|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Для ВЫПОЛНЕНИя лабораторных РАБОТ
В. А. Смирнов, К. В. Панов
УЧЕБНО-МЕТОДИЧЕСКоЕ ПОСОБИЕ Для ВЫПОЛНЕНИя лабораторных РАБОТ ПРИ ИЗУЧЕНИИ ДИСЦИПЛИНЫ «Производство и РЕМОНТ ПОДВИЖНОГО СОСТАВА» Часть 1
ОМСК 2016 Министерство транспорта Российской Федерации Федеральное агентство железнодорожного транспорта Омский государственный университет путей сообщения
В. А. Смирнов, К. В. Панов
УЧЕБНО-МЕТОДИЧЕСКоЕ ПОСОБИЕ для ВЫПОЛНЕНИя лабораторных РАБОТ ПРИ ИЗУЧЕНИИ ДИСЦИПЛИНЫ «Производство и РЕМОНТ ПОДВИЖНОГО СОСТАВА»
Часть 1
Омск 2016 /> ББК
Учебно-методическое пособие для выполнения лабораторных работ при изучении дисциплины «Производство и ремонт подвижного состава». Часть 1 / В. А. Смирнов, К. В. Панов. Омский гос. ун-т путей сообщения. Омск, 2016. 27 с.
Разработано в соответствии с программой дисциплины «Производство и ремонт подвижного состава». Содержат основные сведения о технологических процессах ремонта узлов и агрегатов электрического подвижного состава. Учебно-методическое пособие состоит из двух частей. Первая часть включает в себя четыре лабораторные работы, посвященные изучению технологических процессов технического осмотра, ревизии и ремонта автосцепного устройства, тяговых двигателей, колесных пар и зубчатых передач. Предназначено для студентов четвертого курса специальности «Подвижной состав железных дорог» специализации «Электрический транспорт железных дорог» и «Высокоскоростной наземный транспорт» очной и заочной формы обучения. Учебно-методическое пособие может быть использовано для подготовки студентов по рабочим профессиям и при проведении занятий на курсах повышения квалификации работников железнодорожного транспорта.
Библиогр.: 9 назв. Рис. 4.
Рецензенты: доктор техн. наук, профессор В.А. Кручек; канд. техн. наук, доцент О. В. Балагин.
___________________________ © Омский гос. университет путей сообщения, 2016
ОГЛАВЛЕНИЕ Введение. 5 Лабораторная работа 1. Наружный осмотр автосцепки. 6 1.1. Общие сведения. 6 1.2. Порядок выполнения работы.. 9 1.3. Применяемые измерительные приборы и инструменты.. 9 1.4. Содержание отчета. 9 1.5. Контрольные вопросы.. 10 Лабораторная работа 2. Обыкновенное освидетельствование колесной пары.. 10 2.1. Общие сведения. 10 2.2. Порядок выполнения работы.. 13 2.3. Применяемые измерительные приборы и инструменты.. 13 2.4. Содержание отчета. 13 2.5. Контрольные вопросы.. 14 Лабораторная работа 3. Ревизия тяговой зубчатой передачи. 14 3.1. Общие сведения. 14 3.2. Порядок выполнения работы.. 17 3.3. Применяемые измерительные приборы и инструменты.. 17 3.4. Содержание отчета. 17 3.5. Контрольные вопросы.. 18 Лабораторная работа 4. Ревизия тягового двигателя. 18 4.1. Общие сведения. 18 4.2. Порядок выполнения работы.. 23 4.3. Применяемые измерительные приборы и инструменты. 24 4.4. Содержание отчета. 24 4.5. Контрольные вопросы.. 25 Библиографический список. 26
ВВЕДЕНИЕ
В процессе эксплуатации электрического подвижного состава (ЭПС) происходит износ трущихся поверхностей деталей, старение изоляции, появление усталостных трещин, нарушение регулировки узлов. Весь процесс ремонта детали, узла, единицы оборудования или электровоза в целом условно делят на четыре самостоятельных технологических процесса: очистка, дефектация, ремонт и испытание (приемка), выполняемые на специализированных позициях. Указанные работы составляют основу технологического процесса ремонта любого узда электровоза. Лабораторные работы предназначены для более глубокого изучения студентами технологических процессов ремонта, а также приобретения практических навыков по выявлению дефектов, регулировке и испытанию отдельных узлов и агрегатов ЭПС. Первая часть посвящена изучению технологических процессов технического осмотра, ревизии и ремонта автосцепного устройства, тяговых двигателей, колесных пар и зубчатых передач. К лабораторным работам студенты готовятся заранее, самостоятельно, по литературным источникам, указанным в учебно-методическом пособии. К выполнению очередной работы студент допускается только после собеседования с преподавателем, а также при наличии отчета по предыдущей работе. В ходе выполнения лабораторной работы студент пользуется литературными источниками, ремонтными руководствами и инструкциями ОАО «РЖД», плакатами, измерительным инструментом, средствами допускового контроля и приспособлениями, рекомендованными методическими указаниями. Выполнение работ - бригадами в составе не более четырех человек. Отчеты по всем работам каждый студент выполняет индивидуально в специальной тетради. Оформление отчетов должно соответствовать требованиям учебно-методического пособия, а также утвержденным стандартам предприятия (университета). Особое внимание следует уделять соблюдению правил техники безопасности, инструктаж по которым проводится преподавателем перед началом выполнения каждой лабораторной работы. Лабораторная работа 1
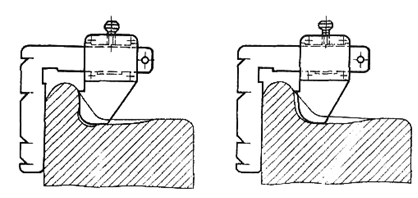
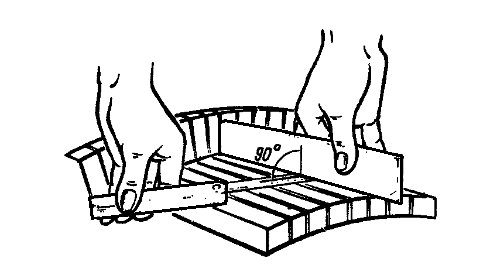
НАРУЖНЫЙ ОСМОТР АВТОСЦЕПКИ Ц е л ь р а б о т ы: получить практические навыки в проверке технического состояния и определении дефектов автосцепного устройства. Ознакомиться с технологическим процессом наружного осмотра автосцепки на электровозе. Общие сведения В целях поддержания автосцепного устройства в исправном состоянии необходимы полный и наружный осмотры, а также проверка автосцепного устройства при техническом обслуживании и текущих ремонтах электроподвижного состава. Осмотр и ремонт автосцепки выполняют в соответствии с Инструкцией по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог [1]. При текущем ремонте ТР-1 предусмотрена проверка исправности действия автосцепных устройств и наружный осмотр без снятия их с подвижного состава, а при текущих ремонтах ТР-2, ТР-3 - полный осмотр со снятием и разборкой [2, 3]. При наружном осмотре проверяют состояние видимой части тягового хомута, клина, фрикционного аппарата, ударной розетки, маятниковой подвески и расцепного рычага. Не допускается выпуск электровозов из ремонта при наличии трещин в частях автосцепного устройства. Измерение положения головы автосцепки производят специальной рейкой в двух точках – по линии сцепления и вблизи розетки. Высота оси автосцепки электровоза от головки рельса должна быть от 980 до 1070 мм. Отклонение головы автосцепки от горизонтального положения вверх не должно превышать 10 мм и вниз – 5 мм. Вертикальный зазор над хвостовиком автосцепки в ударной розетке должен быть не менее 25 мм. Расстояние от упора головы автосцепки до ударной розетки от 66 до 95 мм. Исправность действия автосцепки проверяют специальным комбинированным шаблоном с откидной скобой, шаблоном 940р или другими, упрощенной конструкции. Проверяют: действие предохранителя замка от саморасцепа; действие механизма на удержание замка в расцепленном положении; отсутствие преждевременного включения предохранителя при сцеплении автосцепок; толщину замка; ширину зева корпуса автосцепки; износ малого зуба; тяговой стороны большого зуба. Для проверки исправности действия предохранителя от саморасцепа шаблон прикладывают к автосцепке, как показано на рис. 1.1, а. При этом полочка всей опорной поверхности должна прилегать к тяговой поверхности большого зуба, а противоположная кромка основания шаблона - нажимать на лапу замкодержателя, одновременно необходим нажимая рукой на замок, пытаясь втолкнуть его в корпус автосцепки. Предохранитель считают исправным, если замок уходит в карман корпуса на расстояние не менее 7 мм и не более 18 мм при измерении в верхней части замка. Действие механизма на удержание замка в расцепленном положении проверяют, прикладывая шаблон, как показано на рис. 1.1, б. Затем поворотом валика подъёмника до отказа перемечают замок внутрь и, освободив валик, продолжают удерживать в зеве автосцепки. Если при этом замок не выходит из кармана корпуса, а после прекращения нажатия на лапу замкодержателя шаблоном возвращается в первоначальное положение, то механизм автосцепки исправен. С помощью откидной скобы шаблона проверяю возможность преждевременного включения предохранителя замка отсаморасцепа при сцеплении автосцепок. Для этого шаблон устанавливают так, чтобы его откидная скоба стороной с вырезом 35 мм нажимала на лапу замкодержателя, а лист шаблона касался большого зуба (рис. 1.1, в). Автосцепка годна, если при нажатии на торец замка он беспрепятственно уходит в карман на весь свой ход. Определяют толщину замка (рис. 1.1, г). Если она превышает контрольный размер выреза в шаблоне, т.е. между шаблоном и малым зубом имеется зазор, то замок годен. Замок проверяют по всей высоте вертикальной кромки. Проверяют ширину зева корпуса автосцепки (рис. 1.1, д), предварительно слегка утопив замок, чтобы он не препятствовал правильному расположению шаблона. Ширина зева нормальная, если шаблон при его повороте не проходит мимо большого зуба. Проверку выполняют во всей высоте большого зуба. Прикладывая шаблон к наружной поверхности, охватом по ширине контролируют износ малого зуба (рис. 1.1, е). Проверку осуществляют в средней части малого зуба на расстоянии 80 мм вверх и вниз от середины его высоты. Если шаблон соприкасается с боковой стенкой зуба, автосцепку считают неисправной. Износ тяговой стороны большого зуба и ударной поверхности зуба определяют путем введения шаблоне в зев. Если шаблон входит в зев, то автосцепка неисправна. Проверку производят в средней части большого зуба на расстоянии 80 мм вверх и вниз от середины его высоты.
Рис. 1.1. Проверка автосцепки комбинированным шаблоном
Автосцепки, снятые с подвижного состава, проверяют с помощью магнитного дефектоскопа. В случае обнаружения трещин и других неустранимых дефектов автосцепки заменяют, а с наносами выше допустимых - отправляют на восстановительный ремонт методами наплавки с последующей слесарно-механической обработкой и проверкой конфигурации и параметров деталей автосцепки с помощью специальных шаблонов [1, 4]. Порядок выполнения работы 1. Изучить порядок осмотра и проверки автосцепки, способы обнаружения дефектов и методы их устранения [1, 4]. 2. Произвести наружный осмотр и измерения положения головы автосцепки на Полигоне действующей железнодорожной техники ОмГУПСа. С помощью комбинированного шаблона проверить параметры механизма собранной автосцепки, результаты занести в табл. 1.1. В отчете привести эскизы проверок, показанные на рис. 1.1. Таблица 1.1 Результаты наружного осмотра и проверки действия автосцепки
На основании сопоставления фактических значений контролируемых параметров с допустимыми сделать общее заключение о возможности эксплуатации автосцепки, технологии устранения обнаруженных дефектов. Содержание отчета 1. Порядок и содержание наружного осмотра автосцепки. 2. Эскизы проверок автосцепки комбинированным шаблоном (рис. 1.1). 3. Результаты наружного осмотра и проверки действия автосцепки (табл. 1.1). 4. Заключение о возможности эксплуатации автосцепки или необходимом виде её ремонта для устранения обнаруженных дефектов. 1.5. Контрольные вопросы 1. Какие предусмотрены виды осмотра автосцепного устройства? Чем они отличаются и какими нормативными документами регламентируются? 2. Назовите характерные дефекты автосцепки и способы их обнаружения при осмотре. 3. Как проверить исправность действия механизма автосцепки? 4. Порядок проверки автосцепки комбинированным шаблоном. 5. С какими неисправностями автосцепки не разрешается выпускать подвижной состав в эксплуатацию? Лабораторная работа 2
Общие сведения Осмотр, ремонт и освидетельствование колесных пар выполняют в соответствии с Руководствами по ремонту электровозов [2, 3] и Инструкцией по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм [5]. Колесные пары в период эксплуатации подвергают осмотру под локомотивом, обыкновенному и полному освидетельствованию с выпрессовкой оси [5]. Осмотру колесные пары подвергаются при каждом текущем ремонте, а также после схода ЭПС с рельсов. Обыкновенное освидетельствование колесных пар производят в депо при каждой подкатке их под локомотив. Полное освидетельствование, в том числе с выпрессовкой оси, выполняют на ремонтных заводах или в специализированных дорожных колесных мастерских при ремонтах колесных пар со сменой элементов, т.е. когда при ремонте меняют на новые бандажи, венцы зубчатых передач, колесные и зубчатые центры или ось колесной пары (хотя бы один из элементов). Полному освидетельствованию колесные пары подвергаются также после аварий, столкновений и крушений со сходом ЭПС с рельсов и в случаях неясности клейм и знаков последнего полного освидетельствования. Перед обыкновенным освидетельствованием колесной пары проводят очистку её от грязи, смазки или обмывку в моечной машине. При осмотре колесных пар проверяется отсутствие трещин, раздавленностей, вмятин, отколов, раковин, выщербин, ослабления бандажей на ободе центра (остукиванием молотком), сдвига бандажа (по контрольным меткам на бандаже и ободе центра), наличие дефектов посадки колесных центров и зубчатых колес. Производится магнитный контроль открытых частей осей, зубьев зубчатых колес, ультразвуковой контроль элементов оси колесной пары. Специальным шаблоном контролируют профиль бандажа, выявляют вертикальный подрез гребня (рис. 2.1, а) и остроконечный накат. Измеряют глубину местных выбоин (ползунов) на поверхности катания; толщину бандажа (рис. 2.1, б), прокат бандажа и толщину гребня (рис. 2.1, в, г соответственно); проверяются зазоры между боковой гранью обода колесного центра и упорным буртом бандажа; расстояние и разность расстояний между внутренними гранями бандажей; отклонение ширины бандажей от номинального (чертежного) размера; разность в измерениях по ширине одного бандажа; диаметры левого и правого бандажей по кругу катания; непостоянство диаметра в поперечном сечении бандажа по кругу катания (после обточки); разность диаметров правого и левого бандажей; диаметры шеек оси и значение их износа. При наличии ползунов, выбоин, предельного проката, износа или подреза гребня колесные пары обтачивают. При невозможности устранения дефектов при помощи обточки колесную пару направляют в ремонт. После проведения обыкновенного освидетельствования проводят окраску открытых средней и предподступичных частей оси эмалью черного или темно-серого цвета. После обточки и упрочнения бандажей наносят контрольную полосу шириной 10 мм эмалью зеленого цвета следом за красной полосой по часовой стрелке и в непосредственной близости от нее. Результаты контроля при обыкновенном освидетельствовании заносят в книгу формы ТУ-21 и формуляр (технический паспорт) колесной пары. Значения норм и допусков на параметры колесных пар электровозов приведены в [5], здесь же - методы и способы проверок и измерений, а также используемые для этой цели шаблоны и измерительный инструмент.
бракованный не бракованный а)
1 – линейка; 2 – ножка; 3 – движок; К - зуб б)
в) г)
Рис. 2.1. Контроль параметров бандажей колесных пар
Порядок выполнения работы 1. Изучить порядок осмотра и освидетельствования колесной пары [5 – 7]. 2. Произвести наружный осмотр колесной пары для выявления дефектов. 3. Произвести измерения контролируемых параметров колесной пары и зубчатой передачи (венцов и шестерен). Результаты осмотра и измерений занести в таб. Таблица 2.1 Результаты осмотра и измерений колесной пары
На основании сопоставления фактических значений контролируемых параметров с допустимыми сделать общее заключение о возможности эксплуатации колесной пары, а также о необходимом виде её ремонта для устранения обнаруженных дефектов. Содержание отчета 1. Порядок технического осмотра и обыкновенного освидетельствования колесных пар ЭПС. 2. Эскизы способов измерения основных параметров колесной пары (рисунок 1.1). 3. Результаты осмотра и измерений колесной пары (таблица 2.1). 4. Заключение о возможности эксплуатации колесной пары или необходимом виде её ремонта для устранения обнаруженных дефектов. 2.5. Контрольные вопросы 1. Перечислите виды ремонта и технического обслуживания колесных пар ЭПС и дайте их краткую характеристику. Какими нормативными документами они регламентируются? 2. Назовите характерные дефекты колесных пар ЭПС, выявляемые в эксплуатации, и причины их возникновения. 3. Перечислите основные операции технологического процесса обыкновенного освидетельствования колесных пар. 4. По каким параметрам оценивается состояние колесных пар в эксплуатации? Укажите их предельно-допустимые значения при выпуске колесной пары из текущего ремонта. 5. Каким образом оформляются результаты обыкновенного освидетельствования колесных пар ЭПС в депо?
Лабораторная работа 3
Общие сведения Техническое обслуживание и ремонт зубчатых передач производится в соответствии с Руководствами по ремонту электровозов [2, 3] и Инструкцией по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм [5]. Эксплуатационные дефекты зубчатых передач можно разделить на три класса: дефекты поверхности, трещины и изломы, дефекты сборки. К дефектам поверхности относятся: износ по толщине зуба, остроконечный износ, выщербины, сколы у торцов зубьев. Вторая группа дефектов включает в себя: трещины у основания ножки зуба и во впадине, трещины и прижоги на рабочих поверхностях зубьев, изломы зубьев и сквозные трещины, разрыв шестерни, идущий от посадочного отверстия. К дефектам сборки относятся ослабление посадки и проворот шестерни. Ревизия тяговых зубчатых передач при текущем ремонте ТР-1 назначается по результатам технического диагностирования. Для этого снимают нижние части кожухов, осматривают передачу и при необходимости измеряют толщину зубьев и зазоры в зацеплении. Допускается эксплуатация зубчатых передач, имеющих выщербины, вмятины и поверхностные раковины на зубьях, если общая площадь повреждений составляет не более 25% рабочей площади поверхности зуба у большого зубчатого колеса или 15% у шестерни; заусенцы и острые кромки зубьев скругляют. Не допускается ослабление крепления гаек малых шестерен. Для лучшего обнаружения трещин густую смазку с поверхности венцов и шестерен удаляют. При значительном износе зубьев их толщину (ширину) измеряют при помощи специального зубомера или браковочных шаблонов. Измерения производят на высоте головки зуба, т.е. по хорде начальной окружности зубчатого колеса (рис. 3.1).
а – толщина зуба; в – расстояние от вершины зуба Рис. 3.1. Измерение толщины зуба шестерни зубомером При ревизии зубчатых передач допускается уменьшение толщины зуба зубчатого колеса от номинального размера по чертежу для электровозов – не более 3 мм. Высота головки зубьев и наименьшая допускаемая их толщина для зубчатых передач электровозов приведены в табл. 3.1. При двухсторонней зубчатой передаче допускается разность толщины зубьев зубчатых колес одной колесной пары не более 1 мм. Таблица 3.1 Номинальные и браковочные значения параметров зубчатых передач ЭПС
Возможен ненормальный износ зубьев при толщине их в пределах допускаемых размеров, но с износом верхней грани зуба или выработки у его основания. Для выявления фактов ненормального износа производится измерение зазоров зацепления. Общий боковой зазор по начальной окружности между зубьями зубчатого колеса и шестерни, находящихся в зацеплении, допускается при эксплуатации от 0, 34 до 5, 5 мм. Разница боковых зазоров одного направления в обеих зубчатых передачах одной колесной пары должна быть не более 0, 5 мм. Радиальный зазор между вершиной и впадиной зубьев должен быть не менее чертежного с разницей их у одной колесной пары не более 1 мм. С целью определения равномерности зазора измерение ведут в трех-четырех точках по окружности, а у конической передачи, кроме того, первый раз при раздвинутых, а второй раз при сдвинутых шестернях. При наличии трещин или излом зубьев, предельного износа, ослабления посадки колес, сползания шестерен и других неисправностей зубчатой передачи производят выкатку и замену колесно-моторного блока. Порядок выполнения работы 1. Изучить технологический процесс ревизии зубчатых передач электровозов [5 – 7]. 2. Произвести наружный осмотр зубчатой передачи электровоза на лабораторном стенде для выявления дефектов. 3. Произвести измерения толщины зубьев и зазоров зацепления зубчатой передачи. Результаты осмотра и измерений занести в табл. 3.2. Таблица 3.2 Результаты осмотра и измерений зубчатой передачи
На основании сопоставления фактических значений контролируемых параметров с допустимыми сделать общее заключение о возможности эксплуатации зубчатой передачи, а также о необходимом виде её ремонта для устранения обнаруженных дефектов. Содержание отчета 1. Порядок и содержание ревизии зубчатых передач ЭПС. 2. Эскиз способа измерения толщины зуба (рис. 3.1), номинальные и браковочные параметры зубчатой передачи (табл. 3.1). 3. Результаты осмотра и измерений зубчатой передачи (табл. 3.2). 4. Заключение о возможности эксплуатации зубчатой передачи или необходимости ремонта для устранения обнаруженных дефектов. 3.5. Контрольные вопросы 1. Перечислите характерные дефекты зубчатых передач и условия, при которых они возникают? 2. Какими нормативными документами устанавливаются нормы, связанные с содержанием зубчатых передач? Как производится назначение ревизии? 3. Опишите технологию проверки износа зубьев при ревизии зубчатой передачи электровоза. 4. В каких случаях запрещается эксплуатация зубчатой передачи?
Лабораторная работа 4
РЕВИЗИЯ ТЯГОВОГО ДВИГАТЕЛЯ Ц е л ь р а б о т ы: получить практические навыки в дефектации тягового двигателя и определении объема ремонтных работ. Ознакомиться с технологией осмотра и ремонта тягового двигателя без его разборки и способами устранения дефектов. Общие сведения Техническое обслуживание, ревизия и текущий ремонт тяговых двигателей выполняют в соответствии с Руководством по техническому обслуживанию и текущему ремонту электрических машин электровозов [8]. Для осмотра и проверки технического состояния основных узлов тяговых двигателей под локомотивом колесную пару домкратами поднимают на 15-20 мм от рельсов и осуществляют прокручивание. Осматривают коллектор, щеткодержатели, электрощетки и другие доступные для осмотра узлы. По состоянию коллектора и электрощеток можно судить о коммутационной и потенциальной устойчивости тягового двигателя в эксплуатации [7, 9]. При нормальной работе двигателя его коллектор покрыт ровной оксидной пленкой (политурой) светло-коричневого цвета, имеет гладкую полированную поверхность. Наличие оксидной пленки улучшает условия токосъема, защищает поверхность коллектора от воздействия искрения и уменьшает его износ в эксплуатации. Поэтому коллектор, у которого имеется такая пленка, не следует без надобности шлифовать или протачивать. Такой коллектор прочищают жесткой волосяной или капроновой щеткой, чтобы уделить из межламельных канавок пыль и грязь, и протирают техническими салфетками, смоченными в бензине. Если на поверхности коллектора обнаруживают следы искрения, «натяг» меди в межламельных канавках, повышенный износ рабочей поверхности и другие дефекты, то это свидетельствует о неудовлетворительной работе скользящего контакта. Выявляют причины неудовлетворительной коммутации. В первую очередь замеряют биение коллектора и износ его рабочей поверхности, тщательно проверяют, нет ли выступания отдельных коллекторных или изоляционных пластин. Биение коллектора проверяют индикатором часового типа ИЧ-Ю, укрепленным на стойке, которая с помощью струбцины закреплена к остову у верхнего коллекторного люка (смотри рис. 4.1, а). При вращении якоря выполняют замер на рабочей поверхности коллектора под серединой щеток, а также на расстоянии 10-20 мм от наружного торца коллектора. Выработку коллектора определяют или с помощью специального приспособления с использованием ИЧ-10 (смотри рис. 4.1, б), или с помощью стальной линейки и набора щупов (рис. 4.1, в). Линейку кладут вдоль коллекторных пластин и щупом измеряют зазор между ней и коллектором. В дальнейшем при обточке коллектора следят за тем, чтобы толщина снимаемой стружки была равна максимальному износу коллектора. Если коллектор имеет хорошую политуру, а в эксплуатации не было круговых огней и отключений защиты, перебросов на остов и других неисправностей, то допускается равномерная выработка до 0, 3-0, 5 мм. Если на коллекторе обнаружены небольшие следы перебросов и подгары, то их устранят мелким стеклянным полотном, укрепленным на колодку; межламельные канавки прочищают жесткой волосяной или капроновой щеткой.
а) б)
в)
Рис. 4.1. Проверка технического состояния коллекторно-щеточного узла тягового двигателя
В случаях, когда биение или износ рабочей поверхности превышает установленные нормы, а также при обнаружении местных выработок или выступания коллекторных или изоляционных пластин, коллектор обтачивает с помощью переносного малогабаритного станка-суппорта, который укрепляется на остове тягового двигателя у нижнего коллекторного люка. Обточку ведут при частоте вращения якоря 150-200 об/мин алмазными резцами при подаче 0, 15 мм на один оборот. Толщина стружки - минимальная. После обточки, снятия фасок, шлифовки и полировки коллектор тщательно очищают жесткой волосяной или капроновой щеткой, а затем тяговый двигатель продувают сжатым воздухом. Осматривает передний миканитовый конус и петушки. Нагар, законченность на конусе и петушках удаляют техническими салфетками, смоченными в бензине. Затем покрывают дугостойкой эмалью воздушной сушки типа ГФ-92ХК. Осматривает все узлы и детали щеточного аппарата - щетки, щеткодержатели и их кронштейны. Щеткодержатели, подлежащие ревизии, снимают, а на их место устанавливают заранее отремонтированные. У неснятых щеткодержателей динамометром проверяет нажатие пальцев, убеждаются в отсутствии заедания при их перемещении, контролируют зазоры между щеткой и стенками окна. При установке щеткодержателей следят за тем, чтобы нижняя продольная кромка окна под щетку была параллельна кромке коллекторной пластины, контролируют расстояние от щеткодержателя до рабочей поверхности коллектора и до петушков коллектора на соответствие нормам допусков и износов [2, 3, 8]. При значительных зазорах в окне щеткодержателя, перекосах щеткодержателя и большом расстоянии от рабочей части коллектора нарушается работа щеток, что вызывает ухудшение коммутации. Щетки тщательно осматривают и проверяют на наличие сколов, повреждения, предельного износа по высоте, площадь притирки к коллектору, крепление шунтов. Щётки, изношенные по высоте более допускаемого предела, имеющие сколы более 10% контактной поверхности, трещины, ослабление заделки или обрыв жил шунтов более 15% общего сечения, заменяются. При установке новых щеток производится притирка их рабочей поверхности к поверхности коллектора при помощи стеклянного полотна. Осматривают кронштейны щеткодержателей, проверяют прочность их крепления к остову или траверсе, протирают изоляторы техническими салфетками, смоченными бензином. Не допускаются в эксплуатацию кронштейны с ослабленными или поврежденными изоляторами (трещины, отколы или повреждения глазури на длине изолятора, превышающей 20%), с подгарами и оплавлениями поверхностей кронштейнов. После завершения ревизии коллекторно-щеточного узла проверяют правильность установки щёток на геометрическую нейтраль. Осматривают и проверяют состояние и прочность крепления доступных для осмотра бандажей, межкатушечных соединений, перемычек и выводных проводов. Загрязнения и подгоревшие места протирают увлажненной в бензине салфеткой, зачищают стеклянным полотном. Очиненные поверхности покрывают дугостойкой серой эмалью холодной сушки типа ГВ-92ХС. В процессе эксплуатации динамические воздействия приводят к расстройству креплений подшипниковых щитов, букс моторно-осевых подшипников и полюсов тяговых двигателей, что ухудшает условия работы моторно-якорных и моторно-осевых подшипников, вызывает пробои корпусной изоляции катушек полюсов. Эти повреждения могут привести к отказу электровоза в пути следования и постановке его на неплановый ремонт. Для выявления данных дефектов производится наружный осмотр тяговых двигателей с обстукиванием болтов, крепящих указанные узлы и детали, проверяется плотность их установки. Ослабление полюсных болтов, крепящих верхние полюса, можно выявить также по наличию трещин в заливке компаундной массы. Дополнительно набором щупов проверяют зазоры между железом якоря и сердечниками полюсов магнитной системы тягового двигателя. Состояние моторно-якорных подшипников проверяют с использованием средств вибродиагностирования. С учетом местных условий эксплуатации в каждый подшипник тяговых двигателей электровозов серий ВЛ10 через 25-35 тысяч км пробега в среднем добавляют 100-200 г смазки. Строгое нормирование добавляемой смазки обеспечивается применением специальных прессов с дозаторами, установленных на транспортной тележке. Состояние моторно-осевых подшипников контролируют по величине износа баббитовой заливки вкладышей, путем намерения щупами зазоров между шейкой оси и вкладышами, и наличию смазки в рабочих камерах шапки. Уровень смазки в рабочей камере шапки моторно-осевого подшипника проверяют специальным мерником, который через заправочную трубку опускают в рабочую камеру так, чтобы его конусный конец попал в конусное отверстие. На мернике имеются две контрольные риски, указывающие номинальный А и минимальный Б уровни смазки. Камеры подшипников с постоянным уровнем заполняют смазкой (зимой - осевое масло З или индустриальное масло И-З0А, летом - осевое масло Л или индустриальное масло марки И-40А) при помощи маслозаправщика под давлением 250-300 кПа (2, 5-3 кгс/см2). Расход масла для заполнения одного подшипника составляет 4-5 кг. Проверяют разбег тягового двигателя на оси колесной пары. При косозубой передаче важно, чтобы он был меньше аксиального разбега якоря. В противном случае аксиальные удары от остова будут восприниматься буртами обойм якорных подшипников, что приведет к их разрушению в эксплуатации. Осмотром проверяют плотность прилегания крышек люков, исправность их замковых устройств, уплотнительных прокладок, снегозащитных устройств (зимой), выводных проводов и их рукавов, целость патрубков и плотность их установки на вентиляционных отверстиях. Остовы и подшипниковые щиты с крышками подшипниковых камер осматривают снаружи, выявляют наличие трещин, проверяют прочность креплений и плотность посадки в горловинах, замеряют зазоры в лабиринтных уплотнениях подшипниковых камер. После завершения ремонта измеряется сопротивление изоляции обмоток тяговых двигателей, которое должно быть не ниже 1, 5МОм. Порядок выполнения работы 1. Изучить порядок и содержание ревизии тяговых двигателей при текущем ремонте ТР-1, ТР-2 электровозов, ознакомиться с возможными дефектами и способами их устранения [2, 3, 7 - 9]. 2. Произвести осмотр и ревизию (раздельно) остова, якоря и собранного тягового двигателя. 3. При осмотре остова сосредоточить внимание на состоянии механической части, сердечников и катушек полюсов магнитной системы и межкатушечных соединений. Установить характер и причину повреждений, состав технологических операций по их устранению. 4. При осмотре якоря установить состояние обмоток и их изоляции, пакета железа, коллектора и вала. Измерить сопротивление изоляции якоря в холодном состоянии, выработку коллектора и глубину продорожки. 5. Проверить состояние межкатушечных соединений и выводных кабелей, крепления полюсов к остову и плотности посадки катушек, состояние рабочей части и петушков коллектора, состояние щеткодержателей, их кронштейнов и перемычек между ними. 6. На двигателе в сборе измерить расстояние от корпуса щеткодержателя до рабочей поверхности коллектора, значение выработки рабочей поверхности коллектора, зазоры между петушками коллектора и корпусом щеткодержателя; между железом якоря и сердечниками главных и дополнительных полюсов; в лабиринтных уплотнениях моторно-якорных подшипников; осевой разбег тягового двигателя. С помощью мегаомметра с номинальным напряжением 2500 В измерить сопротивление изоляции якорной цепи и главных полюсов тягового двигателя в холодном состоянии. Результаты осмотра и измерений занести в табл. 4.1. Таблица 4.1 Результаты осмотра и измерений тягового двигателя Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1241; Нарушение авторского права страницы