|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МЕТОДИКА ПРОВЕДЕНИЯ СТОЙКОСТНЫХ ИСПЫТАНИЙ ⇐ ПредыдущаяСтр 2 из 2
Стойкость – одна из основных характеристик режущего инструмента, которая определяет его работоспособность. Стойкость напрямую связана с износом и зависит от тех же факторов: свойств обрабатываемого материала и материала инструмента, режима резания, геометрии резца и качества смазывающе-охлаждающей жидкости. Износ инструмента протекает неравномерно и делится по времени на три периода: начального, нормального и катастрофического износа. В начальный период износ происходит интенсивно, но проходит быстро. В период нормального износа истирание инструмента значительно медленнее; этот период занимает 90 - 95% от всего времени работы инструмента. В период катастрофического износа величина его резко увеличивается, и если вовремя не прекратить работу, то в течение 2 - 3 минут износ возрастет в несколько раз и инструмент вскоре окончательно выйдет из строя. Явление катастрофического износа объясняется тем, что при затупленной режущей кромки увеличиваются трение и сопротивление резанию, больше тепла поступает в инструмент и температура его режущей части повышается. Все это приводит к еще более интенсивному износу. Оптимальным называют такой износ, при котором суммарная стойкость инструмента будет наибольшей, а, следовательно, расход инструмента наименьшим. Для оценки режущих свойств разработанной конструкции фрезы были проведены её стойкостные испытания с использованием пластин формы XDPT-MM с износостойкими покрытиями WP40PM и WP35CM. В качестве заготовки был выбран прокат круглый горячекатаный из стали 40Х по ГОСТ 1050-88. Химический состав:
Механические свойства:
Рис. 4. Схема фрезерования
Испытания проводили по схеме попутного фрезерования, без использования смазочно-охлаждающей жидкости на следующих режимах: -скорости резания - V=90; 110; 130 м/мин; -подача - Sм=280; 350; 420 мм/мин (Sz=0, 05 мм/об); -глубина фрезерования - t=3мм; -ширина фрезерования - B=3мм. Стойкостные испытания проводились на обрабатывающем центре модели MC-032 фирмы ZMM (Болгария).
Технические характеристики:
Крепилась фреза в оправку Weldon SK50-SLA20-63 по DIN 1835-B и DIN6535-HB.
Рис. 5. Оправка Weldon SK50-SLA20-63
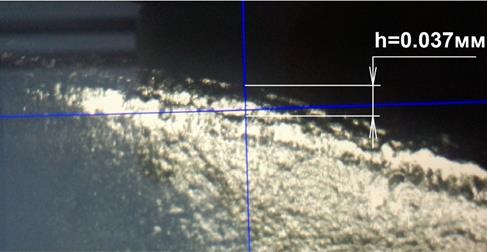
В качестве критерия износа была выбрана фаска износа. Контроль фаски износа по задним поверхностям СМП осуществляли на координатно-измерительной машине мод. Genius 3 фирмы Zoller (Германия).
Технические характеристики:
Примеры фотографий задней поверхности: Скорость резания 130 м/мин. Увеличение х50
Рис. После 5 минут работы (x50)
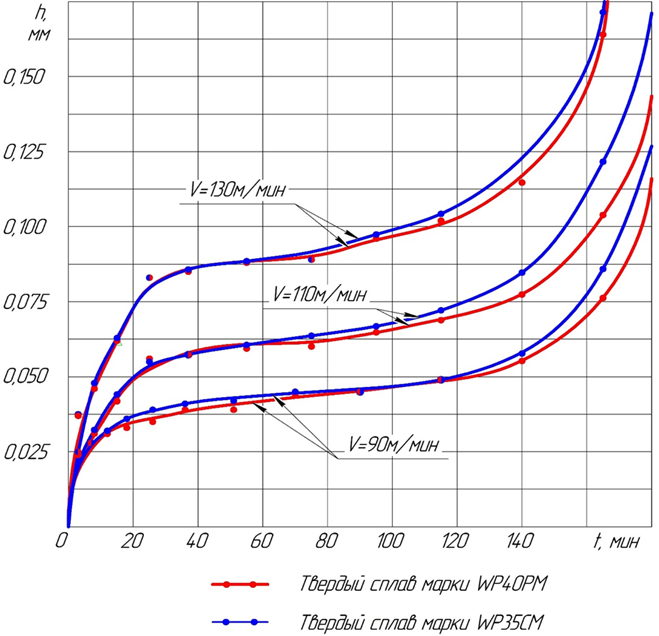
Рис. После 165 минут работы (х50) По результатам стойкостных испытаний получены зависимости величины фаски износа от времени работы инструмента, и на основании этих данных были построены кривые износа.
Рис. Кривые износа
Популярное:
|
Последнее изменение этой страницы: 2016-05-29; Просмотров: 2271; Нарушение авторского права страницы
 ,
H/мм2 (кгс/мм2)
,
H/мм2 (кгс/мм2)
 , H/мм2
(кгс/мм2)
, H/мм2
(кгс/мм2)
 ,
%
,
%
 ,
%
,
%