|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Токарные и токарно-винторезные станки
Впервые серийный выпуск токарно-винторезных станков в нашей стране был налажен в 1929 году на Московском заводе “Красный пролетарий”. Это был ТН-20, тихоходный, маломощный станок со ступенчато-шкивным приводом для обработки деталей до 400 мм. В 1932 году на смену пришёл ДИП-200, а с 1954г. начат выпуск станков модели 1К62 и его быстроходного исполнения 1М620. Сейчас они модернизированы. Характерными размерами токарных станков является максимальный диаметр обработки над станиной, который колеблется от 100 до 6300 мм и максимальная длина обработки (от 125 до 20 000 мм). Кинематическая структура токарных станков содержит кинематические цепи привода вращения шпинделя и привода продольной и поперечной подачи.
Реверсирование шпинделя выполняется электродвигателем, а включение и реверсирование подач – механизмами, расположенными в фартуке. Перемещение поворотных салазок, используемое для точения конусов и пиноли задней бабки – ручное, только в крупных станках эти движения механизированы. При токарно-винторезном использовании станка добавляется винторезная формообразующая кинематическая цепь, связывающая вращение шпинделя с продольной подачей от ходового винта. Подача при этом включается разъёмной гайкой МГ. Реверсирование шпинделя вместе с винторезной цепью в этом случае в большинстве станков передаётся от электродвигателя специальному реверсивному механизму с фрикционными муфтами, т.к. при нарезании резьбы реверсирование требуется частое. В современных токарных станках имеется приводная цепь быстрых перемещений, сопрягаемая с цепью рабочих подач обгонной муфтой.
1 – станина; 2 – передняя бабка с коробкой скоростей; 3 – задняя бабка; 4 – фартук; 5 – коробка подач; 6 – суппорт. У него N = 10 кВт; z = 23; n = 12, 5-2000 об/мин
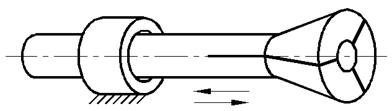
Станок мод. 1К620 является быстроходным вариантом станка мод. 1К62 с бесступенчатым регулированием частот вращения (рис. 2). Вместо первых двух групповых передач привода шпинделя в этом станке поставлен механический бесступенчатый вариатор с раздвижными коническими шкивами и широким клиновидным ремнём Управление вариатором выполняется включением электродвигателя ДУ с N=0, 5 кВт, вращающего барабанный кулачок К раздвижения шкивов. От ведомого вала вариатора получает вращение таходинамо Тд , скорость вращения которого регистрируется стрелкой вольтметра В. Она показывает по четырём шкалам, соответствующим четырём механическим ступеням фактическую частоту вращения шпинделя. В станке 1К620 механизирована подача верхней поворотной части суппорта для обеспечения точения конусов. Всё остальное унифицировано со станка 1К62. Лоботокарные станки предназначены для токарной обработки тяжёлых деталей большого диаметра, но небольшой длины (рис. 6). Передняя бабка лоботокарных станков монтируется на одной станине с суппортом, а у более крупных станков – на отдельном фундаменте. Заготовка крепится на планшайбе или в четырёх кулачковом патроне. Недостатки: 1) Не удобство установки и выверки тяжёлых заготовок на вертикальной плоскости планшайбы; 2) Неблагоприятные условия работы подшипников короткого, тяжело нагруженного шпинделя. (Поэтому эти станки вытесняются карусельными.) Преимущества: Они проще, дешевле карусельных станков и применяются в индивидуальном и мелкосерийном производстве на обдирке и при обработке не очень точных деталей. Специализированные токарные станки. Наибольшее распространение получили следующие специализированные токарные станки: 1. Многорезцовые 2. Вальцетокарные 3. Для обработки коленчатых валов 4. Слиткообдирочные 5. Колесотокарные и осетокарные для ж/д транспорта. 6. Трубо- и муфтообрабатывающие 7. Бесцентровообдирочные 8. Резьбообрабатывающие 9. Токарно-затыловочные Вальцетокарные станки предназначены для обработки прокатных валов с диаметром до 2 м и длинной до 8 м. Они выполняются очень жёсткими, т.к. служат для обработки как гладких, так и ручьевых сырых и закалённых валов не только продольной или криволинейной подачей по периметру ручьёв, но и поперечным врезанием очень широкого (до 250 мм) фасонного быстрорежущего резца. Слиткообдирочные станки (рис. 5) – для обдирки некрупных четырёх или многогранных слитков, перед их поступлением в прокатку. Они имеют возвратно-поступательное движение резца и его качение вокруг режущей точки для сохранения нормальных углов резания. Станки для токарной обработки коленчатых валов (рис. 4 стр. 3) бывают нескольких видов: а) для обработки средних коренных шеек и их щёк, с приводом от обоих крайних коренных шеек; б) для обработки в центрах обоих крайних коренных шеек, с приводом от средней обработанной коренной шейки через разъёмную шестерню; в) для обработки шатунных шеек и их щёк, с приводом от обоих крайних шеек, смещённых от оси вращения на величину их эксцентриситета; г) для одновременной обработки всех шатунных шеек и их щёк. В этом случае коленчатый вал вращается вокруг оси коренных шеек, а суппорты вращения синхронно с ним, но вокруг оси, смещённой на величину эксцентриситета шатунных шеек. Резцы при этом остаются горизонтальными. Для обработки тяжёлых коленчатых валов применяют станки, на которых заготовки закрепляют неподвижно в люнетах, а вращение, движение подач и установочные движения сообщаются охватывающим резцовым головкам. Обработка ведётся последовательно всех шеек. Трубо- и муфтообрабатывающие станки – обрабатывают концы труб и муфт и нарезают на них соединительную коническую резьбу. Безцентровообдирочные валотокарные станки (рис. 22) предназначены для обработки длинных валов и обдирки прутков для последующей их обработки на револьверных станках и токарных автоматах. Обработка не вращающегося вала ведётся двумя вращающимися резцовыми головками – обдирочной (3) и чистовой (4). Подача прутка выполняется роликами. Концы обрабатываемого вала поддерживаются тележками. Токарно-револьверные станки Они предназначены для токарной обработки в серийном производстве деталей сложной конфигурации различными инструментами, большая часть которых закреплена в револьверной головке (рис. 3). Для последовательного ввода заранее настроенных на размер инструментов в работу, револьверной головки соответствует позиция поворотного валика с набором упоров Б1 (рис. 4.8 стр. 5) ограничивающей ход головки. В некоторых станках при повороте головки меняется и позиция регулятора скоростей подач Б2. Токарно-револьверные станки делятся на прутковые и патронные. На этих станках можно выполнять почти все основные токарные операции. Применение этих станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется последовательное применение различных режущих инструментов: резцов, свёрл, развёрток, метчиков и т.д. Инструменты в необходимой последовательности крепят в соответствующих позициях револьверной головки и резцедержателях поперечных суппортов. Все режущие инструменты устанавливают заранее, при наладке станка и в процессе обработки они поочерёдно или параллельно вводятся в работу. Величина хода каждого инструмента ограничивается упорами, которые выключают продольную и поперечную подачи. После каждого рабочего хода револьверная головка поворачивается и рабочую позицию занимает новый режущий инструмент. Револьверные головки бывают цилиндрические и призматические. Головки цилиндрической формы выпускают с горизонтальной и вертикальной осями вращения, с расположением горизонтальной оси параллельно или перпендикулярно оси станка. Головки призматической формы обычно бывают с шестью гранями. Типажом станком предусмотрены токарно-револьверные станки с наибольшим диаметром обрабатываемых прутков 10, 16, 18, 25, 40, 65 и 100 мм. Для зажима прутка при обработке не токарно-револьверных станках широкое применение получили цанговые патроны. Основным их элементом является цанга – стальная закалённая втулка с прорезами, образующими пружинящие лепестки.
В станках для прутковой работы круглые, шестигранные и другой формы прутки зажимаются в цанге и периодически после отжатия подаются цангой до упора, закреплённого в данной из позиций револьверной головки. В станках для патронной работы обрабатываются штучные отливки и паковки. Основным размером револьверных станков является наибольший диаметр прутка или диаметр штучной заготовки, закрепляемой в патроне. Специфичными узлами револьверных станков являются: револьверная головка, поперечный суппорт и механизм подачи и зажима прутка. Остальные узлы подобны узлам токарных станков. Поперечный суппорт, в отличии от токарных станков имеет лишь нижнюю каретку с поперечными салазками, несущими передний поворотный четырёх позиционный резцедержатель и задний одно или двух резцовый резцедержатель. В небольших токарно-револьверных станках имеется только револьверный суппорт, а поперечную подачу заменяет ручное или механизированное вращение револьверной головки вокруг оси, параллельной оси шпинделя. Револьверные головки бывают с вертикальной а), в), горизонтальной б) и наклонной г) осями вращения.
Ходовой винт револьверным станкам не требуется, т.к. резьба на них нарезается только метчиками или плашками. В токарно-револьверных станках частота вращения и подача переключаются в основном с помощью командоаппаратов. Основными размерами, характеризующими прутковые револьверные станки, являются наибольший диаметр обрабатываемой в патроне детали над станиной и над суппортом. К основным размерам относятся, и максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение головки. Патронные токарно-револьверные станки выпускают с наибольшим диаметром обрабатываемой детали от 160 до 630 мм. К преимуществам токарно-револьверных станков по сравнению с токарными относятся возможность сокращения машинного времени в результате применения многорезцовых державок и одновременной обработки детали инструментами револьверной головки и поперечного суппорта и сравнительно малые затраты вспомогательного времени вследствие предварительной настройки станка на обработку несколькими инструментами. Токарно-револьверный станок модели 1П365, например, предназначен для обработки в патроне заготовок с диаметром до 500 мм или прутков с диаметром до 65 мм. У него N = 14 кВт, n = 34…1500 об/мин с преселективным (предварительным) выбором скоростей и подач и гидравлическим их переключением. Коробки подач у него независимые для револьверного и поперечного суппортов. Муфта М1 позволяет производить переключение (реверс) без остановки шпинделя. Перед переключением подач она выключается автоматически с помощью гидропривода. Быстрые перемещения суппортов выполняются электродвигателем Дб при включении соответствующих реверсирующих механизмов Р1 или Р2. Токарно-револьверный станок модели 1П326 предназначен для обработки деталей из прутка с диаметром до 25 мм и длинной до 150 мм (рис. 7). В нём автоматизирован поворот револьверной головки на новую позицию в конце быстрого её отвода и связанный с ним поворот барабана командоаппарата Б2, переключающего электромагнитными муфтами скорости подач, а также поворот блока упоров Б1 для следующего перехода. Механизирована подача и зажим прутка барабанными кулачками Б3 и Б4 пруткового материала электродвигателем ДВС, а также быстрое перемещение только револьверного суппорта двигателем ДБ. У токарно-револьверного станка модели 1336М нет поперечного суппорта рис. 4.9. стр. 6, поэтому поперечная подача выполняется поворотом револьверной головки вручную или механически вокруг оси параллельно шпинделю Выключение подачи револьверного суппорта выполняется “подающим червяком” от упоров УП.
Токарно-карусельные станки Основными размерами карусельных станков является наибольший диаметр и наибольшая высота заготовки. Карусельные станки имеют максимальный диаметр обработки от 800 до 2500 мм. Станки с диаметром обработки до 1600 мм изготавливают одностоечными, а больших типоразмеров – двухстоечными. Первые имеют на траверсе один вертикальный суппорт с револьверной головкой и один горизонтальный суппорт на стойке. У вторых на траверсе два вертикальных суппорта и один или два боковых, горизонтальных - на стойках.
Главное движение резания создаётся вращением планшайбы. Каждый из суппортов имеет вертикальную и горизонтальную подачу, а также быстрое перемещение в этих же направлениях. Траверса имеет установочное вертикальное перемещение с автоматическим закреплением на направляющих. Карусельный станок мод. 1553 (рис. 8, стр. 5), например, двухстоечный и предназначен для обработки деталей с диаметром до 2300 мм и высотой до 1600 мм. У него N = 40 кВт, привод планшайбы обеспечивает 18 ступеней частот вращения с n = 1, 4…48 об/мин. Для разгрузки направляющих планшайба через упорный шариковый подшипник вручную приподнимается на 0, 04…0, 05 мм и образовавшийся зазор заполняется смазкой. На вертикальные ходовые валики подач вращение подается от планшайбы. Далее через реверсирующие механизмы Р1, Р2 и Р3 и коробки подач движение подаётся либо на вертикальную, либо на горизонтальную подачу любого суппорта. Для каждой подачи всех суппортов имеется индивидуальный электродвигатель быстрых перемещений Дб. Включение его сблокировано с движением подачи. При нажатии рабочим кнопки вертикального перемещения траверсы, сначала включается малый двигатель Дзаж , который освобождает направляющие траверсы. Потом он автоматически отключается и включается двигатель подъёма (опускания) траверсы Дтр, который отключается когда рабочий отпускает кнопку, после чего снова автоматически включается двигатель Дзаж , но в обратном направлении, чтобы зажать траверсу и автоматически отключиться от перегрузки. Левый вертикальный суппорт выполнен поворотным для возможности обработки конусов, а правый суппорт оснащён 5-и позиционной револьверной головкой. Популярное: |
Последнее изменение этой страницы: 2016-05-30; Просмотров: 868; Нарушение авторского права страницы

 Токарно-винторезный станок модели 1К62, например, предназначен для обработки деталей с диаметром над станиной до 400 мм и длиной до 710, 1400 и 3000 мм.
Токарно-винторезный станок модели 1К62, например, предназначен для обработки деталей с диаметром над станиной до 400 мм и длиной до 710, 1400 и 3000 мм.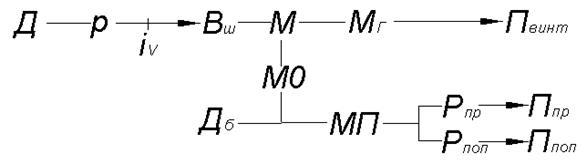
 . Его диапазон регулирования Дб = 4. Четыре ступени переборной группы
. Его диапазон регулирования Дб = 4. Четыре ступени переборной группы  включая прямую передачу на шпиндель, расширяют диапазон регулирования, обеспечивая n = 12, 5 … 3000 об/мин.
включая прямую передачу на шпиндель, расширяют диапазон регулирования, обеспечивая n = 12, 5 … 3000 об/мин.