|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
В. Ф. Лукьянов, В.Я. Харченко,Стр 1 из 28Следующая ⇒
В. Ф. Лукьянов, В.Я. Харченко, Ю.Г. Людмирский ПРОИЗВОДСТВО СВАРНЫХ КОНСТРУКЦИЙ
Ростов–на–Дону, 2005
Лукьянов Виталий Федорович Харченко Виктор Яковлевич Людмирский Юрий Георгиевич
Производство сварных конструкций
Учебное пособие
Набор и редактирование осуществлено авторами Тем. план 2005 ЛР №______ от ______ В набор _________. В печать _______
Адрес университета и полиграфического предприятия: 344010, г. Ростов-на-Дону, пл. Гагарина, 1.
1. ПРИНЦИПЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКОГО Разбивка конструкции на сборочные единицы
При разбивке конструкции на сборочные единицы технолог руководствуется количеством, конфигурацией и толщиной деталей, составляющих сварную конструкцию, а также программой выпуска изделия, что определяет выбор сборочно-сварочного вспомогательного оборудования удобного для сварки нижнего положения и ограничения количества перемещений узла. Из указанных соображений, для организации высокопроизводительного производства необходимо стремиться максимально упрощать конструкцию сборочных единиц за счет увеличения их количества и уменьшения числа составляющих их деталей. Такой подход обеспечит условия для автоматизации сборочно-сварочных процессов и синхронизации сборки и сварки отдельных сборочных единиц. Однако для условий индивидуального и мелкосерийного производства подобные решения неэффективны, поскольку повышается стоимость техпроцесса производства и ставится под сомнения окупаемость этих затрат. Обоснование выбора способа сварки При назначении способа сварки сборочных единиц, технолог определяет вначале возможные способы сварки для каждой сборочной единицы и после сравнительного анализа – целесообразность их использования с позиций технологических, обеспечения качества, а также экономических, выбираем наиболее оптимальный вариант. Обоснование выбора способа сварки может основываться на знании специфики процессов и опыта работы технолога, подкрепляться необходимыми расчетами и статистическими данными по дефектности, характерной для конкретного способа, имеющимися в литературных источниках. На этом этапе работы над разработкой технологического процесса технолог определяет параметры режимов сварки, основываясь на рекомендациях литературных источников для конкретного материала и его толщины, либо путем расчета по существующим методикам. При освоении новых для конкретного предприятия способов сварки, сварочных материалов или конструкционных сталей и сплавов, возможно и желательно пользоваться рекомендациями лаборатории сварки по назначению режимов, основанными на экспериментальных данных, полученных в процессе технологических исследований.
ПРОИЗВОДСТВЕННЫЕ ОПЕРАЦИИ ПРИ ИЗГОТОВЛЕНИИ СВАРНЫХ КОНСТРУКЦИЙ
Транспортные операции
Транспортирующие устройства выполняют функции связующего элемента в производстве сварных конструкций и состоят из загружающих, разгружающих, транспортирующих и ориентирующих механизмов. Различают два вида перемещения изделий: непрерывное и прерывистое. Непрерывное перемещение обеспечивают подвесные и рельсовые конвейеры и напольные транспортеры. Напольные транспортеры используют для протяженных или крупногабаритных, тяжелых деталей. Они обеспечивают точную фиксацию пространственного расположения деталей, поэтому их применяют в тех случаях, когда необходимо выполнить технологическую обработку деталей непосредственно на транспортере. Различают пластинчатые транспортеры, замкнутые в вертикальной плоскости, и рольганги (рис.3.1). Рольганги целесообразно применять для перемещения длинномерных и плоских деталей и узлов. Рольганги – это система роликов, установленных на специальных опорах в горизонтальной либо наклонной плоскости, часть из которых может иметь индивидуальные приводы, обеспечивающие их вращение. При вращении роликов за счет трения осуществляется перемещение деталей. В наклонных рольгангах, для ограничения скорости перемещения, ролики располагают в наклонной плоскости под углом 1-20. Так как перемещение изделий осуществляется за счет сил тяжести, устанавливать привод в наклонных рольгангах нет необходимости. Рельсовые конвейеры представляют собой специальные тележки, перемещающиеся по рельсовому пути, как правило, от индивидуального привода. Используется преимущественно в качестве внутри- и межцехового транспорта для перемещения крупногабаритных и тяжеловесных изделий.
Подвесные конвейеры конструктивно представляют собой монорельс, по которому перемещаются тележки с подвешенным к ним грузом. Монорельс монтируют в виде замкнутого контура по значительной производственной территории. Тележки связаны между собой цепью, которая перемещается от нескольких приводов. Подвесные конвейеры классифицируют как (рис. 3.1): - грузонесущие; - грузотянущие; - грузотолкающие. В грузонесущих конвейерах груз подвешивается на конвейер и снимается без остановки конвейера. В грузотянущих конвейерах груз перемещается на специальной тележке по рабочей площади производственного участка. Перемещение тележки обеспечивается посредством присоединения ее специальным тросом к тележке монорельса. Для остановки перемещения необходимо отсоединить трос от привода монорельса. Такая схема позволяет прерывать перемещение груза без остановки привода конвейера и накапливать его непосредственно на транспортирующей тележке. При такой схеме используется не только объемное пространство цеха, но и рабочие площади. Грузотолкающие конвейеры представляют собой два параллельно установленных в вертикальной плоскости цехового пространства монорельса. По нижнему монорельсовому пути перемещается грузонесущая тележка, а по верхнему – грузотолкающая тележка. Такое устройство расширяет возможность транспортера, например, использовать его как накопитель, не занимая при этом дефицитные производственные площади. Подвесные конвейеры являются перспективным и наиболее широко используемым транспортом при производстве сварных конструкций, так как позволяют рационально использовать объемы производственных помещений, освобождая дефицитные рабочие площади, и перемещать изделия, как в горизонтальной, так и в вертикальной плоскости. Непрерывное ритмическое перемещение изделий в автоматических линиях осуществляется с помощью шаговых конвейеров. Их применяют в тех случаях, когда требуется точное позиционирование деталей относительно сварочного автомата, и быстрое перемещение их с одной позиции на другую. Примером шагового конвейера может служить система тележек с гидроподъемниками, установленных на рельсовом пути с определенным шагом и связанных между собой приводным тросом. На каждом рабочем месте с помощью гидроподъемника изделия поднимают вверх, все тележки перемещаются на один шаг. После этого гидроподъемник опускает груз на очередное рабочее место для выполнения соответствующей операции. Прерывистое перемещение осуществляют: универсальными средствами (электрокарами, автопогрузчиками, тележками, кранами и электрическими тельферами); специальными пульсирующими конвейерами, шаговыми транспортерами, рольгангами, склизами, толкателями.
Сборочные операции В общей трудоемкости сборочные операции занимают 25¸ 40 %. Они наименее механизированы. Сборка – совокупность операций по установке деталей в положение, предусмотренное чертежом для последующей сварки или пайки. Помимо требований, определяемых конструкцией изделия, сборка должна удовлетворять ряду требований, вытекающих из особенностей техпроцесса сварки и пайки (допустимые зазоры, смещения кромок и др.) Различают следующие виды сборок: 1) поузловая; 2) методом наращивания; 3) окончательная. Сборка включает три группы операций: 1) установку деталей в положение, предусмотренное чертежом; 2) взаимное ориентирование деталей; 3) временное закрепление деталей. В индивидуальном и мелкосерийном производстве установка деталей осуществляется либо вручную, либо с помощью грузоподъемных средств. Операции взаимного ориентирования могут осуществляться по разметке вручную. Процесс очень трудоемкий. Для снижения трудоемкости операции взаимного ориентирования целесообразно использовать кондукторы, собранные из набора стандартизованных деталей Универсально-сборных приспособлений (УСПС), что позволит оперативно производить сборку и переналадку приспособлений под другие сборочные единицы и конструкции. В индивидуальном и мелкосерийном производстве закрепление деталей осуществляют с помощью струбцин, скоб с клиньями и других простейших приспособлений, а также с помощью швов-прихваток. Требования к швам прихваток: 1. Прихватку выполняют только после очистки свариваемых кромок и прилегающих к ним поверхностей, шириной не менее 10мм, до металлического блеска. 2. Прихваточные швы нужно выполнять с применением тех же сварочных материалов, которые будут использоваться при сварке. 3. По сечению размер прихватки не должен превышать 2/3 размера основного шва. 4. По длине прихватки могут быть либо сплошными, либо прерывистыми. Если прихваточные швы прерывистые, то их длина должна составлять не более (4÷ 5)δ, но не более 800 мм (δ – толщина свариваемых элементов) 5. Расстояние между прихватками должно быть (30÷ 50)δ, но не более 500 мм. 6. Обязательно закреплять прихваточнми швами соединяемые детали в начале и в конце стыка. 7. При сварке решетчатых конструкций каждый элемент должен быть закреплен прихватками не менее, чем в двух точках. В серийном производстве: - установка деталей осуществляется также как и в мелкосерийном производстве; - взаимное ориентирование осуществляется в универсальных кондукторах, позволяющих изменять установочные размеры опорных, упорных и закрепляющих элементов. В таких приспособлениях возможно осуществлять сварку однотипных конструкций с различными типоразмерами. Одним из вариантов совершенствования выполнения сборочно-сварочных операций является применение универсальных, многоцелевых манипуляторов с программным управлением – промышленных роботов. В массовом производстве выполнение сборочных операций включает следующие действия: - накопление деталей; - предварительное ориентирование; - перемещение деталей в сборочное устройство; - взаимное ориентирование деталей; - временное закрепление деталей. Поточно-механизированные, автоматизированные машины и станки-автоматы оснащены устройствами и механизмами, выполняющими эти действия. Конструкции этих устройств определяются формой и размерами деталей, оборудованием для выполнения сборки и сварки, и будет рассмотрена в составе поточно-механизированных линий, применяемых для массового производства сварных конструкций.
СВАРНЫЕ БАЛКИ Сварные балки широко используют в различных областях промышленности. Они входят в качестве составных элементов в сварные рамы различного назначения, каркасы промышленных зданий и сооружений, мосты, сварные суда и др. Сварные балки коробчатого сечения широко применяются в сельскохозяйственном машиностроении и при изготовлении подъемно-транспортного оборудования. Наиболее распространенные типы сечений сварных балок показаны на рис. 3.1.
Рис. 3.1. Типы сечений сварных балок: А – тавровое; б – двутавровое; в – коробчатое с четырьмя поясными швами; г – коробчатое с двумя продольными швами; д – тавровое с ребрами жесткости; е – коробчатое с диафрагмами
Балки первых двух типов сечений (а, б) могут быть изготовлены как с помощью сварки, так и путем горячей прокатки. По зарубежным данным себестоимость производства сварных двутавров в среднем на 10¸ 15 % выше, чем горячекатаных, что объясняется значительно большей (в 7¸ 10 раз) производительностью прокатных станов и относительно высокой стоимостью листовой стали. Удорожание сварных широкополочных двутавров может быть компенсировано экономией металла только на профилях высотой менее 150 мм, масса которых может быть снижена на 15¸ 20 % за счет утонения элементов (в ряде случаев невозможно получить путем горячей прокатки толщины элементов менее 3 мм). С увеличением высоты балки снижается экономическая эффективность горячей прокатки, так как возрастают затраты на сооружение и эксплуатацию прокатного стана. Поэтому двутавры высотой более 600¸ 1000 мм целесообразно изготавливать сваркой. Сварка имеет неоспоримые технологические преимущества при изготовлении балок, имеющих более сложное поперечное сечение. Важным преимуществом сварной балки является возможность изготовления ее элементов из разных марок стали, что позволяет более эффективно использовать высокопрочные стали. Технологии изготовления балок с помощью сварки присущи некоторые недостатки. Во-первых, неравномерный нагрев конструкции при сварке приводит к появлению остаточных деформаций, борьба с которыми часто требует существенного усложнения технологического процесса. Во-вторых, усталостная прочность сварных балок обычно ниже, чем у горячекатаных, из-за влияния остаточных напряжений, дефектов сварки и других концентраторов напряжений. Применение 100 %-ного ультразвукового или рентгеновского контроля качества сварки приводит к удорожанию конструкции. В-третьих, применяемый наиболее часто способ автоматической сварки под флюсом не позволяет существенно повысить производительность изготовления. Балки коробчатого сечения В технологическом отношении балки коробчатого сечения сложнее, чем двутавровые, трудоемкость их изготовления на 30¸ 60 % выше. Однако, благодаря ряду конструктивных преимуществ (большая жесткость на кручение, меньший удельный расход металла и др.) балки коробчатого сечения находят широкое применение, особенно в конструкциях грузоподъемных кранов и пролетных строений мостов. Обычно вдоль балки располагается несколько поперечных диафрагм, которые приваривают к сжатому поясу и стенкам. Наличие диафрагм помимо увеличения жесткости конструкции значительно упрощает процесс сборки балок. Общая схема технологического процесса изготовления выглядит следующим образом. После раскроя отдельных элементов и подготовки кромок, приступают к сборке. При изготовлении балок большой протяженности, требуемые полки и стенки составляют из нескольких листов и сваривают встык. Для исключения непровара, сварку выполняют либо с двух сторон, либо на медной подкладке с формированием обратной стороны шва. Иногда боковые стенки набирают из отдельных листов, а их стыки сваривают после сборки балки. Такой прием облегчает сборку балок большой длины, имеющих строительный подъем, но значительно усложняет сварку стыков стенки. Сборку балки начинают с установки на верхнем поясе диафрагм. Как в индивидуальном, так и в серийном производстве, эта операция мало механизирована, её выполняют по разметке. Затем, используя диафрагмы в качестве шаблонов, устанавливают боковые стенки и прикрепляют на прихватках к поясу и диафрагмам. После этого следует ряд кантовок, обеспечивающих сварку диафрагм со стенками в нижнем положении. Завершает сборку присоединение на прихватках нижнего пояса. Сварку поясных швов обычно выполняют попарно двумя автоматами с наклонными электродами. Поворот балки в положение «в лодочку» обычно не производят, так как для коробчатого сечения подрезы поясного шва менее опасны, чем для двутавров. При изготовлении балок коробчатого сечения существенная механизация труда может быть достигнута только в условиях серийного производства. Приемы механизации рассмотрим на примере поточной линии изготовления пролетных балок мостовых кранов. Вследствие большой длины балок (до 36 м) линия выполнена с поперечным направлением потока и продольным движением оборудования и механизмов относительно изделия. Схема поточной линии показана на рис. 3.10.
Рис. 3.10. Поточная линия изготовления балок коробчатого сечения: 1 – стенд для сварки поясных швов; 2 – стенд окончательной сборки; 3 – стенд для прогиба балки; 4 – портальная самоходная установка для сборки стенок; 5 – стенд для сборки и сварки верхнего пояса с диафрагмами; 6 – накопитель; 7 – участок рентгеновского контроля; 8 – сварочный стенд для сборки и сварки балок; 9 – роликовый конвейер; 10 – портальный кран; 11 – склад обработанных заготовок; 12 – портальная установка для сварки диафрагмы со стенками; 13 – самоходный портал; 14 – гидродомкрат; 15 – сварочный автомат. Все заготовительные операции выполняются в отдельном цехе и на склад 11 поступают полностью обработанные заготовки элементов балок. Портальный кран 10 с электромагнитными захватами подает поочередно на рольганг 9 заготовки полок либо стенок. В сварочном стенде 8 осуществляется сборка поперечных стыков элементов балки и автоматическая сварка под флюсом за один проход с обратным формированием шва на медной охлаждаемой подкладке. По мере сварки поперечных стыков полотнище перемещается по рольгангу на участок рентгеновского контроля. Рентгеновская аппаратура размещена в портальной установке 7, перемещаясь вдоль рольганга, она осуществляет рентгенографический контроль всех предусмотренных ТУ швов. Обычно контролируют все поперечные швы нижнего пояса и производят выборочный контроль швов остальных элементов. Готовые элементы (пояса и стенки) укладывают вертикально в накопители 6. Транспортировку элементов балки производят мостовым краном с помощью траверсы, обеспечивающей равномерное закрепление листа по всей длине эксцентриковыми захватами, расположенными через 4-5 м. Стенды 1, 2, 3, 5 для сборки и сварки балки представляют собой систему козелков, размещенных параллельно друг другу на расстоянии 1, 5¸ 2, 0 м. На стенде 5 собирают и сваривают верхний пояс с диафрагмами («гребенку»). Транспортировку «гребенки» на стенд 3 также осуществляют мостовым краном, прикрепляя её равномерно в нескольких местах к жесткой траверсе. Центральные козелки стенда 3 имеют регулировку по высоте, что позволяет при сборке балки создавать строительный подъем (компенсирующий прогиб балки при работе конструкции под нагрузкой). Величина строительного подъема может достигать нескольких десятков миллиметров, и следовательно, раскрой боковых стенок должен учитывать это. Сборка боковых стенок осуществляется с помощью установки 4, которая перемещаясь по направляющим вдоль балки, прижимает стенки к диафрагмам и поясному листу. Сборщик, обслуживающий портальную установку, соединяет детали между собой на прихватках. Конструкция портальной установки снабжена системой горизонтальных и вертикальных пневматических прижимов, размещенных на портале, имеет привод перемещения и фиксатор, препятствующий смещению портала под действием вертикальных прижимов. Выбор способа сварки диафрагм со стенками определяет дальнейший ход технологического процесса. Если принять сварку под флюсом, то швы необходимо расположить в нижнем положении, т.е. для выполнения сварки диафрагм требуется два раза кантовать изделие. С помощью ручной дуговой сварки все швы можно выполнять без кантовки, но производительность этого способа сварки невысока, кроме того, сварщику приходиться работать в неудобном положении. На Узловском машиностроительном заводе (г. Узлов, Тульской обл.) в настоящее время для этих целей внедряют способ сварки вертикальных швов в среде СО2 с принудительным формированием наплавленного металла. Установка 12 портального типа имеет четыре головки для сварки вертикальных швов. Перемещая установку вдоль балки, оператор производит вначале грубую ориентировку сварочных головок относительно диафрагм, а затем более точную корректировку их по шву. Кроме того, каждая головка имеет копирующие ролики. Сварочные головки размещены так, что одновременно производится сварка односторонними швами двух диафрагм к двум стенкам. Затем мостовым краном балку передают на стенд 2, где осуществляют сборку нижнего пояса. Перед установкой нижнего пояса необходимо выправить гофры, образующиеся на вертикальных листах в процессе сварки диафрагм. Для этого расположенные на тележках 14 гидродомкраты подводят к концам балки и, нажимая на верхний пояс, прогибают балку так, что кромки вертикальных листов оказываются растянутыми в упругой области и гофры устраняются. Затем мостовым краном укладывают нижний пояс, самоходный портал 13 с вертикальными пневмоцилиндрами прижимает пояс к балке, и его закрепляют на прихватках. Операция предварительного изгиба балки не только устраняет гофры стенок, улучшая тем самым их работу при эксплуатации крана, но и позволяет создать в нижнем поясе предварительные напряжения сжатия, что также положительно влияет на работоспособность балки. Далее балку передают на стенд 1 для сварки поясных швов. Вдоль стенда имеются рельсовые пути, по которым перемещаются два автомата 15, выполняющие сварку под флюсом одновременно двух швов. Ввиду того, что параллельность рельсового пути балки на всем протяжении шва обеспечить практически невозможно, автоматы снабжены выносными сварочными головками, закрепленными шарнирно на корпусе автомата. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод по стыку. После сварки первой пары швов производится кантовка балки краном и аналогично сваривают вторую пару швов. Сварные коробчатые профили часто используются в качестве элементов ферм крупных пролетных строений. Например, в конструкциях автодорожных и железнодорожных мостов широко используются унифицированные коробчатые элементы шириной 526 мм и высотой 450, 600, 800 мм, длиной до 17000 мм. В отличие от балок они не имеют диафрагм, что затрудняет их изготовление. РАМНЫЕ КОНСТРУКЦИИ РЕШЕТЧАТЫЕ КОНСТРУКЦИИ ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ СОСУДОВ ДАВЛЕНИЯ Примеры цилиндрических сосудов - барабаны котлов, газовые баллоны высокого давления, сосуды нефтяной и химической промышленности. Характерной особенностью эксплуатации этих конструкций являются внутреннее давление, высокие температуры, активные среды и воздействие механических нагружений, что и является основанием для того, чтобы отнести эти конструкции к категории особо ответственных, подведомственных Госгортехнадзору России. По правилам Госгортехнадзора подведомственными являются следующие объекты: - сосуды, стационарные и передвижные котлы, работающие под давлением более 0, 07 МПа без учета гидростатического давления; - цистерны и бочки для перевозки сжиженных газов, давление паров которых превышает 0, 07 МПа, а также цистерны, в которых сжиженный газ перевозится при атмосферном давлении, но опорожняемые под давлением паров или газов свыше 0, 07 МПа; - баллоны для транспортировки и хранения сжатых, сжиженных газов, с рабочим давлением свыше 0, 07МПа и другие объекты. В соответствии с требованиями Госгортехнадзора, высокое качество цилиндрических сосудов и котлов обеспечивается выполнением следующих условий: 1) обечайки и полуэллиптические днища свариваются встык; 2) оси продольных швов отдельных обечаек цилиндрической части котла, а равно сварные швы днищ обечаек смещают относительно друг друга на величину трехкратной толщины наиболее толстого листа, но не менее чем на 100 мм; 3) в стыковых соединениях цилиндрической части с днищем, расстояние от кромки шва до начала закругления штампованного днища или других отбортованных элементов, делают в следующих пределах: при S = 10 мм - не менее 25 мм; при S = 10¸ 20 мм - не менее (S + 15)мм; при S > 20 мм - не менее (S/2 +25) мм, где S - толщина отбортованной стенки днища, и т.д. Правила Госгортехнадзора, кроме основных материалов, регламентируют квалификацию сварщиков, подготовку и сборку элементов под сварку, термическую обработку, методы контроля и испытаний. Госгортехнадзор выдает лицензию предприятиям на производство работ, проверяет соблюдение правил и технологических условий. К сварке допускаются только сварщики, аттестованные по правилам Госгортехнадзора и имеющие аттестационное удостоверение. Проектирование конструкций котлов и сосудов, разработка технологических процессов их изготовления, а также производство осуществляется в соответствии с нормативными документами, основными из которых являются: ПБ 03-164-97. Правила изготовления паровых и водогрейных котлов, сосудов, работающих под давлением, трубопроводов пара и горячей воды с применением сварочных технологий ПБ 03-384-00. Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных. Общие положения ПБ 10-115-96. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением (без изменений) РД 10-210-98. Методические указания по проведению технического освидетельствования металлоконструкций паровых и водогрейных котлов (с изм. 13.06.00 №1) РД 10-235-98. Инструкция по надзору за изготовлением, монтажом и ремонтом объектов котлонадзора РД 153-34.1-003-01 (РТМ-1с). Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования РД 2730.940.102-92. Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварные соединения. Общие требования. Для котлов, работающих при давлении 18-19 МПа (180-190 кг/см3) рекомендуется сталь 16 ГНМ, как более прочная, с целью экономии металла. Для котлов высокого давления применяются хромомолибденовые стали марок 15ХМ, 12ХМ, обладающие высокой жаропрочностью и высокой длительной прочностью до температур 500-5500С. Для изготовления элементов паровых котлов, работающих в более тяжелых условиях, применяются хромомолибденовые стали марок 12ХМФ и 12Х1МФ. Для сосудов, предназначенных для химических и тепловых процессов, а также для транспортировки и хранения сжатых сжиженных и растворенных газов, рекомендуются различные марки углеродистых сталей, а так же легированные, марок 09Г2ТД, 16ГТ, 1Х18Н9Т, 1Х18Н12М2Т; цветные металлы - латуни, медь, никель, алюминий и их сплавы. Для тонкостенных сосудов высокого давления применяется высокопрочная перлитная сталь 25ХСНВФА с пределом прочности 14-16 МПа (140¸ 160 кг/см3). В химическом машиностроении аппараты изготавливают из ферритных сталей Х17Т, Х25Т; мартенситной стали Х17Н2; аустенитно-ферритных Х28Н с азотом и Х28Н4, взамен дорогих хромоникелевых сталей. В условиях повышенной межкристаллитной и ножевой коррозии рекомендуются аустенитные стали с высокой стабильностью твердого раствора марок 0Х18Н12Т, 08Х18Н12Б, Х17Н16М3Т, 0Х18Н9Т; и с двухфазной аустенитно-ферритной структурой 0Х21Н5Т, 0Х21Н6М2, Х21Н5Т, а так же нержавеющие и кислотостойкие стали - Х14Г14Н, Х14Г14Н3Т, 0Х21Н3Т, 1Х18Н2АГ5, Х17Н5Г9АБ, Х17Н3М2Т и др. Для сосудов и аппаратов нефтяного и химического машиностроения рекомендуются двухслойные стали с основным слоем из углеродистой и низколегированной стали в следующих сочетаниях: Ст3+сталь 08Х13; сталь 20К+сталь 08Х13; сталь 12ХМ+сталь 08Х13; Ст3+1Х18Н9Т и сталь 20К+сталь 1Х18Н12М2Т. Двухслойные стали изготавливаются толщиной от 5мм до 50мм с облицовочным слоем 0, 5 - 5мм. Железнодорожные цистерны, в зависимости от перевозимых веществ, при давлении 0, 2¸ 2, 0 МПа (2-20 кг/см3) изготавливают из: - углеродистой стали по ГОСТ 380-88, марка ВСт3сп5; - низколегированной стали по ГОСТ 19281-89, ГОСТ 5520-79 марок 09Г2Д-12, 09Г2С-12, 09Г2-12, 09Г2С, 10Г2С1Д; - двухслойной стали по ГОСТ 10885-85 марок ВСт3сп5+12Х18Н10Т, ВСт3сп2+12Х18Н10Т, 20К+10Х17Н13М2Т, 09Г2+12Х18Н10Т; - коррозионностойкой стали по ГОСТ 5632-72 марок 12Х18Н10Т, 08Х22Н6Т, 08Х18Н10Т. - алюминиевого сплава по ГОСТ 4784-74 марок АДО, АД-1.
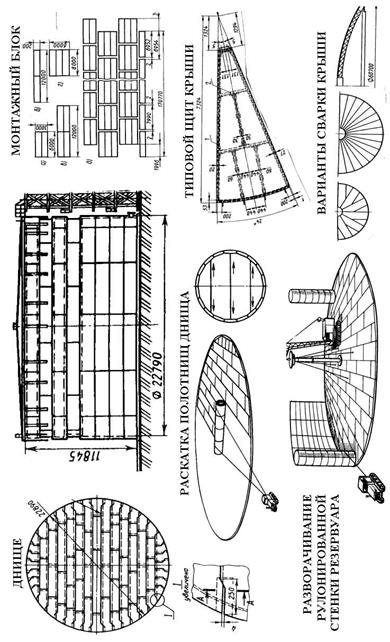
ИЗГОТОВЛЕНИЕ НЕГАБАРИТНЫХ ЕМКОСТЕЙ И СООРУЖЕНИЙ Основная трудность производства крупногабаритных сварных конструкций, таких, например, как вертикальные цилиндрические резервуары, корпуса воздухонагревателей, доменных и цементных печей и др. заключается в отсутствии возможности транспортирования их в готовом к эксплуатации виде, из-за больших габаритных размеров. При изготовлении емкостей и сооружений большого размера из листового проката целесообразно основной объем работ выполнять на заводе-изготовителе. В практике производства и монтажа таких конструкций используют следующие технологические варианты: 1) Расчленение всей конструкции на узлы больших размеров, изготовление этих узлов в условиях завода, временное их деформирование для уменьшения габаритных размеров за счет рулонирования, либо временного деформирования. 2) Изготовление элементов в условиях завода, но без применения временного деформирования, при этом: - размеры должны быть приемлемы для транспортирования; - максимально возможный объем работ проводить в стационарных условиях; - возможность выполнять монтажные швы механизированным способом сварки. Виды и классификация
Вертикальный цилиндрический резервуар представляет собой сосуд, плоское днище которого покоится на песчаном или бетонном основании. Цилиндрическая часть выполнена из отдельных поясов, сваренных встык или внахлестку (рис.7.1). Перекрытие резервуара представляет собой систему связанных между собой строительных полуферм, на которые уложены прогоны с радиальными балками, несущими на себе настил. В зависимости от объема и места расположения, резервуары подразделяются на три класса [3]: Класс I- особо опасные резервуары: объемом 10000 м3 и более, а также резервуары объемом 5000 м3 и более, расположенные по берегам рек, крупных водоемов и в черте городской застройки. Класс II- резервуары повышенной опасности объемом от 5000 до 10000 м3. Класс III- опасные резервуары: объемом от 100 до 5000 м3. Вертикальные цилиндрические резервуары в нашей стране изготавливаются различной емкости от 500 м до 100000 м3. За рубежом сооружаются металлические емкости объемом до 400000 м3. Эти конструкции характеризуются большими размерами и массой. Так, например, резервуар емкостью 5000м3 имеет диаметр 22, 38 м, высоту 11, 74 м и массу более 80 т. Такой резервуар изготавливают из листов разной толщины: от 10 мм в нижнем поясе, до 4 мм в верхних поясах.
Толщина листов отдельных поясов изменяется по высоте за счет изменения гидростатического давления жидкости, находящейся в резервуаре. Днища имеют толщину листов 5- 8 мм, а настил кровли 2, 5 мм. У резервуаров 50¸ 100 тыс. м3 толщина стенки составляет 30- 50 мм. Стали, применяемые в конструкциях резервуаров, должны удовлетворять требованиям стандартов и технических условий. Все элементы конструкции резервуаров по требованиям к материалам подразделяются на две группы: - основные конструкции: А - стенка, привариваемые к стенке листы днища или кольцевые окрайки, обечайки люков и патрубков в стенке и фланцы к ним, привариваемые к стенке усиливающие накладки, опорное (верхнее) кольцо жесткости. Б - центральная часть днища, анкерные крепления, каркас крыши (включая фасонки), настил крыши, самонесущие конические крыши, плавающие крыши, промежуточные кольца жесткости, оболочки люков и патрубков на крыше. - вспомогательные конструкции: лестницы, площадки ограждения и др. Для конструкций резервуаров должна применяться сталь, выплавленная электропечным, кислородно-конвертерным, или мартеновским способом. В зависимости от требуемых показателей качества и толщины проката сталь должна поставляться в состоянии после горячей прокатки, термической обработки, ( нормализации или закалки с отпуском) или после контролируемой прокатки для основных конструкций подгруппы А должна применяться только спокойная сталь (полностью раскисленная) с классами прочности по ГОСТ 19218 от 255 до 590 МПа. Для основных конструкций подгруппы Б должна применяться спокойная или полуспокойная сталь по ГОСТ 27772. Для вспомогательных конструкций наряду с вышеперечисленными сталями с учетом температурных условий эксплуатации возможно применение стали С235 по ГОСТ 27772. Визуальный контроль
Визуальному контролю должны подвергаться 100 % длины всех сварных соединений резервуара. По внешнему виду сварные швы должны удовлетворять следующим требованиям: - по форме и размерам швы должны соответствовать проекту; - швы должны иметь гладкую или равномерно чешуйчатую поверхность (высота или глубина впадин не должна превышать 1мм); - металл шва должен иметь плавное сопряжение с основным металлом; - швы не должны иметь недопустимых внешних дефектов. К недопустимым внешним дефектам сварных соединений резервуарных конструкций относятся трещины любых видов и размеров, несплавления, наплывы, грубая чешуйчатость, наружные поры и цепочки пор, прожоги и свищи. Подрезы основного металла допускаются не более величин, указанных таблице 7.1. Выпуклость швов стыковых соединений не должна превышать значений, указанных в таблице 7.2. Таблица 7.1 Контроль герметичности
Контролю на герметичность подлежат все сварные швы, обеспечивающие герметичность резервуара, а также плавучесть и герметичность понтона или плавающей крыши. Контроль герметичности сварных швов с использованием пробы мел-керосин» следуют производить путем обильного смачивания швов керосином. На противоположной стороне сварного шва, предварительно покрытой водной суспензией мела или каолина, не должно появляться пятен. Продолжительность контроля капиллярным методом зависит от толщины металла, типа сварного шва и температуры испытания. Заключение о наличии в сварном соединении сквозных дефектов делается не ранее 1ч, после нанесения на шов индикатора сквозных и поверхностных дефектов. При вакуумном способе контроля герметичности сварных швов вакуумкамеры должны создавать разрежение над контролируемым участком с перепадом давления не менее 250 мм вод. ст. Перепад давления должен проверяться вакуумметром. Неплотность сварного шва обнаруживается по образованию пузырьков в нанесенном на сварное соединение мыльном или другом пенообразующем растворе. Допускается не производить контроль на герметичность стыковых соединений листов стенки толщиной 12 мм и более. Популярное: |
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1748; Нарушение авторского права страницы

 Издательский центр ДГТУ
Издательский центр ДГТУ