|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологии изготовления изделий из стеклаСтр 1 из 4Следующая ⇒
Строение стекла Основной особенностью, отличающей стекло от других материалов, является его структура, а также химические вещества, входящие в его состав. Все вещества в твердом состоянии имеют либо упорядоченную кристаллическую решетку (металлы), либо неупорядоченную структуру (янтарь, оргстекло, стекло). В последнем случае отдельные упорядоченные группы несимметрично связаны между собой. Такую структуру еще называют сетчатой. При быстром охлаждении некоторые вещества, например, кремнезем Si02, переходят в стеклообразное состояние. Расплавы этих веществ обладают большой вязкостью и так быстро загустевают, что атомы не успевают выстроиться в правильную кристаллическую структуру и располагаются беспорядочно, что характеризует стеклообразное состояние вещества. Однако подобное хаотическое расположение атомов и молекул - главный признак жидкости (или газа). Поэтому стекло еще называют переохлажденной жидкостью. Считается, что любое вещество может образовать стекло, будучи охлажденным настолько быстро, чтобы не оставалось времени для перестройки структуры в кристаллическую (в т.ч. металлы). Однако состояние переохлажденной жидкости неустойчиво: как только атомы стекла получают возможность (например, при нагревании) сдвинуться с занимаемых ими случайных мест, они приходят на свои постоянные позиций, образуя геометрически правильную структуру: стекловидное вещество превращается в кристаллическое. Свойства кристаллического вещества зависят от конфигурации кристаллов и в различных направлениях неодинаковы. Иначе говоря, кристаллы анизотропны. Стекловидное вещество, напротив, изотропно, т.е. его свойства (если только не касаться его микроструктуры) во всех направлениях одинаковы. Кристаллы характеризуются строго фиксированной температурой плавления, выше которой кристаллическое вещество в процессе плавления не нагревается, несмотря на непрекращающийся подвод теплоты. Это объясняется тем, что при нагревании кристаллов до плавления правильная кристаллическая структура разрушается. При этом вся подводимая теплота расходуется не на нагрев, а на разрушение структуры. В отличие от других материалов стеклу не свойственна какая-либо определенная температура плавления, — для стекла того или иного состава может быть установлена лишь температура начала размягчения. Например, при местном нагреве острым пламенем газовой горелки свинцового стержня с него по достижении температуры плавления упадет капля расплавленного свинца, а в зажимах останутся 2 половинки стержня. Иначе поведет себя стеклянная палочка — она начнет U-образно выгибаться и провисать все длиннее и длиннее вниз. На этой особенности стекла основаны многие технологии получения художественных изделий при его нагревании.
Компоненты стекла Большое влияние на свойства стекла оказывает и его химический состав, который определяется составом смеси сырьевых материалов (шихты). Сырьевые материалыдля производства стеклоизделий делят на две группы: основные и вспомогательные. Основные материалы содержат вещества, образующие основу стекла и определяющие его свойства, вспомогательные представляют собой вещества, которые вводятся для изменения характеристик стекла и ускорения процесса стекловарения (красители, обесцвечиватели, глушители, окислители и восстановители, ускорители варки или плавни и модификаторы свойств). К основным веществам относят стеклообразователи. Стекло может содержать один или несколько стеклообразователей. Идентификация стекла осуществляется на основе родового названия таких компонентов. Например, если главным стеклообразователем является Si02, то стекло называют силикатным. Если в дополнение к нему в стекле присутствует значительное количество В2О3, то стекло называют боросиликатным. Красители вводят в шихту для окраски стекла: в зеленый цвет – соединения хрома, железа; в синий и голубой цвет – соединения кобальта, меди; в фиолетовый цвет – соединения марганца, никеля, ниодима; в желтый цвет – соединения кадмия, серебра, церия, титана, урана; в красный и розовый цвета – соединения меди, селена, золота, эрбия, элементарные селен и золото. Обесцвечиватели, наоборот, вводят для нейтрализации нежелательной окраски. Обесцвечивание стекла основано на ослаблении цветового оттенка (химическое обесцвечивание) и нейтрализации цветового оттенка с помощью дополнительных цветов (физическое обесцвечивание). Глушение стекла создается за счет образования в стекле частиц, рассеивающих свет. Различают слабое (опалесцентное стекло), среднее (опаловые стекла) и интенсивное глушение (молочные стекла). Глушение вызывают кристаллы (фторидные стекла), области расслоения (фосфатные и специальные стекла), нерастворимые частицы, пузырьки газов. При варке стекла могут протекать окислительно-восстановительные реакции. И характер химической реакции зависит от количества кислорода. При избытке кислорода в зоне реакции наблюдается окислительная среда. Возможны два источника кислорода: 1) наличие в шихте веществ, которые, разлагаясь при варке стекла, выделяют кислород; эти вещества называются окислителями; 2) избыток воздуха (содержащего, как известно, 21% кислорода) сверх количества, необходимого для поддержания горения топлива. В качестве окислителей применяют натриевую и калиевую селитры: NaN03 и KN03. В тех же случаях, когда избыток кислорода в среде нежелателен вводят восстановители, поглощающие его (кокс, уголь и др.). Для снижения температуры варки, а, следовательно, ее ускорения, в шихту вводят плавни (Na2O, K2O, PbO). Их добавление снижает стоимость производства стекла, но ухудшает его свойства (в частности снижает химическую стойкость). Отрицательное влияние плавней устраняют путем добавления модификаторов (например, оксид алюминия или глинозем). И хотя модификаторы и несколько повышают температуру плавления, но они улучшают многие свойства стекла. По сравнению с плавнями модификаторы вводят в меньших количествах, поэтому их применение не приводит к существенному повышению температуры стекловарения. Таким образом, стекло – твердый аморфный прозрачный в той или иной области оптического диапазона (в зависимости от состава) материал, полученный при переохлаждении расплава, содержащего стеклообразующие компоненты и оксиды металлов. Для изготовления художественных изделий часто используют натриево-кальциево-силикатное стекло. Главным компонентом такого стекла является оксид кремния Si02, или кремнезем.
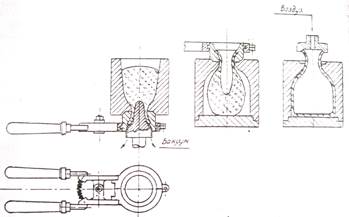
Технологии изготовления изделий в горячем состоянии Обработка давлением Прессование Прессованиебыло известно давно. Многие древнеегипетские стеклянные украшения были получены путем расплющивания размягченной стекломассы. Позднее этот способ был почти вытеснен выдуванием, а прессование применялось лишь для изготовления мелких изделий: бус, пробок, пуговиц и т. п. По одному из способов стекломасса набиралась из горшка на «железку» и с силой вдавливалась в форму. Полученное изделие (например, пробка для графина) отбивалось от железки, в случае необходимости оно подвергалось гранению или шлифовке. По второму способу кусочки стекла разогревали и прессовали в ручном штампе, напоминающем по внешнему виду клещи. В начале XIXв. в основном оформился современный принцип механизированного прессования изделий из вязкой стекломассы, набранной непосредственно из стекловаренной печи. На рис. 1 показаны основные формующие детали пресса.
Рис. 1. Стадии прессования стеклянного изделия
Горячая стекломасса подается в металлическую форму. Давлением пуансона (керна) из вязкой стекломассы в матрице формуется изделие. При этом кольцо герметично закрывает форму, обеспечивая равномерность распределения давления в форме, и, одновременно. Отпрессованное изделие выталкивается из формы поддоном. Таким образом, внутренняя полость матрицы образует наружную поверхность изделий, пуансон формует внутреннюю его полость, а горловое кольцо отделывает кромку, т.е. верхний край изделий. При изготовлении простых изделий (стакан, солонка) матрица выполняется цельной. Если же изделие имеет сложные очертания или рельефный рисунок на наружной поверхности, то прессование осуществляют в раскрывных пресс-формах, состоящих из двух, трех или четырех частей, соединенных шарнирами. Рисунок выполняется на внутренней поверхности. Следовательно, для прессованных изделий характерен более выступающий рельефный рисунок на поверхности, так как в металле формы легче прорезать линии и детали этого рисунка, чем снимать большие участки фона, оставляя некоторые элементы выпуклыми. При ручном прессовании рабочий набирает стекломассу на железный прут и подносит ее к прессу. Мастер отрезает над формой требуемую порцию стекломассы ножницами, закрывает форму горловым кольцом и ставит ее под пуансон, а рабочий осуществляет прессование вручную с некоторой выдержкой в форме, для того чтобы изделие окончательно затвердело и не деформировалось при извлечении пуансона из формы. Затем пуансон вынимают, форму выдвигали и с нее снимали горловое кольцо. Изделие можно извлечь из формы опрокидыванием последней, выталкиванием его снизу или раскрытием разъемной формы. Затем форма возвращается в исходное положение, а изделие относят на отжиг. Очевидно, что большая часть времени тратится на вспомогательные операции и производительность ручного пресса невелика. Этот способ прессования используют при изготовлении изделий (например, сувениров небольшими сериями) на настольном прессе. Стекло при этом разогревают в пламени стеклодувной горелки. Иногда на прессованных изделиях наблюдаются следующие дефекты: «кованая» (мятая) поверхность, обусловленная соприкосновением горячей стекломассы с холодным металлом пресс-формы; «швы», заметные на линиях разъема частей формы, и «заусенцы», т. е. острые стеклянные пластинки, выдавленные в зазор между матрицей и горловым кольцом или между неплотно пригнанными частями раскрывной формы. Для ликвидации указанных дефектов прибегают к оплавлению поверхности отпрессованных изделий высокотемпературным пламенем. Этот процесс называется отопкой. Дефекты исчезают благодаря самопроизвольному разглаживанию размягченного поверхностного слоя стекла под действием сил поверхностного натяжения. К конфигурации изделий предъявляются следующие требования. Полость изделий должна обеспечивать свободный выход пуансона из формы по окончании процесса прессования, следовательно, полость изделий может быть цилиндрической, призматической или суживающейся книзу. Внутренняя полость изделий не может иметь выступов и углублений, которые задерживали бы движение пуансона. Соприкасаясь с металлом, стекло в процессе прессования быстро твердеет, поэтому затруднено, а иногда невозможно производство изделий с высокими, а также с тонкими стенками. Прессование является точным, простым, производительным, а, следовательно, экономичным способом формования изделий. Точность прессования обеспечивает строгое соответствие серийных изделий авторскому образцу (модели). Отсутствие отходов при формовании гарантирует 100%-ное использование стекломассы, если пренебречь пробными оттисками при разогреве форм и незначительным боем изделий. Высокая производительность, а следовательно, дешевизна продукции характеризуют прессование как весьма эффективный производственный процесс. Прессование дает возможность получать монолитные, плоские и полые изделия, в том числе крупногабаритные и массивные. Внешняя конфигурация изделий может быть сложной и многообразной: легко получить изделия овальные, прямоугольные, прорезные, украшенные развитым рельефом, имеющие сквозные ручки и тому подобные элементы. Прессованием в раскрывных формах можно изготовить самые разнообразные изделия: посуду, декоративные вазы, рельефы и даже скульптуру. В некоторых случаях прессованием получают лишь предварительную заготовку изделия, которую затем снова разогревают и конфигурацию которой изменяют вручную с помощью различных инструментов. В процессе прессования в пресс-форму можно вводить, так же как и при ручном выдувании, несколько порций различных по цвету стекол, а также стеклянные цветные палочки, стеклоткань и т.п. Прокатка Способом прокатки изготовляют преимущественно листы довольно толстого стекла больших размеров, предназначенные для последующей обработки, например полировки, а также вырабатывают плиты из цветного глушеного стекла («марблита»), стекло с узорчатой поверхностью (орнаментное), армированное стекло, в толщу которого закатана металлическая сетка и т.д. Существует две разновидности прокатки стекла: во-первых, с помощью вала, катящегося по неподвижной плоскости (этот способ применялся еще в средние века для изготовления витражных стекол и зеркал), во-вторых – с помощью двух валов, вращающихся навстречу друг другу. Процесс прокатки стекла на горизонтальной плоскости является периодическим. Для получения больших количеств стекла применяют способ непрерывнойпрокатки стекла между вращающимися валами прокатной машины. Стекломасса, непрерывно вытекая из ванной стекловаренной печи по сливному лотку, попадает между прокатными валами, а затем в отжнгатслъную печь (лер), где она движется на транспортирующих роликах. Затем ленту режут на листы, а для выработки полированного стекла подвергают эти листы с обеих сторон шлифовке и полировке. При двусторонней шлифовке и полировке лента стекла поступает на обработку неразрезанной. Способом непрерывной прокатки можно, кроме листового стекла, вырабатывать профильные детали, например коробчатого, таврового или другого сечения. Этот способ является высокопроизводительным. К недостаткам его относятся невозможность выработки стекла тоньше 5 мм, а также необходимость дальнейшей шлифовки и полировки стекла. Иногда небольшие количествацветного стекла для витражей прокатывают вручную при помощи несложного приспособления с расположенными горизонтально валами. Набираемая из тигельной печи расплавленная цветная масса нагружается между валами сверху. Валы приводятся во вращение при помощи рукоятки или небольшого электромотора. Прокатанные пластины стекла укладывают на покрытую асбестом лопату и относят в отжигательную печь.
Растяжение Вытягивание является одним из самых древних способов выделки стекла. Его широко применяли еще в Древнем Египте. В нем больше, чем во всех других способах формования проявляются свойственные стеклу вязкостные характеристики и способность сохранять при растяжении геометрическое подобие в любом поперечном сечении наиболее тонко вытянутой нити поперечному сечению исходной заготовки.
Выдувание Этим способом получают полые изделия практически любой сложности. Основным инструментом является стеклодувная трубка. Классическая стеклодувная трубка за две с лишним тысячи лет своего существования больших, принципиальных конструктивных изменений не претерпела. В зависимости от размеров и веса выдуваемого изделия, стеклодувная трубка представляет собой железную трубу диаметром от 15 до 35 мм и длиной до полутора метров. Рабочий конец трубки заканчивается утолщенным, слегка коническим наконечником, называемым «набелем». Второй конец трубки для более удобного прикасания к нему губами стеклодува несколько оттянут, утоньшаясь к своему завершению. Для того чтобы рукам не было горячо держать трубку, на нее надета теплоизолирующая обойма из дерева или резины. Во время работы трубку периодически охлаждают водой. В таком виде стеклодувная трубка широко распространена во всем мире. В СССР с 30-х годов нашего века нашла применение усовершенствованная трубка. Для облегчения труда стеклодува трубку снабдили резиновой грушей, которая вполне способна создавать в выдуваемом изделии требуемое давление. В последствии она получила название «трубка-самодувка». Помимо этого, в процессе формования изделия мастер использует набор всевозможных ножниц, пинцетов, лопаток, катальников и других несложных приспособлений. Распределение стекла по высоте заготовки, а, следовательно, и выдуваемого изделия, зависят от четырех факторов, а именно: 1. стремления стекла вертикально вытягиваться под действием силы тяжести; 2. манипулирования выдувальщика положением трубки; 3. количеством вдуваемого в пульку воздуха; 4. температуры стекла. Влияние положения трубки и манипуляций выдувальщика на форму заготовки показаны на рис. 3.
Рис.3. Влияние приемов выдувания на характер формообразования распределения стекла в пульке
Рассмотрим теперь основные технологические этапы формования изделий выдуванием: 1. формовка заготовки; 2. выдувание изделия; 3. отделение его от стеклодувной трубки и/или понтии; 4. отжиг и охлаждение изделия. Формовка заготовки Каждое изделиеначинают выдувать с так называемой «баночки». Делается это следующим образом. На трубку набирают маленький комочек горячего стекла, который тут же раскатывается на чугунной плитке в цилиндр; после этого в него вдувается воздух. Поскольку при закатке наружная поверхность образовавшейся цилиндрической заготовки при контакте с относительно холодной поверхностью металла несколько остывает, следовательно, становится более вязкой, а торцевая поверхность, не прикасавшаяся к плитке, остается горячей, воздух устремляется сквозь более горячее стекло, находящееся внутри вязкой оболочки в придонную зону и раздувает ее; боковые же стенки остаются более толстыми. Полученную таким образом баночку вместе с трубкой вешают вертикально на кронштейн, после чегорабочий приступает к следующему циклу изготовления изделия. Несколько пристывшую баночку вместе с трубкой берет мастер-выдувальщик и набирает на нее требуемую по весу изделия порцию стекла. Теперь его заботой является распределение набранного стекла концентрично поверхности баночки, именно этим будет обеспечена равностенность изделия. Для этого свежий набор стекла закатывают в деревянном, сильно смоченном водой ковшике — катальнике. Если набранного и закатанного таким образом стекла не хватает по весу будущего изделия, эта операция повторяется до достижения нужного веса. Во время закатки в трубку все время поддувают воздух. Полученная заготовка носит название пульки. Для изготовления небольших изделий практикуют металлическую баночку, представляющую собой приваренный к трубке открытый цилиндрик. Такой способ получения заготовки позволяет равномерно распределить стекло в будущем изделии. Полученная таким образом пулька далее в зависимости от того, какое из нее должно бытьизготовлено изделие, формуется различными способами. Выдувание изделия и его отделение от инструмента По способу формования изделия выделяют два вида выдувания: 1. свободное (без формы); 2. в форму. При свободном выдувании варьируя положение трубки в пространстве, манипулируя ей и воздействуя на пульку тем или иным из имеющегося у мастера набора инструментом, он может полностью отформовать задуманное изделие. При необходимости можно повторить это изделие с достаточной степенью идентичности. И все же свободное выдувание оставляет черты индивидуального изготовления на каждом из целой серии однотипных в своей основе изделий. В отличие от такого способа выдувания в серийном производстве широко распространен, способ выдувания в форму. Эта технология заключается в том, чтопогруженная в форму пулька под действием вдуваемого в нее воздуха раздувается до заполнения рабочей полости формы, до полного соприкосновения стекла со всей ее внутренней поверхностью. Для выдувания изделий применяют формы чугунные, стальные и деревянные. При производстве деревянных форм необходимо обращать внимание на то, чтобы на обеих половинках форм структура дерева совпадала, так как в противном случае при употреблении они будут по-разному изнашиваться. При выработке узкогорлых сосудов горлышко деревянных форм рационально обивать листовой латунью. Прежде чем приступить к работе в деревянной форме, необходимо в ней выдуть в сухом состоянии несколько стеклянных изделий, чтобы образовался хорошо обуглившийся слой. Деревянные формы имеют ограниченный срок службы, поэтому при выработке большого количества однотипных стеклянных изделий формы для ручного выдувания целесообразнее изготовлять из серого чугуна или стали. Кроме того, что выдувание в форму гарантирует точное воспроизведение заданного силуэта, оно также позволяет получать более четкую конфигурацию изделия, чего конечно при свободном выдувании достичь невозможно. При изготовлении изделий сложной конфигурации (бокалы, кувшины) отдельные детали (ножки, ручки) формуют из стекла, дополнительно прикрепленного к выдутой заготовке. Помимо ручного способа в крупносерийном и массовом производстве применяют выдувание в форму на автоматах. Сначала с помощью механического устройства отбирают каплю стекломассы, которую помещают в черновую разъемную форму и отделяют от наборной трубки. После этого выдувают черновую заготовку, которую переносят в чистовую форму и повторно нагревают. Затем за счет жатого воздуха, подаваемого в трубку, происходит окончательное формование изделия. Помимо описанных двух способов формования выдуванием различают в зависимости от завершения верхнего края формы также две технологии выдувания сосудов. Поскольку первичная заготовка каждого выдувного изделия своей верхней частью прикреплена к набелю стеклодувной трубки, она после выдувания должна быть отделена от нее. Здесь возможны два варианта: 1.выдувание на отрезку; 2.выдувание на отделку. В первом случае формуют изделие с колпачком, через который происходило выдувание (рис. 4, а). После формования оно поступает на отжиг, затем после полного остывания колпак отрезается. При массовом производстве полуфабрикаты после отжига движутся по конвейеру с одновременным вращением вокруг собственной оси. На стадии отрезки колпачка они, вращаясь, касаются алмазного острия, которое оставляет царапину по линии отреза. Далее эта линия прогревается кинжальным пламенем газовых горелок, в результате чего колпачок легко откалывается от изделия. Однако получившийся острый колотый край нуждается в шлифовке и полировке. При изготовлении тонкостенных изделий (стаканы, бокалы) целесообразнее после отколки колпачка заплавлять («отапливать») край пламенем горелок на автоматических отопочных установках.
а б Рис. 4. Выдувание вазы на отрезку (а) и на отделку (б) Во втором случае изделие, требующее горячего оформления края, выдувается с сужением горла, что предусматривается при изготовлении формы (рис. 4, б). Затем к донышку прикрепляют понтию. А колпачок откалывается прикосновением к горячему стеклу железной палочки, смоченной водой. Колотый край разогревается в окне печи и подравнивается ножницами. Затем он подвергается окончательному оформлению. Изделие коротким ударом по понтии отбивается от нее и передается на отжиг.
Отжиг и охлаждение изделия После выдувания изделие подается в печь на отжиг, а затем охлаждается до комнатной температуры. Температура и скорость ее изменения на этих этапах зависит от формы и размеров изделия, а также от химического состава стекла.
Свободное течение Центробежное формование Способ формования сосудов, основанный на растекании горячего стекла за счет центробежных сил, возникающих в нем при быстром вращении формы, был впервые предложен в 30-х годах нашего века известным в то время специалистом по стеклу, инженером А.Ф. Каржавиным. Им проводились длительные опыты, подтверждавшие перспективность этого метода формования. Однако, как это иногда бывает, это предложение во время войны 1941-1945 годов и какое-то время после нее было забыто. Ему суждено было возродиться и развиться, когда в стране было организовано массовое производство телевизоров. Для формования сферических экранов и воронкообразных тубусов кинескопов применялся именно этот принцип, который позже стали использовать и в производстве посуды. Для этого выдуванием изготавливают полую или цельную заготовку. Затем ее отрезают от стеклодувной трубки и помещают в специальную форму или на диск с соответствующим профилем. При вращении формы происходит формование изделия за счет равномерного растекания стекломассы по внутренней поверхности формы. Такой способ изготовления изделий может быть как ручным, так и механизированным. В последнем случае используют центрифуги для центробежного формования. Температура подаваемого стекла – 1150-1180°. Частота вращення – 930-1200 об/мин. Время формования – 10-15 сек. Отформованное изделие охлаждается воздухом до затвердевания, после чего поднимается выталкивателем, приводимым в движение ножной педалью. Возможно и формование изделий без применения формы на стеклодувной трубке. Центробежным формованием получают толстостенные полые изделия, а также изделия или заготовки в виде массивных дисков с гладкой или профилированной поверхностью.
Литье Этот способ представляет собой заливку стекломассы в форму под действием силы тяжести подвижного расплава. При этом происходит периодическая заливка в форму из ковша, тигля за один прием порции стекломассы в открытую, обычно раскрывную форму. Отливка может быть ручной (для производства единичных художественных изделий) или механизированной. Форма для литья может быть замкнутой или разомкнутой. В последнем случае часть стекла выливается из формы и подвергается формовке различными инструментами. Возможно также свободное литье, когда стекломассу выливают на чугунную плиту. Таким образом получают плоские толстые листы, которые используют как заготовку для изготовления витражей или моллирования. Литье позволяет получать сплошные массивные блоки, литые скульптурные или декоративные изделия. Основным недостатком этого способа формовки является низкое качество отливок. Дело в том, что при литье происходит сильное запузыривание стекла газами, выделяющимися из материала формы. Это явление имеет место и при литье бронзы, отливки которой изобилуют раковинами. Но если в бронзе внутренние раковины допустимы, поскольку они скрыты, то в стеклянной скульптуре, они будут просматриваться, что не всегда желательно.
Комбинированные способы Прессо-выдувание В производстве некоторых полых изделий, и особенно с широким горлом, применяется комбинированный способ, заключающийся в том, что сначала прессованием оформляется только верхний край изделия (например, горлышко графина). При этом пуансон впрессовывает стекло в кольцевую выемку кольца, которая соответствует профилю верхней части изделия, и одновременно формует предварительно полость изделия в черновой форме; отпрессованная заготовка с кольцом передается к чистовой форме, переворачивается и на кольцо опускается дутьевая головка, через которую производится окончательное выдувание изделия в форме (рис. 5). Рис. 5. Прессовыдувной способ формирования графина Таким образом, горячая формовка подразумевает выработку изделий различной формы, размера и назначения из расплавленной стекломассы, которая или заполняет форму или формуется свободно с предварительным оформлением стекломассы или без него. Оборудование Печь — это основное, а зачастую и единственное, оборудование для теплой формовки. Она имеет довольно простое устройство. По способу загрузки печи подразделяют на два вида — с передней и верхней загрузкой. Кроме того, в зависимости от формы рабочей камеры, различают прямоугольные и многоугольные печи. Самым распространенными и недорогими являются прямоугольные печи с верхней загрузкой, так называемые печи чемоданного типа. Основными характеристиками печи являются размер рабочей камеры и максимальная температура нагрева. Рабочая камера печи помещается в сварном или сборном каркасе из металлического профиля, в котором монтируют многослойную теплоизоляцию — футеровку и нагревательные элементы. В печах для фьюзинга чаще всего применяют два вида нагревателей — нихромовые спиральные элементы в кварцевых или в керамических трубах. В печах с невысокой рабочей камерой, нагревательные элементы размещают только сверху. А для печей с большей высотой камеры желательно наличие нагревателей и на боковых стенках.
Стекло Формовка изделий происходит из разогретой заготовки. Чаще всего заготовкой является листовое стекло. Для изготовления изделий формовкой в теплом состоянии разработаны специальные стекла. Такие стекла выпускают американские компании Armstrong, Bullseye, Kokomo, Spectrum, Uroboros, Wissmach, Youghiogheny, немецкие Desag и Lambert, а также российский стекольный завод ООО «Старь-Гласс». Основное требование к спекаемым стеклам – совпадение температурных коэффициентов расширения ТКЛР (совместимость). ТКЛР — это количественная характеристика относительного изменения линейных размеров стекла при изменении температуры на 1°С. Помимо листового стекла для декорирования изделий применяют: 1. дрот — тонкие стеклянные пруты (в основном, круглого сечения) или трубки малого и среднего диаметра; 2. фритту — осколки цветного стекла различного размера от 0, 13 до 15 мм); 3. конфетти — тонкие цветные стеклянные пластинки случайной формы размером от 6 до 75 мм и др. 4. стрингеры (соломку) – очень тонкие и длинные прутки и т.д.
Фьюзинг (спекание) Спекание стекла — технология, основанная на соединении деталей из стекла в одно целое за счёт диффузии в размягченном стекле при температуре 700-8500С. Как правило, рисунок изделия собирают из деталей цветного стекла на базовом цельнее листе (чаще всего прозрачном). При нагреве до определенной температуры (7000С) стекло размягчается, и детали спекаются между собой, не изменяя или незначительно изменяя свою форму и взаимное расположение. Такое спекание называется неполным.Если повысить температуру обработки (выше 7500С), то вязкость стекла станет еще меньше. Под воздействием собственного веса верхние элементы начнут постепенно погружаться в нижние и даже частично растворяться в них. Полное растворение верхних элементов в нижнем называется полным спеканием, или полным фьюзингом. Процесс спекания состоит из пяти стадий: нагревания, выдержки, резкого охлаждения, отжига, медленного охлаждения. В фазе нагревания температура в печи повышается от комнатной до 700-850°С. На этом этапе стекло постепенно размягчается. При достижении максимальной температуры цикла стекло выдерживают в течение определенного времени для того, чтобы завершить процесс спекания. После фазы выдержки наступает фаза быстрого охлаждения. Необходимость быстрого охлаждения обусловлена тем, что при температуре 700-760°С на поверхности стекла могут образоваться кристаллы (процесс расстекловывания). При температуре 550-570°С начинается фаза отжига. Отжиг необходим для снятия внутренних остаточных напряжений, возникающих вследствие разности температур между внутренними и наружными слоями изделия. За фазой отжига следует медленное охлаждение до комнатной температуры. Несмотря на кажущуюся простоту при нарушении технологического процесса или неисправности оборудования в изделии могут возникать разнообразные дефекты: 1. пузыри; 2. трещины; 3. кристаллизация; 4. образование фактуры на нижней поверхности изделия; 5. изменение цвета стекла; 6. образование острой кромки.
Моллирование Моллирование (от франц. mollir – размягчение) – технология, основанная на провисании нагретой стеклянной заготовки под действием силы тяжести. Различают моллирование листового стекла и объемных заготовок.
Строение стекла Основной особенностью, отличающей стекло от других материалов, является его структура, а также химические вещества, входящие в его состав. Все вещества в твердом состоянии имеют либо упорядоченную кристаллическую решетку (металлы), либо неупорядоченную структуру (янтарь, оргстекло, стекло). В последнем случае отдельные упорядоченные группы несимметрично связаны между собой. Такую структуру еще называют сетчатой. При быстром охлаждении некоторые вещества, например, кремнезем Si02, переходят в стеклообразное состояние. Расплавы этих веществ обладают большой вязкостью и так быстро загустевают, что атомы не успевают выстроиться в правильную кристаллическую структуру и располагаются беспорядочно, что характеризует стеклообразное состояние вещества. Однако подобное хаотическое расположение атомов и молекул - главный признак жидкости (или газа). Поэтому стекло еще называют переохлажденной жидкостью. Считается, что любое вещество может образовать стекло, будучи охлажденным настолько быстро, чтобы не оставалось времени для перестройки структуры в кристаллическую (в т.ч. металлы). Однако состояние переохлажденной жидкости неустойчиво: как только атомы стекла получают возможность (например, при нагревании) сдвинуться с занимаемых ими случайных мест, они приходят на свои постоянные позиций, образуя геометрически правильную структуру: стекловидное вещество превращается в кристаллическое. Свойства кристаллического вещества зависят от конфигурации кристаллов и в различных направлениях неодинаковы. Иначе говоря, кристаллы анизотропны. Стекловидное вещество, напротив, изотропно, т.е. его свойства (если только не касаться его микроструктуры) во всех направлениях одинаковы. Кристаллы характеризуются строго фиксированной температурой плавления, выше которой кристаллическое вещество в процессе плавления не нагревается, несмотря на непрекращающийся подвод теплоты. Это объясняется тем, что при нагревании кристаллов до плавления правильная кристаллическая структура разрушается. При этом вся подводимая теплота расходуется не на нагрев, а на разрушение структуры. В отличие от других материалов стеклу не свойственна какая-либо определенная температура плавления, — для стекла того или иного состава может быть установлена лишь температура начала размягчения. Например, при местном нагреве острым пламенем газовой горелки свинцового стержня с него по достижении температуры плавления упадет капля расплавленного свинца, а в зажимах останутся 2 половинки стержня. Иначе поведет себя стеклянная палочка — она начнет U-образно выгибаться и провисать все длиннее и длиннее вниз. На этой особенности стекла основаны многие технологии получения художественных изделий при его нагревании.
Компоненты стекла Большое влияние на свойства стекла оказывает и его химический состав, который определяется составом смеси сырьевых материалов (шихты). Сырьевые материалыдля производства стеклоизделий делят на две группы: основные и вспомогательные. Популярное:
|
Последнее изменение этой страницы: 2016-03-15; Просмотров: 13850; Нарушение авторского права страницы