|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Спортивно-серийный двигатель ИЖ-11К.
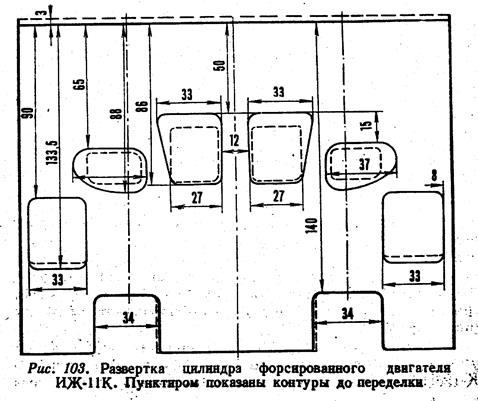
Объявленная заводом мощность до 25 л. с. Новый двигатель ИЖ обкатывать не нужно. Его следует сразу же разобрать и приступить к плановым форсировочным работам: снять головку цилиндра, подрезать на 2, 5 — 3 мм, увеличив степень сжатия д 11, 5—12; снять цилиндр двигателя, отсоединить впускной патрубок и заглушки продувочных окон, распилить окна вверх и вниз до предлагаемых размеров (рис. 103).
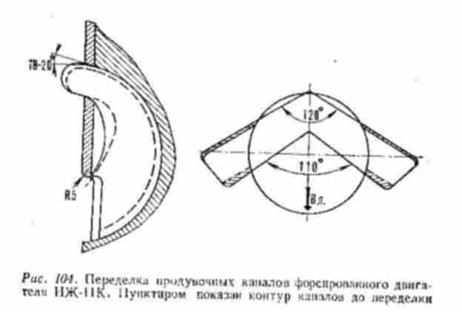
Перед распиловкой окон, чтобы не вскрылись каналы, гильзу цилиндра со стороны головки подрезать на 3 мм. При сборке под цилиндр поставить прокладку толщиной 3 мм. Углы выхода продувки следует проверить (рис. 104), и если это необходимо, то изменить.
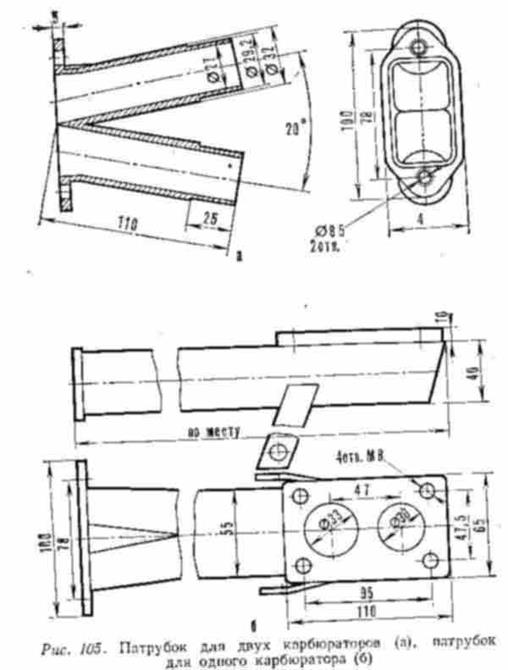
Выход продувки на поршень под углом 18—20°. В продувочном окне убрать металл с внутренней части ~ 5 мм, проследив форму канала, Углы выхода продувки на поршень в горизонтальной плоскости: 110° от передних кромок, 140° от задних кромок продувочных окон. Во впускном окне — убрать перемычку, оставив верхний язычок для плавного прохода поршневого кольца через окно; изготовить новый впускной патрубок для установки 2-х карбюраторов диаметром диффузора 27, 5 мм (К — 28Б) (рис. 105, а), либо под один карбюратор диаметром 34 мм (рис. 105, 6).
Отличные результаты показал двигатель ИЖ-11К при установке карбюратора от автомобиля «Москвич-412» К-126ПР (нужно только отключить привод экономайзера и подогнать воздушный фильтр, который легко помещается в отведенном для него на раме месте). Регулировку карбюратора произвести обычным способом, путем подбора нужных жиклеров (в основном главного жиклера второго диффузора). Все прокладки (под цилиндр, заглушки и впускной патрубок) желательно вырезать из тонкого паранита (0, 5 мм). Поставить на место и закрепить заглушки продувочных каналов, предварительно смазав их бакелитом, и впускной патрубок. Длинный впускной патрубок улучшит наполнение цилиндра. Надо сделать дополнительный кронштейн крепления под патрубок, чтобы его не отломило; вместо генератора переменного тока обязательно нужно установить магнето на мягкой муфте и опережение зажигания 3, 6—4 мм до в. м. т. (магнето КАТЭК М-27Б); нужно изготовить новые глушители из стального листа толщиной 0, 8—1 мм (рис. 106),
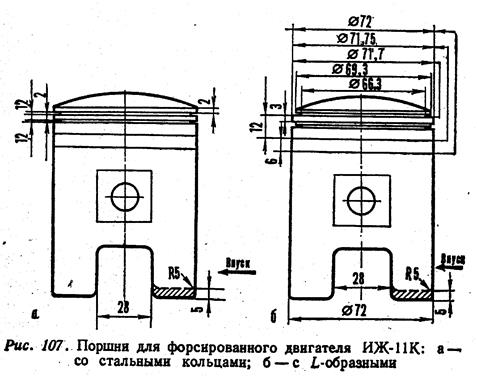
герметично заварить все соединения и надежно закрепить на раме мотоцикла; необходимо развернуть втулку верхней головки шатуна до диаметра15+0, 03 мм, чтобы не было заедания поршневого пальца; ослабить натяжение пружин уплотнительных сальников и подогнать на притире их прилегание к шейке вала; при помощи чугунного притира подогнать посадку коренных подшипников на полуоси, добившись легкого вращения коленчатого вала; изготовить новый поршень, без разреза юбки и под два стальных кольца (рис. 107, а), либо под два L-образных, изготовленных из стандартных, и расположить их ближе к головке поршня (рис. 107, 6).
Можно использовать стальные хромированные кольца от лодочного двигателя РМ-250 Ø 72 мм. Лучший материал для изготовления поршня АК-4. Обязательно нужно термообработать заготовку до НRb =220 ед. Поршень изготовляется на токарном станке, лишний металл внутри поршня удаляется обработкой шарошками; следует произвести подбор желаемых передаточных отношений в КП (используя шестерни от КП ИЖ -«Юпитер-2» и др. моделей); обязательно установить большой воздушный фильтр (бумажный) с объемом коробки фильтра до 7 л, используя все свободное место на раме мотоцикла. Желательно применять бензин АИ-98. Масло МС-20 в пропорции 1: 20. В КП залить масло веретенное АУ (0, 8 л) или смесь солярки с МС-20 в отношении 50: 50.
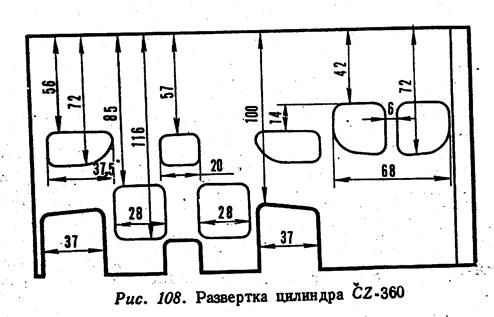
Двигатели CZ, используемые в классе до 350 cм3. Переделка двигателя СZ-360 в класс до 350 cм3. 1 вариант. Изготовление нового коленчатого вала с ходом поршня 69 мм для двигателя 360 см3. Изготовляются новые щеки коленчатого вала, используется шатун, палец, сепаратор, подшипники. Все остальные детали, кроме головки цилиндра, остаются без изменений. Фазы газораспределения в цилиндре остаются стандартными, т. е. как у нефорсированного CZ-360 (рис. 108).
2 вариант. Изготовляется новая гильза с внутренним диаметром 78 мм, подгоняются окна, изготовляется новый поршень. Все остальное остается С2-360. 3 вариант. (Двигатель 320cм3). Ничего не изготовляется заново, используются все детали СZ, но в комбинации СZ-250 и СZ-360 (ход.поршня — 64, 5 мм, диаметр цилиндра — 80 мм). На двигатель СZ-250 устанавливается цилиндр, поршень, проточенная головка и выпускная система СZ- 360 (рис. 109).
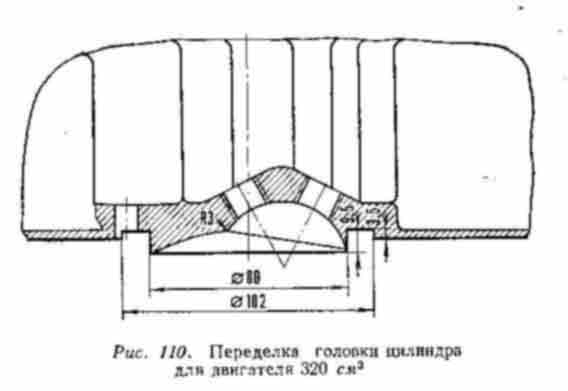
Требуется провести следующие работы по переделке двигателя СZ-250 в СZ-320: Для установки цилиндра нужно расточить горловину картера СZ-250 до диаметра 85, подогнать продувочные каналы и убрать лишний металл на пути движения поршня к н. м. т. Цилиндр СZ-360 подрезать на 2, 5 мм по нижнему фланцу и проточить выступающую часть гильзы, которая заходит в картер, по наружному диаметру до 84, 8 мм, а также проточить верхнее ребро по плоскости на 2 мм, чтобы хорошо садилась головка; окна цилиндра остаются такими же, как у серийного СZ-360, но для хода поршня 64, 5 мм они будут лучшими. Головку цилиндра проточить так, чтобы она заходила в цилиндр на глубину 9 мм (рис. 110).
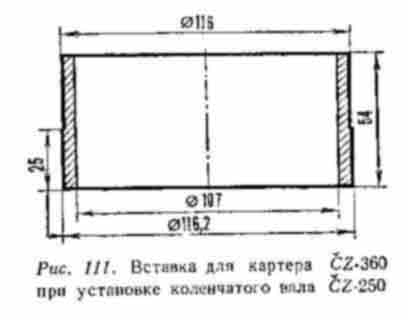
Поршень СZ-360 максимально облегчается за счет удаления металла над поршневым пальцем. Облегчается также поршневой палец. На оставшийся в этом случае лишний вес (разность в весе поршня СZ-360 и CZ- 250) не стоит обращать особого внимания. Но для единственного варианта, после переделки коленчатого вала в 320, стоит произвести дополнительную балансировку коленчатого вала с поправкой на вес нового поршня. Карбюратор может быть использован с диаметром диффузора 32 мм. Опережение зажигания лучшее 3, 2 мм до в. м. т. Можно установить на двигатель СZ-360 коленчатый вал СZ-250 (S/D = 64, 5/80 мм) Для этого на картере двигателя Ј2-360 нужно сторцевать горловину на 4 мм по всей посадочной плоскости цилиндра. Выточить вставку (рис. 111) из алюминия в картер двигателя.
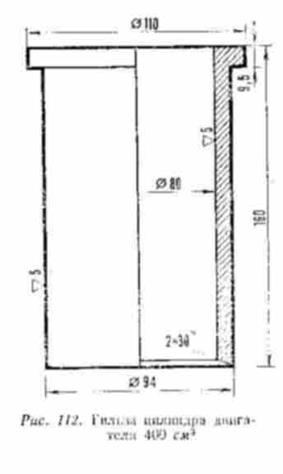
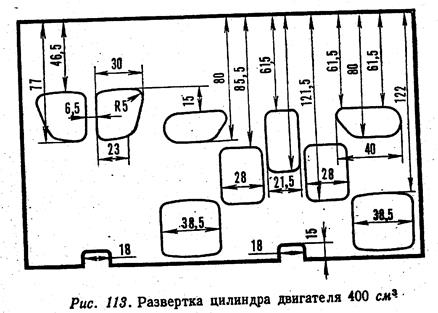
В вставке сделать вырез по горловине картера, закрепить вставку двумя-тремя болтами Мб Х 1 чтобы она не провернулась. Цилиндр и поршень — все от СZ-360. Проточить головку цилиндра на 9 мм. Установить опережение зажигания 3, 2 мм до в. м. т. Бензин АИ-98, масло МС-20 в пропорции 1: 2 4 вариант. На двигатель СZ-360 изготовляется новая гильза под поршень СZ-250. Отношение хода поршня к диаметру цилиндра 70/72 мм. Окна и фазы газораспределения распилить под С2-360. Получим длинноходный вариант, выгодный для зимы и грязи. Опережение зажигания 4 мм до в. м. т. будет лучшим. В этом варианте нужно изготовить новую головку цилиндра под диаметр цилиндра 70 мм или проточить головку СZ-360. Мотоциклы СZ-360. Это хорошо известные мотоциклы, на которых успешно выступают наши спортсмены в классе до 500 cм3. Завод гарантирует мощность двигателя 33—34 л. с. при 6200 об/мин. СZ-360 имеет большой запас форсировки, и получить дополнительно 2—3 л. с. не составляет большого труда. Следует произвести такие же работы, что и с двигателем СZ-250, т. е.: — проследить сечение во впускном патрубке и установить карбюратор с большим проходным сечением диффузора, например, 34 мм; — освободить и расчистить продувочные каналы; — увеличить высоту выпускного окна на 1, 5 мм; — проверить высоту впускного окна (116 мм от в. м. т.); — опустить третий канал на 20 мм и в поршне сделать соответствующее окно для выхода перегретых газов; — запилить фаски на острых кромках окон; — подрезать головку цилиндра на 1, 5 мм, увеличив степень сжатия, доведя ее до 11, 5. Желательно разобрать двигатель и довести до скользящей посадки коренные подшипники коленчатого вала и подогнать уплотнительные сальники. На двигателях СZ-360 очень часто бывают случаи отказа системы зажигания из-за поломок маховика магдино. Обычно ослабевают болты крепления башмаков из-за растяжения алюминиевого корпуса маховика и срезания заклепок на ступице маховика вследствие касания башмаков о катушки зажигания. Чтобы уберечь двигатель от таких неприятностей, следует изготовить новый корпус маховика из бронзы, приклепав к нему старую ступицу специально изготовленными заклепками. Болты крепления башмаков магнитов следует изготовить из стали 40Х, термообработать их, хорошенько затянуть, предварительно смазав резьбу бакелитовым лаком или эпоксидной смолой, и аккуратно поставить шплинты. Гарантированная работа зажигания будет дополнена более плавной характеристикой двигателя и более высоким крутящим моментом. Лучшее опережение зажигания 3, 8—4 мм до в. м. т. Бензин АИ-98 («Экстра»), масло МС-20 в пропорции 1: 20. Установленный заводом воздушный фильтр, единый для всех классов мотоциклов CZ, для двигателя CZ-360 недостаточен по пропускной способности и качеству очистки воздуха. Рекомендуется изменить конструкцию фильтра, изготовив новый корпус под два бумажных элемента или использовать фильтр, например, от «Москвича-412». Мотоцикл с рабочим объемом двигателя 400 cм3 В классе мотоциклов до 500 см3 правилами соревнований разрешается участие всех мотоциклов с рабочим объемом свыше 350 см3 Некоторые гонщики использовали расточенные двигатели 350 см3. С развитием современной техники вождения мотоцикла по кроссу и массового строительства мотоциклов с двигателями 360 см3 некоторые фирмы и отдельные гонщики «сконструировали и построили специальные двигатели для участия в соревнованиях по мотокроссу в классе 500 см3. Для нового двигателя выбраны следующие параметры: диаметр цилиндра — 80 мм, ход поршня — 80 мм, рабочий объем — 401, 03 см3, это на 40 см3 больше, чем у других, а главное, больший ход поршня, правда, немного увеличилась скорость поршня. Взяв за основу двигатель «Чезет-360», разобрали его, произвели замеры — ничего не получается без изменения картера двигателя. Коленчатый вал тоже не подходит. В «Чезет-360» все сделано точно. Желание использовать как можно больше стандартных деталей от базового двигателя ограничило полет фантазии. Из имеющихся в наличии деталей отобраны нужные. В план работы входило изготовление нового картера двигателя (его отливка, фрезеровка, расточка), изготовление нового коленчатого вала с более длинным шатуном, выносной маховик, изготовление новой гильзы цилиндра. Чтобы обеспечить простое и надежное зажигание, решено установить магнето. Для установки магнето пришлось изготовить специальный корпус-площадку. Вот и все работы. Изготовление модели нового картера двигателя, расчеты фаз газораспределения и пропускных площадей окон цилиндра, углы выхода продувки, выносной маховик и крепление магнето, расчет балансировки кривошипа заняли немного времени. К концу февраля 1969 г. новый двигатель собран и запущен. Первая осторожная проба на трассе кросса была ранней весной. По следам продувки на поршне и головке цилиндра определили, что цилиндр плохо продувается рабочей смесью. Расширили продувочные окна, поправили углы выхода продувки, расширили выпускное окно. Собрали двигатель, снова проба — вроде неплохо, но не то, что нужно, хотя уже и лучше, чем контрольный «Чезет-360». Заменили на стандартном глушителе выход из обратного конуса. Машина пошла лучше, двигатель работает легче, мощность на малых оборотах больше. Установили другой глушитель — еще лучше, тяга по всему диапазону оборотов. При одинаковом передаточном отношении на двух мотоциклах пробовали старты, подъемы, выходы из поворотов. Увеличили передаточное отношение. Двигатель работал легко, не подсаживался на затяжных подъемах, с достаточной скоростью на прямых участках трассы. Этот двигатель создали мастер спорта В. Строкань; специалист по холодной обработке металлов В. Погребняк — мастер спорта международного класса, член сборной команды СССР, гонщик и испытатель; заслуженный мастер спорта СССР И. Григорьев — инженер-конструктор. Были проведены следующие работы. Гильзу (рис. 112) изготовили из маслоты центробежного литья (от ГАЗ-69), термообработали.
Замерили твердость Нв 280—290 ед. Прошлифовали наружный диаметр под запрессовку в рубашку цилиндра, разметили осевые линии и окна по развертке цилиндра. Предварительно профрезеровали окна, выпилили выходы продувки. После допиловки, многих изменений и доводки каналов получилась окончательная развертка цилиндра (рис. 113).
Рубашку цилиндра использовали от однотрубного CZ-360». Подогнав окна по гильзе и изменив радиусы закруглений в продувочных каналах (на повороте потока) с радиуса 15 мм на радиус 20 мм, немного расширил входы в продувочные каналы на 3 мм по периметру. После запрессовки гильзы прошлифовали цилиндр. Сняли фаски с острых кромок окон, чтобы не рубило компрессионные кольца. Головка цилиндра использована от «Чезет-360». Немного увеличен объем камеры сгорания, но сохранена ее форма; довели геометрическую степень сжатия до 13, 5. Детонация при работе не наблюдалась. Поршень — цельнокованый диаметром 80 мм с двумя стальными хромированными кольцами С2-360. В поршне сделано отверстие 20 Х 25 мм со стороны впуска для выхода рабочей смеси в третий канал из-под головки поршня. Это мероприятие помогло охлаждать поршень и улучшить смазку подшипника верхней головки шатуна. Палец оставлен стандартный от С2-360 диаметром 18 мм. Коленчатый вал был изготовлен новый, щеки диаметром 122 мм. Шатун, палец и сепаратор использованы от мотоцикла С2-300. Для установки игольчатого подшипника верхнюю головку шатуна пришлось расточить до диаметра 26 мм, запрессовать в нее каленую втулку и расшлифовать ее под диаметр 22 мм. Иголки верхнего подшипника диаметром 2 мм насыпные, по бокам головки шатуна две каленые шлифованные шайбы. Щеки коленчатого вала вместе с полуосями выточены из одной цельной болванки сталь 40Х, можно сталь 45. Расточка отверстий под палец нижней головки шатуна и балансировочных отверстий произведена на координатно-расточном станке (можно и на токарном). После сборки коленчатого вала его прошлифовали. Биение шеек вала и щек было 0, 000—0, 005 мм, перпендикулярность и параллельность осей 0, 01 мм на 100 мм. Конусы на полуосях после шлифовки были притерты, надета моторная шестерня с сопряженными деталями и вынесен маховик, все в сборе проведено на биение. В связи с установкой магнето пришлось для его соединения и компенсации махового момента коленчатого вала, взамен статора магдино, изготовить выносной маховик и установить его на полуоси с правой стороны двигателя, материал сталь 45, можно и Ст. 3. Для крепления магнето изготовили специальный корпус-площадку, который закрыл выносной маховик. Очень много работы было с картером двигателя. По готовой деревянной модели в землю отлито несколько половинок картеров из сплава алюминия АЛ-6. Все отливки получились хорошие, правда, кое-где пришлось доваривать недоливы, раковин не было. Согласно эскизу на координатно-расточном станке произвели расточку отверстий под подшипники и валы. Причем сохранили все межцентровые расстояния двигателей «Чезет-360», так как КП, сцепление и все прочие детали от двигателя СZ-360 использованы без изменений. Одно отличие — кривошипная камера большого размера. Обрабатывался картер хорошо. Перпендикулярность и параллельность осей выдержаны до 0, 01 мм на 100 мм длины. При сборке все детали КП, коренные подшипники и коленчатый вал стали на свои места без подгонки. Отрегулировали полное включение всех передач, собрали сцепление, все отлично работало. Впускной патрубок и карбюратор ИКОВ с диаметром диффузора 32 мм оставили без изменений, хотя он мал для 400 cм3. Переделывать воздушный фильтр не было возможности. По ходу испытаний выпускную трубу пришлось изготовить новую (рис. 114).
Опережение зажигания подобрано опытным путем и оставлено в пределах 4—4, 2 мм до в. м. т. Бензин АИ-98, масло МС-20 в пропорции 1: 20 с бензином, т е. все как обычно. Двигатель установили на ходовую часть «Чезет-360». Лучшее передаточное отношение 14: 53 при покрышке заднего колеса 4, 00 Х 18. Вот и все работы с новым двигателем 401, 3 см3.
Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 666; Нарушение авторского права страницы