформации возможно самопроизвольное раскрытие полости под действием растягивающих напряжений. Процесс прошивки с помощью неподвижной оправки ведут таким образом, чтобы не допускать критическую величину обжатия.
2.2 Расчёт общих припусков, определение размеров заготовки
Исходя из того, что заготовка труба, то общие припуски на её изготовление регламентируются ГОСТом 9567-75 « Трубы стальные прецизионные» Горячекатаные трубы изготавливают: немерной длины от 4 до 12 м; мерной длины от 4 до 8 м; длины, кратной мерной, - до 8 м с припуском на каждый рез 5 мм; Предельные отклонения по длине труб мерной и кратной мерной длины должно быть +15мм. Предельные отклонения труб не должны превышать: · по наружному диаметру ±0, 35мм- при Ø до 50 мм, ±0, 8 %- при Ø более 50 до 219 мм, ±1, 0% - при Ø более 219 мм, · по толщине стенки ±10% - при толщине стенки до 15 мм, ±8% - при толщине стенки более 15 мм, Трубы изготавливаются по наружному диаметру и толщине стенки. Овальность и разностенность труб не должны выводить размеры труб за предельные отклонения по наружному диаметру и толщине стенки. Кривизна труб на участке длиной 1 метр не должна превышать 1, 5 мм
|
Последнее изменение этой страницы: 2020-02-16; Просмотров: 182; Нарушение авторского права страницы
 = К м
= К м = 0, 68
= 0, 68 = К ш
= К ш = 0, 63
= 0, 63 = К т
= К т = 1
= 1