|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Материалы, сортамент, сечения металлоконструкций
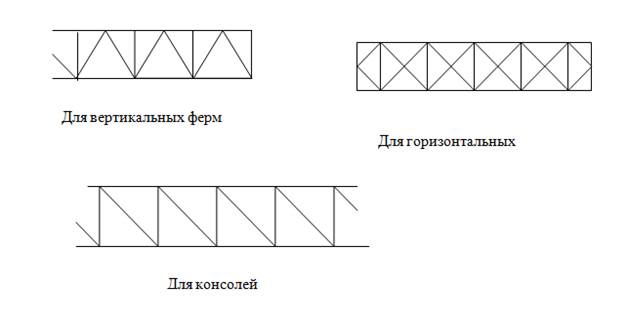
Для изготовления металлических конструкций подъемно-транспортных машин обычно применяются прокатные углеродистые и низколегированные стали различных марок. Прокатные стали делятся на 2 основные группы: сталь листовая (горячекатаная, широкополосная универсальная и полосовая) и сталь профильная (уголки, швеллеры, тавровые балки, двутавровые, трубы бесшовные и электросварные, трубы стальные квадратные и другие профили) [4]. Для элементов, изгибаемых в одной плоскости, наилучшей является двутавровая форма; для сжимаемых – трубчатая. Листовая сталь употребляется, главным образом, в виде толстолистовой стали толщиной 4…50 мм. Обычно ширина листов составляет 1400 … 2000 мм при длине 6…8м. Широкополосная сталь катается шириной 200…1050 мм, а полосовая – 12…200 мм с длиной полос от 3 до 10 м. Уголковый профиль применяется, главным образом, для элементов, работающих на осевые усилия и для соединительных элементов. Сортамент равнополочных уголков включает номера 2 – 25; максимальные длины уголков до 13 м. В сортаменте уголок каждого номера имеет несколько толщин. В общем случае предпочтительно применять уголки с возможно более тонкими полками, даже если это приводит к увеличению их номеров. Швеллеры используют в элементах, работающих на осевые усилия, и в виде балок, работающих на поперечный изгиб, а также как соединительные конструктивные элементы. В сортаменте швеллеры имеют высоты 50…400 мм. Начиная с № 14 и до № 24, швеллеры изготовляются при одной высоте двух или трех различных по размерам сечений. Длины швеллеров от 4 до 13 м. Двутавры применяются главным образом для элементов, работающих на поперечный изгиб. В сортаменте двутавры имеют высоты 100…600 мм. Начиная с № 18 и до № 30 двутавры для каждой высоты имеют также 2…3 различных по размерам сечения. Длина двутавров от 4 до 13 м. Балки двутавровые специальные для подвесных путей имеют высоты 180, 240, 300, 360, 450 мм при длинах от 4 до 13 м. Трубы применяются для элементов, работающих на осевые усилия, особенно на сжатие. В сортаменте трубы бесшовные имеют наружный диаметр 25…820 мм, а сварные – 38…1620 мм. Толщина стенки бесшовных труб 2, 5…75 мм; сварных 2…20 мм. Максимальные длины бесшовных труб до В трубчатых конструкциях благодаря большим радиусам инерции возможно применение ферм большей длины; преимущество труб в том, что они имеют меньше соединительных элементов. Они наиболее удобны для наружной покраски и испытывают меньшее давление ветра. Торцы трубы при монтаже конструкций должны быть герметически закрыты, чтобы не возникала опасность попадания влаги с последующим замерзанием. При изготовлении решетчатых конструкций квадратные трубы (ГОСТ 8639-82) более удобны, чем круглые, т.к. их проще соединять. Они могут также работать на поперечный изгиб (ходовые балки на стрелах башенных кранов). Их наружные размеры от 10 до 180 мм [4]. Гнутые профили, получаемые из листовой и полосовой стали, дают экономию металла и сварочных работ. Форма гнутых профилей подобна уголкам (равнобоким и неравнобоким); корытный профиль (наподобие швеллера), но различных модификаций. Профили стандартизованы (ГОСТ 19771-74, Рельсы крановые (ГОСТ 4121-76) и рельсы железнодорожные широкой (ГОСТ 7174-75) и узкой колеи (ГОСТ 6368-82) используют для подтележечных рельсов на кранах и для подкрановых путей. Составные сечения стержней ферм применяются для раскосов, для поясов. Они создаются из комбинаций уголков, швеллеров, стальных полос. Основные типы приведены в литературе [3, 4]. Для вертикальных и горизонтальных ферм, а также для консолей часто применяют решетчатые конструкции, примеры которых показаны на рисунке 6. Горизонтальные делают из условия повышенной жесткости, а вертикальные – из условия устойчивости.
Рисунок 6 - Примеры решетчатых конструкций.
Пояса сварных балок делают только из листов. Наиболее целесообразна конструкция с одним поясным листом, толщиной до 50 мм во избежание хрупких разрушений. Конструкции и размеры сечений выбирают из условий устойчивости. Для крановых конструкций применяют также профили из алюминиевых сплавов, особенно гнутые и штампованные элементы или детали. Они имеют повышенную деформационную способность, чем стальные [4].
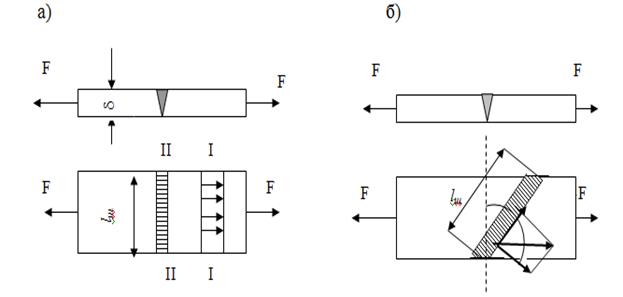
Соединения металлоконструкций В металлоконструкциях ПТМ используют сварные, заклепочные и болтовые соединения. Заклепочные и болтовые соединения применяются главным образом в монтажных стыках и узлах, когда это вызывается требованиями перевозки конструкций (ограничение габаритов) или условиями их монтажа. Сварные соединения Основным видом соединений металлоконструкций мостовых кранов является сварное соединение встык, выполненное стыковым швом, автоматической, полуавтоматической или ручной сваркой электродами не ниже типа Э42, при этом для ответственных конструкций швы считаются равнопрочными с основным металлом, то есть: [ s св] = [s ], где [ s св], [s ] - соответственно, допускаемые напряжения растяжения, сжатия и изгиба сварного шва и основного металла конструкций. В этом случае швы делают прямыми с подваром корня шва и выводом его концов за пределы стыка. Швы встык, воспринимающие растягивающие силы делают прямыми или косыми в зависимости от способов сварки и контроля качества. Виды сварных стыковых соединений изображены на рисунке 7. Если контроль производится только путем наружного осмотра, то прямые швы считают неравнопрочными и назначают при расчетах запас прочности 15 %. При необходимости равнопрочности швы делают косыми [3]. Расчетные характеристики среза для стыковых швов определяют из соотношения: [ t СВ] = 0, 6 [s]. Напряжение в шве прямого стыка проверяется по формулам, известным из курса «Детали машин»: - при сжатии
где [sссв] - допускаемое напряжение при сжатии; при растяжении
где [sрсв] - допускаемое напряжение при растяжении.
Рисунок 7 - Сварные соединения встык, выполненные швами: а) – прямым; б) – косым
Прочность швов косых стыков может быть проверена расчетом на действие нормальных и касательных напряжений по формулам: - на растяжение
- на срез
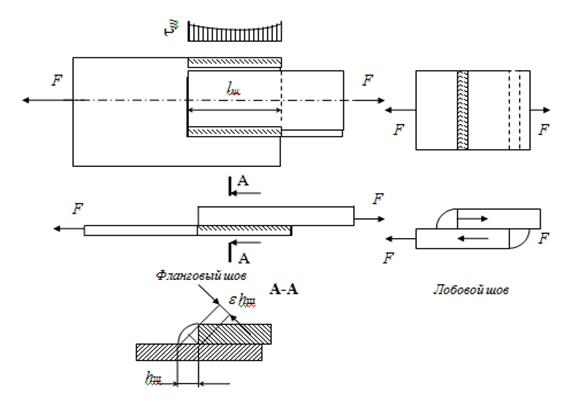
где F - расчетная осевая продольная сила, Н; d - наименьшая толщина соединяемых элементов; l ш - расчетная длина стыкового шва; α - угол между направлением продольной силы и швом. Соединения внахлестку осуществляются при помощи угловых швов – фланговых или лобовых, которые представлены на рисунке 8. Наибольшая расчетная длина фланговых швов ограничивается величиной, равной 60 hш , наименьшая – 4 hш, , но не менее 40 мм (hш – катет углового шва). Исключение составляют сопряжения, в которых усилие воспринимается фланговым швом на всем его протяжении (например, поясные швы балок), при этом длина шва не ограничивается. Сварные угловые швы, воспринимающие продольную силу, рассчитываются по формуле:
где hу - катет шва; e - коэффициент, зависящий от вида сварки: e = 1 для автоматической сварки, однопроходной; e = 0, 8 – для полуавтоматической, однопроходной; e = 0, 7 – для ручной и многопроходной автоматической и полуавтоматической сварки, [t усв] = 0, 7 s - допускаемое напряжение углового шва при срезе.
Рис. 8 - Сварные соединения внахлестку. lш – длина шва; hш - толщина шва, принимаемая равной катету вписанного треугольника; e - коэффициент, зависящий от вида сварки.
Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 1441; Нарушение авторского права страницы
 ,
,  ,
, 
 ,
,  ,
,  ,
,