
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Станки для обработки призматических деталей
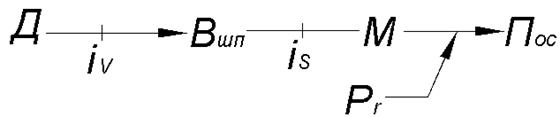
Сверлильные станки Сверлильные станки предназначены для получения сквозных или глухих отверстий, для чистовой обработки отверстий зенкерованием и развёртыванием, для нарезания внутренних резьб метчиками, для зенкования торцовых поверхностей и отверстий. Существуют следующие типы универсальных сверлильных станков: 1. Настольно-сверлильные; 2. Вертикально-сверлильные (одношпиндельные); 3. Радиально-сверлильные; 4. Многошпиндельные 5. Для глубокого сверления. Основным характерным размером сверлильных станков является наибольший диаметр сверления в стали средней твёрдости. Вертикально-сверлильный станок мод. 2А135 (рис. 18, стр.9), например, предназначен для сверления отверстий до диаметра 35 мм. Он имеет приводные кинематические цепи (см. рис.)
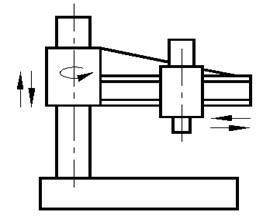
Радиально-сверлильные станки предназначены для обработки отверстий в средних и крупных деталях при единичном и серийном производстве. Они позволяют направлять инструмент в любую точку неподвижной детали в зоне хобота станка вокруг колонны и перемещения по его направляющим шпиндельной головки. Высокие детали устанавливаются в яме, сделанной около станка.
Радиально-сверлильный станок мод. 2В56 (рис. 19 стр. 9), например, имеет наибольший диаметр сверления 50 мм, N = 5, 5 кВт; n = 55…1140 об/мин, вылет шпинделя до 2100 мм. Кроме кинематической группы привода вращения шпинделя и его подачи, на станке имеется кинематическая группа подъёма хобота.
Многошпиндельные сверлильные станки бывают: 1. с неподвижными осями шпинделя; 2. с переставными шарнирными шпинделями (рис. 20) Первые – станки общего назначения, предназначены для последовательного выполнения ряда переходов различными инструментами, при перемещении вручную заготовки. Вторые – настраиваются при серийном производстве для одновременного сверления нескольких отверстий. Возможность изменения взаимного расположения осей шпинделей в них обеспечивается двух шарнирным сочленением шпинделей с центральным приводным валом. Станки для глубокого сверления (рис. 4 стр. 3) применяются в случае, если длинна отверстия во много раз превышает его диаметр. В них вращение подаётся на сверло или на деталь или на то и другое одновременно. Инструмент является пушечное или ружейное сверло. Стружка непрерывно вымывается СОЖ, подаваемой через центральное отверстие сверла под давлением в 5-20 кг/см2. Расточные станки Подразделяются на 1. горизонтально-расточные; 2. координатно-расточные; 3. алмазно-расточные; 4. станки для глубокой расточки. В горизонтально-расточных станках основной размер – диаметр шпинделя. Главное движение резание – вращение шпинделя или вращение планшайбы. К подачам кроме движения стола и бабки относятся ещё осевое движение шпинделя и радиальное движение резцового суппорта на планшайбе. На этих станках могут выполнятся следующие работы: 1. сверление; 2. растачивание отверстий; 3. подрезка торцов; 4. нарезание резьбы; 5. Фрезерование плоскости.
Горизонтально-расточной станок мод. 262 Г (рис 23, стр. 11), например, имеет диаметр шпинделя равный 85 мм. Размеры стола у него 800× 1000, n = 20…1000 об/мин у шпинделя и в 2 раза меньше у планшайбы.
Шпиндель за счёт двухскоростного электродвигателя
формообразующей, но её кинематическая точность не очень велика, т.к. резьбы нарезается только крепёжные. Настройка её на шаг резьбы ведётся гитарой iвинт. При вращении планшайбы Впл шестерня z = 22 привода радиальной подачи будет обкатываться по центральному колесу z = 116 и за счёт этого вращать реечное колесо z = 16 радиальной подачи, т.е тут имеется скрытый суммирующий механизм ∑ комп. На него третью ветвь также от планшайбы подаётся компенсирующее вращение. В координатно-расточных станках основной размер – ширина стола. Эти станки предназначены для обработки точных отверстий при допуске на расстояние между их осями порядка 5…10 мкм. Бывают одностоечные и двухстоечные – станки (КРС).
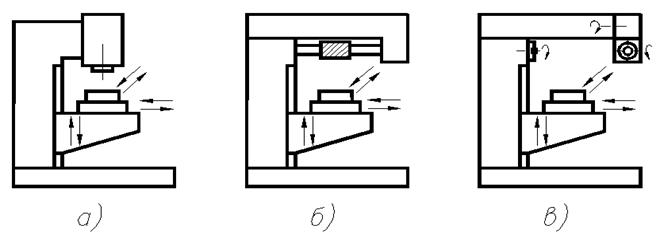
Координатно-расточной станок мод. 2А450, например, имеет размеры стола 630× 1100, он одностоечный. Электродвигатель Д1 имеет бесступенчатое регулирование. Подача шпинделя также регулируется бесступенчато с помощью механического вариатора с раздвижными коническими шкивами и стальным кольцом. Бесступенчатое регулирование скоростей и подач позволяет на ходу вывести станок из резонанса, обеспечив тем самым малую шероховатость обрабатываемой поверхности. К станку прилагается накладной, поворотный в двух плоскостях стол. Алмазно-расточные станки обеспечивают тонкое растачивание отверстий с некруглостью их в пределах 3…5 мкм и шероховатостью поверхности 1, 25…0, 32 мкм. Частота вращения шпинделя порядка нескольких тысяч оборотов в мин. Подача обычно гидравлическая малая по величине, порядка 10…15 мм/мин. Припуск снимается 0, 1…0, 4 мм. Расположение шпинделей бывает вертикальным и горизонтальным. Станки для глубокой расточки мало отличаются от станков для глубокого сверления, только работают расточными головками разной конструкции. Фрезерные станки На фрезерных станках обрабатываются плоскости, фасонные поверхности, канавки, нарезаются наружные и внутренние резьбы, зубчатые колёса и многолезвийные инструменты с прямыми и винтовыми зубьями (фрезы, развёртки и др.) Фрезерные станки общего назначения бывают:
1. Консольные (с консольным столом), в том числе а) вертикальные; б) горизонтальные; в) широкоуниверсальные. 2. Бесконсольные (или иначе с крестовым столом). Они чаще вертикальные, но есть и горизонтальные.
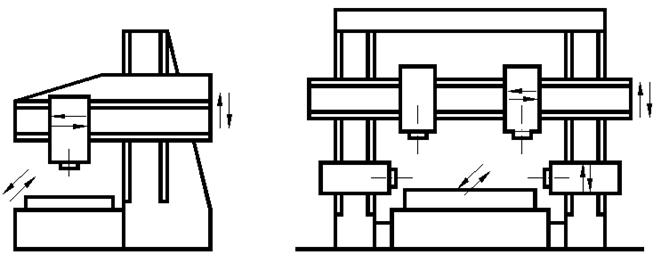
3. Продольно-фрезерные. Они бывают одностоечные и двухстоечные.
4. Специализированные (например, карусельно-фрезерные)
Основным размером фрезерных станков являются ширина стола, которая у консольных станков бывает от 100 до 500 мм; у бесконсольных – от 320 до 1000 мм, у ПФС – от 320 до 5000 мм. Главное движение резания у всех фрезерных станков – вращение фрезы. Характерной особенностью фрезерных станков является независимость подач от главного движения резания. Размерность подач – мм/мин. У консольных фрезерных станков стол имеет продольную и поперечную подачи и вместе с консолью перемещается вертикально по направляющим стойки. У бесконсольных станков стол также имеет продольную и поперечную подачи, но расположен на станине, а вертикальное перемещение передано шпиндельной бабке. У продольно-фрезерных станков столу с тяжёлыми заготовками оставлено только продольное перемещение, а остальные движения подач переданы фрезерным бабкам, т.к. заготовки на этих станках имеют вес от нескольких тонн, до нескольких сотен тонн. Консольный вертикально-фрезерный станок мод. 6Н12ПБ (рис. 24), например, имеет две кинематические группы приводов шпинделя и подач, а также ручное перемещение шпинделя.
Муфтами Мs и Мб включается рабочая подача или быстрое перемещение движения, включённого одной из трёх муфт М. Реверсирование подач выполняется электродвигателем Дs. Бесконсольный вертикально-фрезерный станок мод. 654 имеет тоже две кинематические группы (рис. 25).
Регулировка подач бесступенчатая ( Отсчёт продольных и поперечных перемещений стола ведётся по линейкам с нониусом, а вертикального перемещения бабки – по лимбу, получающего вращение при перемещении шпиндельной бабки. Для установочного перемещения фрезы с пинолью вдоль их оси служит кинематическая цепь Делительные головки
Применяют при работе на консольно-фрезерных станках для установки обрабатываемой детали под требуемым углом относительно стола, станка, для поворота детали на определённый угол, для деления окружности на нужное число частей, а так же для непрерывного вращения обрабатываемой детали при фрезеровании винтовых канавок большого шага. Различают делительные головки для непосредственного деления (делительные приспособления), оптические делительные головки и универсальные делительные головки. Универсальные делительные головки делятся на лимбовые и безлимбовые. Наиболее распространённые лимбовые головки. Рукоятка поворачивается на нужный угол с помощью лимба, который имеет несколько рядов отверстий, равномерно расположенных на концентричных окружностях. Фиксатор (рукоятку) можно вставлять в любое их этих отверстий. Способ простого деления заключается в том, что вращением рукоятки поворачивают шпиндель не заданный угол. При простом делении делительный диск остаётся неподвижным. Способ дифференциального деления применяют в тех случаях, когда простое деление осуществить невозможно, т.е. когда нельзя подобрать диск с нужным для простого деления числом отверстий. Он заключается в следующем. Требуемый поворот шпинделя делительной головки получается как совокупность двух поворотов: поворота рукоятки относительно делительного диска и поворота самого делительного диска, которому это движение сообщается принудительно от шпинделя делительной головки через сменный зубчатые колёса Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 971; Нарушение авторского права страницы
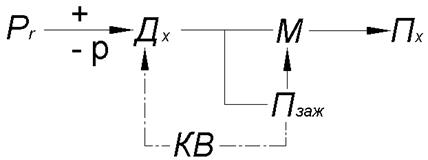 Для перемещения хобота сверловщик вручную (Pr) включает (+) двигатель подъёма (опускания) хобота Дх, но подача хобота Пх начинается только после освобождения зажима хобота Пзаж на колонне, в конце которого движением разжима включается муфта М и начинается перемещение хобота. Для остановки хобота на нужной высоте сверловщик отпускает кнопку, при этом Дх не останавливается, а реверсируется (Р) (-), после чего в начале зажима хобота он через движение Пзаж выключает муфту М, а в конце движения зажима конечным выключателем КВ выключает сам себя. Перемещение шпинделя бабки по хоботу и поворот хобота выполняются вручную. Для обсверловки тяжёлых деталей применяются переносные радиально-сверлильные станки, перемещаемые краном. Они имеют поворот оси шпинделя на любой угол в двух плоскостях. (рис. 21.)
Для перемещения хобота сверловщик вручную (Pr) включает (+) двигатель подъёма (опускания) хобота Дх, но подача хобота Пх начинается только после освобождения зажима хобота Пзаж на колонне, в конце которого движением разжима включается муфта М и начинается перемещение хобота. Для остановки хобота на нужной высоте сверловщик отпускает кнопку, при этом Дх не останавливается, а реверсируется (Р) (-), после чего в начале зажима хобота он через движение Пзаж выключает муфту М, а в конце движения зажима конечным выключателем КВ выключает сам себя. Перемещение шпинделя бабки по хоботу и поворот хобота выполняются вручную. Для обсверловки тяжёлых деталей применяются переносные радиально-сверлильные станки, перемещаемые краном. Они имеют поворот оси шпинделя на любой угол в двух плоскостях. (рис. 21.)
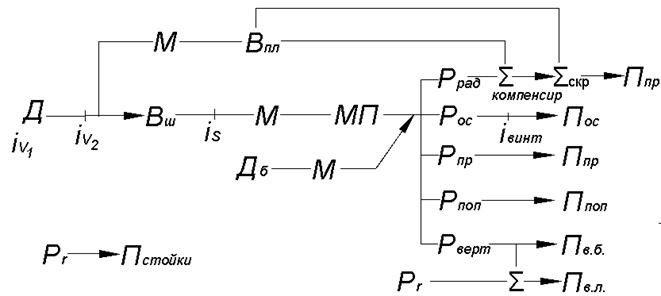
 и двух тройных блоков имеет 18 скоростей. Наиболее часто используется осевая подача шпинделя Пос. Подъём бабки Пв.б. кинематически связан с подъёмом опорного люнета Пв.л., чтобы сохранить соосность последнего со шпинделем. Винтовой суммирующий механизм ∑ в приводе Пв.л служит для возможности ручной выверки соосности опорного люнета относительно шпинделя. Все упомянутые движения могут выполнятся также быстро от электродвигателя Дб при выключенной муфте М.
и двух тройных блоков имеет 18 скоростей. Наиболее часто используется осевая подача шпинделя Пос. Подъём бабки Пв.б. кинематически связан с подъёмом опорного люнета Пв.л., чтобы сохранить соосность последнего со шпинделем. Винтовой суммирующий механизм ∑ в приводе Пв.л служит для возможности ручной выверки соосности опорного люнета относительно шпинделя. Все упомянутые движения могут выполнятся также быстро от электродвигателя Дб при выключенной муфте М. Винторезная кинематическая цепь является
Винторезная кинематическая цепь является



 ) электродвигателем постоянного тока Дs, а для расширения диапазона регулирования имеется перебор
) электродвигателем постоянного тока Дs, а для расширения диапазона регулирования имеется перебор  . Быстрые перемещения получаются включением двигателя Дs на максимальные 3000 об/мин. Управление подачами, благодаря использованию электромагнитных муфт, дистанционное, с подвесного пульта.
. Быстрые перемещения получаются включением двигателя Дs на максимальные 3000 об/мин. Управление подачами, благодаря использованию электромагнитных муфт, дистанционное, с подвесного пульта. с ручным приводом. Для возможности фрезерования наклонных плоскостей шпинделя бабка может поворачиваться вокруг горизонтальной оси вручную на угол ± 35º. Размеры стола у этого станка 630× 1600 мм. Принадлежностью горизонтально-фрезерных станков часто является делительная головка, а у ВФС – делительный круглый стол.
с ручным приводом. Для возможности фрезерования наклонных плоскостей шпинделя бабка может поворачиваться вокруг горизонтальной оси вручную на угол ± 35º. Размеры стола у этого станка 630× 1600 мм. Принадлежностью горизонтально-фрезерных станков часто является делительная головка, а у ВФС – делительный круглый стол. гитары.
гитары.