|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Физико-механические свойства поверхностных слоев. Контакт идеально-гладких поверхностей.
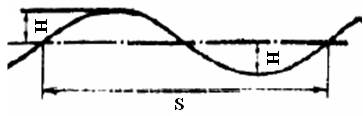
Знание процессов взаимодействия рабочих поверхностей деталей позволяет правильно рассчитать профиль их рабочих поверхностей, подобрать материалы деталей и рациональные режимы приработки. Рабочая поверхность детали, подвергшейся любой, даже самой качественной, механической обработке, представляет собой совокупность неровностей. Различают три типа неровностей поверхности: макроотклонения, волнистость и шероховатость. Макроотклонения – единичные, регулярно не повторяющиеся отклонения поверхности от номинальной формы. К макроотклонениям относят конусность, выпуклость, вогнутость рабочей поверхности, овальность, огранку и ряд других видов отклонений. Волнистостью называют совокупность периодических, близких по размерам выступов и впадин. Для волнистости отношение В / Н ≥ 40. Расстояние между двумя соседними выступами или впадинами называют шагом S волны (рис. 3.1)
Рис. 3.1. Параметры волнистости поверхности Под шероховатостью понимают совокупность неровностей, шаг которых не превышает 800 мкм, а высота изменяется от 0, 03 до 400 мкм. Для определения различий между шероховатостью и неровностями других типов установлена так называемая базовая длина. За базовую длину принимают длину базовой линии, используемую для оп-ределения шага, высоты неровностей и других параметров шероховатости. Размеры базовой длины наиболее часто выбирают равными 0, 25 и 0, 8 мм. При измерении параметров профиля (рис. 3.3) за линию отсчета принимают так называемую среднюю линию m—m, имеющую форму номинального профиля
Рис. 3.3. Профиль рабочей поверхности детали: а — на базовой длине; б — для одной неровности
Параметры неровностей поверхностей разделяют: – на высотные, характеризующие размеры неровностей по нормали к базовой линии отсчета; –шаговые, характеризующие расстояние между неровностями профиля вдоль базовой линии; –структурные, характеризующие строение и форму неровностей.
К высотным параметрам относятся: • среднее арифметическое отклонение профиля на базовой длине
у— расстояние между любой точкой профиля и средней линией, измеренное по нормали, проведенной к средней линии через эту точку профиля; n— число выбранных точек; • высота неровностей профиля по десяти точкам на базовой длине,
•наибольшая высота неровностей профиля на базовой длине,
Кшаговым параметрам неровностей профиля относят: •средний шаг неровностей в пределах базовой длины, определяется как длина отрезка средней линии между точками ее пересечения с одноименными сторонами двух соседних местных выступов профиля.
•средний шаг неровностей по вершинам, определяемый как среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины.
К структурным параметрам неровностей профиля рабочей поверхности детали относят: • средний радиус r кривизны вершин выступов, определяемое по пяти наиболее высоким выступам в пределах базовой длины; •средний угол φ наклона неровностей профиля к средней линии в пределах базовой длины); • опорную длину профиля
•относительную длину профиля на уровне р. Относительная длина есть отношение опорной длины профиля к базовой длине. Обычно выражают в процентах от базовой длины.
Опорная кривая на базовой длине, показывающая закономерность нарастания площади опоры в выбранном сечении при сближении в процессе взаимодействия абсолютно гладкого тела с реальной шероховатой поверхностью, при распределение материала детали по высоте неровностей профиля
где ∆ ℓ р–сумма длин сечений выступов на уровне Р; n–число пересекаемых выступов; Аr–площадь сечения выступов на уровне Р; Ас–контурная площадь поверхности на базовой длине
Под качеством поверхности понимают совокупность геометрических параметров, физических свойств поверхностного слоя материала и механических свойств, из которого изготовлена деталь. Геометрические параметры характеризуются макрогеометрией, волнистостью, шероховатостью и направлением следов обработки (штрихов). Н - макронеровности (овал, конус, бочкообразность и др.).
Рис. 13 - Макро- и микронеровности на обработанной поверхности: Н - высота волн; Нм - микронеровности, шероховатости; L - шаг волны неровностей Количественная оценка шероховатости поверхности на базовой длине ℓ устанавливает шесть основных параметров (рис. 14): Ra–cреднеарифметическое отклонение профиля; Rz –высота неровностей профиля по десяти точкам; Rmax –наибольшая высота неровностей профиля; Smi –средний шаг неровностей; Sj –средний шаг неровностей по вершинам; tpi –относительная опорная длина профиля, где р значение уровня сечения профиля. Физические свойства определяются структурой, микротвердостью, глубиной наклепа, остаточными напряжениями, теплостойкостью, взаимодействием со смазкой, химическим сродством с кислородом. Стандарты определяют макрогеометрию, шероховатость и твердость поверхности и в некоторых случаях направление следов обработки. От макрогеометрии зависит правильность относительного расположения и перемещения сопрягаемых поверхностей деталей. Волнистость и направление следов обработки хотя и оказывает влияние на износостойкость деталей, однако они менее значительны по сравнению с шероховатостью. Анализ идеально-гладких поверхностей. Повышенная шероховатость поверхности снижает интенсивность изнашивания. Однако, определенным условиям работы должна соответствовать своя, оптимальная чистота поверхности (рис. 15). При тяжелых условиях работы кривая 2 смещается вправо. В этом случае требуется пониженная чистота поверхности. При легких условиях работы требуется высокая чистота поверхности, кривая 1 смещена влево.
Рисунок 15 - Схема зависимости износа от микронеровности поверхности Точки O1 и О2 характеризуют оптимальную чистоту поверхности, при которой износ деталей в легких и тяжелых условиях работы является минимальным. Окружающая среда оказывает значительное влияние на износостойкость деталей машин, работающих в самых разнообразных условиях: повышенная влажность; колебания температуры; запыленность воздуха и др. Смазка трущихся поверхностей имеет существенное значение для повышения износостойкости деталей. Правильный выбор смазки и непрерывная ее подача в зону трения обеспечивает устойчивую и нормальную работу сопряжений. Смазка должна соответствовать заданным условиям работы машины.
Механические свойства Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1499; Нарушение авторского права страницы