|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет припусков на линейные размеры размерным анализом ⇐ ПредыдущаяСтр 4 из 4
Для определения оптимального соотношения размеров одной или нескольких деталей, входящих в сборочный узел, проводят размерный анализ, предварительно построив размерные цепи. Существует несколько методов решения задач размерного анализа в условиях полной и неполной взаимозаменяемости. В приведенных ниже расчетах использован такой распространенный метод, как расчет на максимум - минимум ( он обеспечивает полную взаимозаменяемость ). Для того, чтобы погрешность узла была минимальной, при проектировании и изготовлении деталей надо стремиться к минимальному числу звеньев, т. е. соблюдать принцип кратчайшей цепи. Данный метод решения достаточно трудоемок, но точен при нахождении неизвестных звеньев цепей. При нахождении припусков из операционных цепочек используются сразу два метода решения поставленной задачи: расчетно-аналитический и расчет на максимум – минимум, что дает более точные результаты, чем при использовании лишь одного метода – расчетно-аналитического.
Z051=З2–В21 Z0530=З– В22– З2+В21 Z1010= В22–В21– В19 Z1016=В22–В17–З3–В21 Z1523= З4+В21–В15 Расчет цепей: 1) К15=В22–В6 К15ном=В22ном–В6ном 1=285– В6ном В6ном=284 К15max=В22max–В6min 1, 2=285–В6min В6min=283, 8 К15min =В22min –В6max 0, 8=284, 9–В6max В6max=284, 1 В6= 2) К1=В22–В14 К1ном=В22ном–В14ном 1=285– В14ном В14ном=284 К1max=В22max–В14min 1, 2=285–В14min В14min=283, 8 К1min =В22min –В14max 0, 8=284, 9–В14max В14max=284, 1 В14= 3) К5= В22–В20 К5ном=В22ном–В20ном 30=285– В20ном В20ном=255 К5max=В22max–В20min 30, 52=285–В20min В20min=254, 48 К5min =В22min –В20max 30=284, 9–В20max В20max=254, 9 В20= 4) К7ном=В22ном–В19ном 75=285– В19ном В19ном=210 К7max=В22max–В19min 75, 14=285–В19min В19min=209, 86 К7min =В22min –В19max 75=284, 9–В19max В19max=209, 9 В19= 5) К9= В22–В8 К9ном=В22ном–В8ном 115=285– В8ном В8ном =170 К9max= В22max–В8min 115, 87=285– В8min В8min =169, 13 К9min =В22min–В8max 115=284, 9–В8max В8max =169, 9 В8= 6) К11= В22–В17 К11ном=В22ном–В17ном 140=285– В17ном В17ном=145 К11max=В22max–В17min 141=285–В17min В17min =144 К11min =В22min–В17max 140= 284, 9–В17max В17max=144, 9 В17= На технологический размер В17 ужесточаем допуск, т.к. он участвует еще в одной размерной цепи К10= В17–В7, где допуск на размер К10=0, 4. В17=
7) К10= В К10ном=В17ном–В7ном 2=145– В7ном В7ном=143 К10max=В17max–В7min 2, 2=144, 9–В7min В7min =142, 7 К10min =В17min–В7max 1, 8= 144, 6–В7max В7max=142, 8 В7=
8) К12= В К12ном=В15ном–В3ном 2=207– В3ном В3ном=205 К12max=В15max–В3min 2, 2=207–В3min В3min =204, 8 К12min =В15min–В3max 1, 8= 206, 8–В3max В3max=205 В3=
9) К16= В К16ном=В22ном–В4ном 53=285– В4ном В4ном=232 К16max=В22max–В4min 54, 9=285–В4min В4min =230, 1 К16min =В22min–В4max 53=284, 9–В4max В4max=231, 9 В4=
10) Z1010= В22–В21– В19 В уравнении неизвестны Z1010 и В21. Определим минимальное значение припуска как Z1010=Rzi-1+h , где Rzi-1 – шероховатость на предшествующем переходе; Rzi-1=160 мкм h – глубина дефектного слоя; h=200 мкм. Z1010min=160+200=360 мкм Z1010min= В22min – В21max – В19max 0, 36=284, 9– В21max – 209, 9 В21max =74, 64 Допуск на В21 берем 0, 62
Z1010ном= В22ном–В21ном–В19ном Z1010ном= 285–74, 2–210 Z1010ном=0, 8 Z1010max= В22max–В21min –В19min Z1010max=285–74, 02–209, 86 Z1010max=1, 12 Z1010= 11) Z051=З2–В21 Определим минимальное значение припуска как Z051=Rzi-1+h , где Rzi-1 – шероховатость на предшествующем переходе; Rzi-1=160 мкм h – глубина дефектного слоя; h=200 мкм . Z051min=160+200=360 мкм Z051min= З2min –В21max 0, 36= З2min–74, 64 З2min=75 Допуск на З2 по ГОСТ берем 1, 4
Z051ном= З2ном –В21ном Z051ном=75, 5–74, 2 Z051ном=1, 3 Z051max= З2max –В21min Z051max=76, 4–74, 02 Z051max=2, 38 Z051= 12) Z0530=З– В22– З2+ В21 Z0530= Z051= Z0530min=160+200=360 мкм Z0530min=Зmin– В22max– З2max+ В21min
Зmin=287.74 Допуск на З по ГОСТ берем 2.2
Z0530ном=З ном – В22 ном – З2 ном + В21 ном Z0530ном=288–285–75.5+74.2 Z0530 ном =1.7 Z0530max= Зmax–В22min– З2min+ В21max Z0530max=289.94–284, 9–75+74.64 Z0530max=4.68 Z0530= 13) Z1523= З4+В21–В15 Определим минимальное значение припуска как Z1523=Rzi-1+h , где Rzi-1 – шероховатость на предшествующем переходе; Rzi-1=160 мкм h – глубина дефектного слоя; h=200 мкм. Z1523min=160+200=360 мкм Z1523min=З4min+В21min–В15max 0, 36=З4min+74, 02–207 З4min=133, 34 Допуск на З4 берем 2.0
Z1523ном=З4ном+В21ном–В15ном Z1523ном=134+74, 2–207 Z1523ном=1, 2 Z1523max=З4max+ В21max–В15min Z1523max=135, 34+74, 64–206, 8 Z1523max=3, 18 Z1523= 14) Z1016=В22–З3–В21–В17 Определим минимальное значение припуска как Z1016=Rzi-1+h , где Rzi-1 – шероховатость на предшествующем переходе; Rzi-1=160 мкм h – глубина дефектного слоя; h=200 мкм. Z1016min=160+200=360 мкм Z1016min=В22min–В21max–З3max–В17max В17= 0, 36= 284, 9–74, 64–З3max–144, 9 З3max=65 Допуск на З3 берем 1.9
Z1016ном=В22ном–В21ном–З3ном–В17ном Z1016ном=285–74, 2–64–145 Z1016ном=1, 8 Z1016max=В22max–В21min–З3min–В17min Z1016max=285–74, 02–63, 1–144, 6 Z1016max=3, 28 Z1016= Выбор СОЖ
Применение СОЖ при обработке стали 40Х резанием.
МР-1у ТУ 381017317-80: Используют на станках-автоматах при точении, сверлении, фрезеровании, резьбо- и зубонарезании, протягивании углеродистых легированных и жаропрочных сталей. ОСМ-5 ТУ38УССР2-01-249-76: Применяют при зубообработке, сверлении, резьбонарезании, точении, развертывании и шлифовании углеродистых и легированных сталей.
Сводная таблица нормирования времени обработки
Вывод по проекту Считаю, что поставленная задача выполнена успешно. Стремление получить оптимальный технологический процесс обработки детали типа червяк в условиях крупносерийного производства в ходе курсового проектирования по технологии машиностроения достигнут. Подобрано соответствующее оборудование с установлением рациональных режимов резания и технологически обоснованных норм времени, режущий и измерительный инструмент. Тщательным образом проработана технологическая карта. Произведен расчет припусков несколькими способами: расчетно-аналитическим методом, размерным анализом, с использованием ГОСТа. Проделанная работа позволила закрепить и применить полученные знания по курсам: Технология машиностроения; Метрология, стандартизация, сертификация; Режущий инструмент. Список литературы 1. Амиров И.М. Штамповка на горизонтально-ковочных машинах. – М.: Государственное научно-техническое издательство машиностроительной литературы, 1961 г. 2. Анурьев В.И. Справочник конструктора-машиностроителя в 3-х т. – М.: Машиностроение, 1982 г. 3. Венгловская Н.А. Методическая разработка домашних заданий по дисциплине “Технология машиностроения”.– Свердловская область, г. Лесной, МИФИ-3, 1997 г. 4. ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. 5. Данилевский В.В. Технология машиностроения. – М.: Высшая школа, 1963г. 6. Зайцев С.А. Допуски, посадки и технические измерения в машиностроении. – М.: ACADEMIA, 2002 г. 7. Косилова А. Г., Мещеряков Р. К., Калинин М.А. Точность обработки, заготовки и припуски в машиностроении. Справочник технолога. М., Машиностроение, 1976 г. 8. Курсовое проектирование по технологии машиностроения. Под общей ред. А.Ф.Горбацевича. – Минск: Вышэйшая школа, 1967 г. 9. Мельников Н.Ф. и др. Технология машиностроения. – М.: Машиностроение, 1965 г. 10. Металлорежущие станки. В 2х томах. Под ред. Н.С. Ачеркана. – М.: Машиностроение, 1965 г. 11. Проектирование металлорежущих станков и станочных систем. Справочник-учебник в 3х томах. Под ред. А.С. Проникова. – М.: Машиностроение и МГТУ им. Н.Э. Баумана, 1995 г. 12. Производство зубчатых колес. Справочник. Под ред. Б.А.Тайца. – М.: Машиностроение, 1975 г. 13. Радкевич Я.М. и др. Расчет припусков и межпереходных размеров в машиностроении.– М.: Высшая школа, 2004 г. 14. Режимы резания металлов. Справочник. Под ред. Ю.В.Барановского. Изд. 3-е, переработанное и дополненное. – М.: Машиностроение, 1972 г. 15. Справочник технолога-машиностроителя. В 2-х т. Под ред. А. Г. Косиловой и Р. К. Мещерякова. 4-е изд., перераб. и доп. – М.: Машиностроение, 1986 г. 16.Стружестрах Е.И. Справочник нормировщика-машиностроителя в 2х томах. – М.: Машиностроение, 1961 г. 17. Суслов А.Г. Технология машиностроения. – М.: Машиностроение, 2004 г. 18. Технологичность конструкций. Под ред. Ананьева С. Л. И Купровича В. П. – М.: Машиностроение, 1969 г. 19. Технология машиностроения. Под ред. Гусева А.А. – М.: Машиностроение, 1986 г. 20. Технология металлов и других конструкционных материалов. Под ред. Н.П.Дубинина. Изд. 2-е, переработанное и дополненное. – М.: Высшая школа, 1969 г. 21. Штамповка на молотах, фрикционных и гидравлических прессах. Под общей ред. П.В. Камнева, А.П. Атрошенко. – Л.: Машиностроение, 1981г.
ТМ-53.01101.08012 | Лист 1 | Листов 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Разраб. | Сабиров А.Р. |
|
|
МИФИ |
МИФИ КП 0312.00.000 |
ТМ-53.01101.08012 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
Червяк | П |
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Н.контр |
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сталь 40Х ГОСТ 4543-71 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| Код | ЕВ | МД | ЕН | Н.расх. | КИМ | Код загот. | Профиль и размер | КД | МЗ |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| кг 1.5 |
Штамповка ГОСТ 7505-89 | Вал Æ =42 мм l=285 мм | 1 2, 25 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
Цех | Уч. | РМ | Опер. | Код, наименование операции | Обозначение документа | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тп.з. | Тшт. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
|
| 00 | Заготовительная |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б |
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
|
| 05 | Фрезерно-центровальная | 17 | 0.641 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б |
|
|
|
МР-71 |
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
|
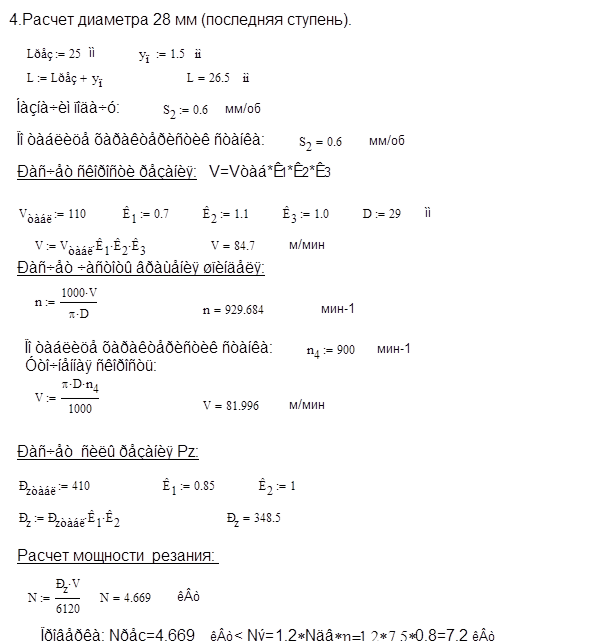
| 10 | Токарно-копировальная чистовая |
| 10 | 0, 904 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
|
|
| черновая |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б |
|
|
|
НТ 502 М |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
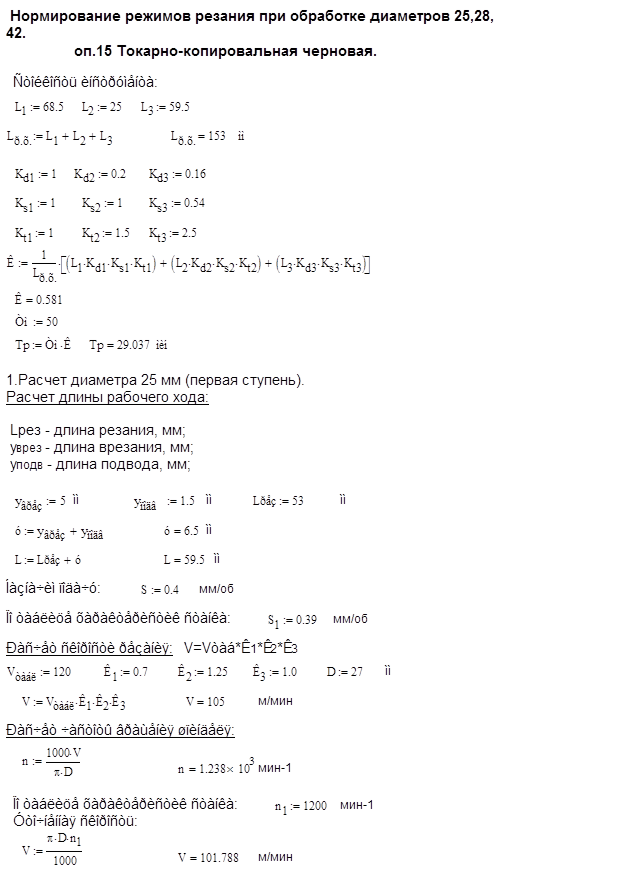
|
| 15 | Токарно-копировальная |
| 10 | 1, 055 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
|
|
| черновая |
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б |
|
|
|
НТ 502 М |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
|
| 20 | Термическая обработка |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б |
|
|
| Печь |
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МК | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
| ГОСТ 3.1118-82 форма 1б |
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||
| Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||
| Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||
|
| 3ТМ-53.01101.08012 | Лист 2 | Листов 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
МИФИ КП 0312.00.000 |
ТМ-53.01101.08012 | |||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
Цех | Уч. | РМ | Опер. | Код, наименование операции | Обозначение документа | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б | Код, наименование оборудования | СМ | Проф. | Р. | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тп.з. | Тшт. | ||||||||||||||||||||||||||||||||||||||||||||||||
К/М 
| Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. Расх. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| А | 25 | Центрошлифовальная | 13 | 1, 92 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б |
|
3922 |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
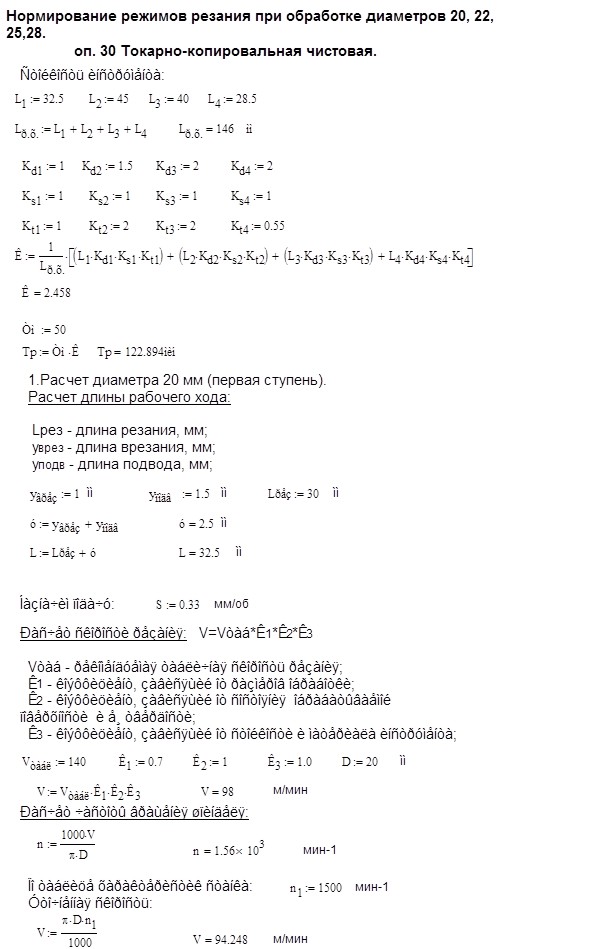
| А | 30 | Токарно-копировальная | 12 | 1, 444 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
| чистовая |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б |
|
НТ 502 М |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А | 35 | Токарно-копировальная | 12 | 1, 867 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| А |
| чистовая |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б |
|
НТ 502 М |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-16; Просмотров: 62; Нарушение авторского права страницы
 0, 2
0, 2
 –В
–В 








 –В
–В 
 0, 2
0, 2
 –В
–В 












 –В
–В