|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Токарно-револьверные станки.
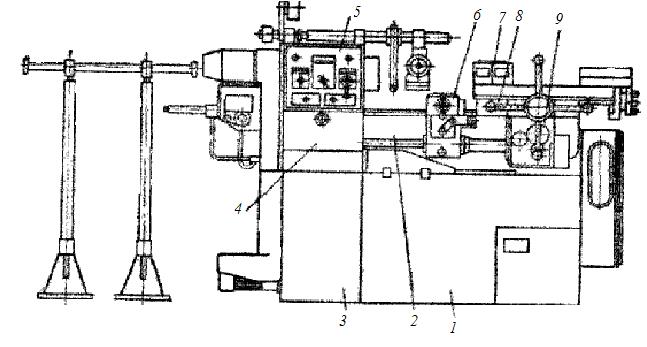
Токарно-револьверные станки применяются в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнить все основные токарные операции. Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг своей оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта. Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большого количества режущего инструмента. К преимуществам токарно-револьверных станков, по сравнению с токарными, относятся: возможность сокращения машинного времени за счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами. Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые или патронные. Обычно станки малого размера - прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки. Револьверные головки бывают призматические и цилиндрические. Головки призматической формы обычно имеют вертикальную ось и шесть граней с гнездами. Головки цилиндрической формы делают с горизонтальной осью вращения с расположением горизонтальной оси головки параллельно или перпендикулярно оси шпинделя станка. Движения в револьверных станках. В револьверных станках главным движением является вращение шпинделя, несущего заготовку; движением подачи - продольное S1 и поперечное S2 перемещение суппортов, несущих режущий инструмент. В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя, поперечная подача осуществляется медленным вращением револьверной головки. В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: повороты (индексирование) револьверной головки для последовательного ввода в работу различного инструмента; подача и зажим прутка; быстрый подвод и отвод револьверного, поперечного суппортов и др. Токарно-револьверный станок 1H325 является универсальным общего назначения и предназначен для обработки деталей из прутка диаметром до 25 мм, либо штучных заготовок, закрепляемых в патроне. Станок имеет шестигранную револьверную головку с вертикальной осью вращения. На станке можно производить все виды токарных работ, включая нарезание резьб плашками, метчиками или с помощью специального резьбонарезного копира. Техническая характеристика станка: Число значений частот вращения шпинделя….1б; Частота вращения шпинделя….80 - 3150 об/мин; Число подач ….. 3; Продольная подача …… 0, 05 - 0, 3 мм/об; поперечная …… 0, 05 - 0, 3 мм/об. На рис.3 показан общий вид станка. В корпусе 1 установлен редуктор 3. Слева на станине 2 расположена шпиндельная бабка 5 и коробка подач 4. На направляющих станины справа установлен револьверный суппорт. Он состоит из каретки 8 и шестипозиционной револьверной головки 7. В гнездах последней в специальных державках закрепляется режущий инструмент. Головка поворачивается вокруг вертикальной оси, фиксируется в шести положениях и вместе с суппортом получает продольную подачу с помощью механизма, смонтированного в фартуке 9. Поперечным суппортом 6 отрезают готовые детали, а также выполняют поперечное фасонное обтачивание.
Рис.3: Токарно-револьверный станок 1Н325.
Кинематическая схема станка представлена на рис.4. Главное движение - вращение шпинделя осуществляется от двухскоростного электродвигателя 1 через двухступенчатую коробку скоростей (редуктор) по двум кинематическим цепям. При включенной муфте 5 - через зубчатые колеса 2 - 3 на вал /, затем через сменные колеса а-b на вал II и через ременную передачу 10 - 52 на шпиндель VII. При включенной муфте 6 - через зубчатые колеса 2 - 3, 4 - 9, 8 - 7 на вал I и далее по предыдущей цепи. Сочетание двухскоростного электродвигателя с двухскоростным редуктором и наличие двух пар обратимых сменных колес а-b позволяет получить 16 значений частот вращения шпинделя. Реверсирование шпинделя осуществляется изменением направления вращения электродвигателя. Суппорты. Поперечный суппорт имеет только поперечное перемещение, которое заимствуется от шпинделя и через две ременные передачи со шкивами 52 - 10, 11 - 12, трехскоростную коробку подач, червячную пару 22 - 23, зубчатые колеса 24 - 25 и 26 - 27 передается на винт XI. Установочное продольное перемещение суппорта осуществляется вручную с помощью реечной пары 28 - 29. Револьверный суппорт получает только продольное перемещение, которое от шпинделя до ходового вала Х осуществляется по предыдущей цепи, а далее через зубчатые колеса 30-31, червячную пару 32 - 33, зубчатые колеса 34 - 85 и 36 - 37 передается на реечную пару 38 -39. Ручное установочное перемещение револьверного суппорта производится с помощью реечной пары 58 - 59. Коробка подач сообщает три подачи поперечному и револьверному суппортам. При включении электромагнитной муфты 14 движение на вал V передается непосредственно с вала IV, при включении муфты 16 - через зубчатые колеса 13 - 19, 20 - 15, при включении муфты 18 - через зубчатые колеса 13 - 19 и 21 - 17. Резьбонарезное приспособление предназначено для нарезания по копиру наружных и внутренних резьб резцами и гребенками. Вал копира IX может получать от шпинделя вращения с передаточным отношением i1=1 или i2 = ½ с помощью скользящего блока 48- 49. Таким образом, с помощью одного резьбового копира можно нарезать резьбы двух разных шагов: при передаточном отношении от шпинделя к валу копира IX i1=1, шаг нарезаемой резьбы равен шагу копира; при передаточном отношении от шпинделя к копиру i2= ½ , шаг нарезаемой резьбы равен половине шага резьбы копира. Механизм подачи и зажима прутка. Подача и зажим прутка осуществляются с помощью барабанов 53 - 54, получающих привод от электродвигателя 57, через червячную пару 55 - 56. На валу, получающем вращение от отдельного электродвигателя через червячную передачу, закреплены барабаны (цилиндрические кулачки). Барабан с помощью рычага 20 управляет перемещением муфты зажимного механизма, расположенного на левом конце шпинделя. Для зажима прутка муфта перемещается влево и своей конической поверхностью утапливает шарики. При этом сепаратор, упругий компенсатор, регулировочное кольцо и гайка, навернутая на трубу зажима, перемещаются влево. На правом конце трубы зажима навернута пружинящая цанга, которая затягивается в конусное отверстие шпинделя и зажимает пруток. При разжиме муфта отходит вправо, шарики освобождаются; цанга, благодаря своей упругости, разжимаясь, скользит по конусу
шпинделя, перемещаясь вправо, и увлекает за собой трубу и детали. Шарики при этом выдавливаются на периферию. Барабан с помощью рычага и качающейся кулисы сообщает возвратно-поступательное движение ползушке подачи, которая скользит по направляющей, привернутой к корпусу механизма. В ползушке на шариковом подшипнике установлена труба подачи, несущая на своем правом конце подающую цангу. Усилие, подающее ползушку подачи вместе с трубой подачи, цангой и прутком вправо до упора, создается пружиной. Отвод же подающей трубы влево осуществляется кривой барабана. Подача и зажим прутка производится в такой последовательности: после отрезки готовой детали зажимная цанга зажата и удерживает пруток. Подающая труба с цангой перемещается влево, и цанга проскальзывает по прутку. Затем зажимная цанга разжимается, освобождая пруток, а подающая труба с цангой, перемещаясь вправо, подает пруток до упора, отрегулированного в соответствии с длиной обрабатываемой детали. После этого зажимная цанга, сжимаясь, закрепляет пруток. Револьверный суппорт состоит из двух частей: установочного ползуна, который может закрепляться на направляющих станины, и каретки, перемещающейся по направляющим ползуна. Каретка несет пустотелую колонну, на которой на подшипниках установлена шестигранная револьверная головка с прикрепленным к ней делительным диском. В пазу каретки установлена ходовая рейка, находящаяся в зацеплении с реечным колесом. С помощью этой реечной пары осуществляется рабочая подача каретки с револьверной головкой и отвод их вправо. Ходовая рейка в зоне рабочего хода каретки жестко с ней связана специальным замком, а когда каретка, отведенная вправо до упора, останавливается, рейка теряет с ней связь и перемещается дальше, для поворота револьверной головки. Для поворота головки ходовая рейка слева имеет вспомогательную рейку, которая после отвода каретки входит в зацепление с зубчатым сектором, поворачивает его, а вместе с ним через ряд промежуточных деталей, вал и фланец поворачивает и револьверную головку. Перед поворотом головки специальный механизм выводит фиксатор из гнезда делительного диска, освобождая головку. После поворота головки фиксатор под действием пружины западает в следующее гнездо делительного диска, фиксируя револьверную головку в новом положении. С помощью специального устройства, при движении вспомогательной рейки вправо осуществляется разжим револьверной головки перед ее поворотом, а при движении рейки влево - зажим головки после поворота. Одновременно с поворотом револьверной головки, через зубчатые колеса с общим передаточным отношением i=1 поворачивается и барабан упоров, несущий шесть упоров, которые ограничивают рабочий ход револьверной головки в каждой из шести ее положений. Токарно-револьверные станки с горизонтальной осью револьверной головки по принципу работы не отличаются от станков с вертикальной осью револьверной головки. Различие состоит в том, что на станках с горизонтальной осью револьверной головки нет поперечного суппорта. Револьверная головка получает продольную подачу и, кроме того, может медленно поворачиваться вокруг своей оси, чем обеспечивается поперечная (круговая) подача. Револьверный суппорт с горизонтальной осью револьверной головки состоит из корпуса, внутри которого на подшипниках установлен шпиндель. На левом конце шпинделя закреплена револьверная головка в виде диска, имеющего гнезда для установки и закрепления инструмента. Головка может периодически поворачиваться и быть зафиксирована в различных положениях. Периодический поворот ее на новую позицию осуществляется вручную с помощью маховика. При этом фиксатор выводится из гнезда рукояткой. Продольное перемещение револьверного суппорта вручную или от механизма подач станка производится с помощью реечной передачи, причем рейка, закреплена на суппорте, перемещается вместе с ним, а реечное колесо установлено в корпусе станка. Круговая подача, т.е. медленное вращение револьверной головки, осуществляется также от механизма подач станка или вручную с помощью маховика. На барабане устанавливаются упоры, ограничивающие рабочий ход револьверного суппорта в каждом очередном положении револьверной головки с инструментом. На практике встречаются различные размеры револьверных станков. Станки с наибольшим диаметром обработки от 18 до 125мм строятся как прутковые, причем до диаметра 40 мм включительно выпускаются в двух исполнениях: с вертикальными и горизонтальными револьверными головками. Крупные револьверные станки с диаметром обработки над станиной, равным от 160 до 630 мм, строятся патронными с вертикальной револьверной головкой.
Токарные лобовые станки Для обработки коротких заготовок большого диаметра и небольшой длины в единичном производстве применяют токарные лобовые станки. Они имеют сравнительно небольшую длину, планшайбу большого диаметра и не имеют задней бабки. Станки с обособленным суппортом предназначены для обработки особо крупных деталей, превышающих диаметр планшайбы. Для этого в фундаменте под планшайбой делают выемку. Привод подачи суппорта такого станка осуществляется или от отдельного электродвигателя, или от шпинделя станка через храповые устройства. В настоящее время, ввиду невысокой точности и сложности установки заготовки на вертикальной планшайбе, а также низкой производительности, лобовые станки применяются редко - они вытеснены более совершенными карусельными станками.
Карусельные станки Карусельные станки применяются для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины. На них можно выполнять почти все токарные операции. Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что позволяет получить более высокую точность обработки деталей. Карусельные станки изготовляют двух типов: одностоечные и двухстоечные. Станки с планшайбой диаметром до 1500 мм обычно одностоечные, а станки с планшайбами большего диаметра - двухстоечные. Режущий инструмент крепится в резцедержателе бокового суппорта и в револьверной головке вертикального суппорта. Горизонтальную подачу револьверного суппорта используют при обработке торцовых поверхностей, а вертикальную - внутренних цилиндрических и конических поверхностей (суппорт можно поворачивать вокруг горизонтальной оси). Боковой суппорт служит для обработки наружных поверхностей, а при горизонтальной подаче - для обработки торцовых поверхностей, прорезки канавок, снятия фасок и других операций. Карусельный станок 1508 является универсальным станком и предназначен для токарной обработки деталей в виде отливок, корпусов, маховиков, зубчатых колес, бандажей и т. п. Техническая характеристика станка: Наибольший диаметр обтачивания в мм..... 800 Наибольшая высота заготовки в мм....... 800 Число значений частот вращения планшайбы ……. 18 Частота вращения планшайбы в об/мин..... 10 - 500 Подачи на 1 оборот в мм: продольные.............0, 6 - 6, 3 поперечные.............. 0, 6 - 6, 3 Главное движение (вращение планшайбы) производится от электродвигателя 99 через ременную передачу, зубчатые передачи, или на вал II, затем через передачи, или на вал III; далее через передачи на вал V и через коническую пару и передачу на шпиндель VIII. Коробка скоростей сообщает планшайбе различные значения частот вращения. Движения подач. Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые двенадцатискоростные коробки подач с одинаковой кинематикой. Горизонтальная подача револьверного суппорта осуществляется от вала VIII планшайбы, через зубчатую передачу, коническую пару, зубчатые передачи, коническую пару, вал ХШ коробки подач (показана отдельно, слева), муфту, зубчатые передачи и электромагнитные муфты или муфту обгона, зубчатые передачи и муфты, передачи и муфту, вал ХVI, реверсивный механизм, состоящий из зубчатых колес и муфты, зубчатую передачу и вал XIX на винт в каретке револьверного суппорта. Вертикальная подача револьверного суппорта осуществляется по той же цепи до вала XVI коробки подач и далее, через зубчатые передачи и муфту, вал ХХ на вал XX VI в каретке суппорта, затем через коническую пару, зубчатые колеса и коническую пару на винт. Горизонтальная подача бокового суппорта осуществляется от электродвигателя до вала ХII по той же цепи, далее через коническую пару на вал ХIII другой коробки подач, затем через коробку подач по цепям, указанным выше, до вала ХIХ, далее на вал XXV в каретке бокового суппорта и через передачи на винт. Вертикальная подача бокового суппорта осуществляется по той же цепи до вала XVI коробки подач, затем на вал ХХ этой же коробки по цепям, указанным выше, далее на вал XXIX в каретке суппорта и через конические передачи на винт. Установочные перемещения. Установочное перемещение револьверного суппорта (горизонтальное или вертикальное) осуществляется от электродвигателя быстрых ходов, зубчатые передачи, при разомкнутой муфте, через коробку подач до валов ХIХ или ХХ и далее по цепям этого суппорта, указанным выше. Установочное перемещение бокового суппорта производится от электродвигателя быстрых ходов другой коробки подач и далее, по цепям бокового суппорта, указанным выше. Установочное перемещение траверсы осуществляется от электродвигателя, через червячную передачу на винт. Ручное установочное перемещение суппортов производится с помощью маховиков в коробках подач, через конические передачи на валы ХIХ или ХХ и далее по указанным ранее кинематическим цепям суппортов. Ползун револьверного суппорта при обработке конической поверхности поворачивается через червячную передачу. В Советском Союзе изготавливалось большое количество карусельных станков. Станки с диаметром обработки 800 - 1600 мм и высотой обрабатываемой детали 800 - 1000 мм строятся в одностоечном исполнении, а с диаметром 2300 - 8000 мм и высотой 1600 - 3200 мм - в двухстоечном. Вообще говоря, станки выпускаются в зависимости от потребности и больших размеров (до 25 м).
Популярное: |
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1189; Нарушение авторского права страницы