
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Исследование характера износа гильз цилиндров и
Дефектов блока цилиндров
1 Цель работы На основании технических условий провести контроль и сортировку блока цилиндров и гильз, определить техническое состояние детали, дать заключение по отдельным дефектам; и по детали в целом, назначить способы устранения дефектов и содержание операций по подефектной (маршрутной) технологии, исследовать характер износа гильз, дать пояснения и оформить отчет по работе.
2 Оснащение рабочего места 2.1 Лабораторный стол – 1 шт. 2.2 Лупа четырехкратного увеличения – 1 шт. 2.3 Индикаторный нутромер НИ 18-50 ГОСТ 862-82 – 1 шт. 2.4 Штангенциркуль ШЦ-П-250-0, 05 ГОСТ 166-80 – 1 шт. 2.5 Микрометр МК-100 ГОСТ 6607-78 – 1 ШТ. 2.6 Индикаторный нутромер НИ 80-100 ГОСТ 862-82 – 1 шт. 2.7 Блок цилиндров – 3 шт. 2.8 Гильзы – 8 шт. 2.9 Щуп – 1 шт. 2.10 Поверочная линейка – 1 шт.
3 Охрана труда В процессе выполнения работы бережно относиться к приборам и оснащению лаборатории, поддерживать в лаборатории порядок и чистоту. Студентам запрещается переносить или передвигать блок цилиндров без разрешения преподавателя, разбирать приборы и измерительный инструмент. При необходимости перемещения блоков и гильз не допускать их падения на пол, т.к. это может привести к травмам. По окончании выполнения работы рабочее место должно быть убрано, а измерительный инструмент и приборы переданы учебному мастеру или преподавателю.
4 Общие положения Блок двигателя является его основной деталью и представляет собой отливку из чугуна различных марок, например, для двигателя СМД-14 Б чугун СЧ-18, КамАЗ-740 – чугун СЧ-21, а двигателя ЗИЛ-130 – чугун СЧ-24. Материалом гильз чаще всего является также чугун. В процессе работы двигателя на блок цилиндров и гильзы воздействуют силы трения, внутренние напряжения в металле, вибрация, агрессивность среды и другие факторы. В результате действия названных сил рабочие поверхности изнашиваются, появляются отклонения от формы, взаимного расположения, задиры, риски, коррозия, а также механические повреждения в виде трещин, отколов, износов, срывов резьб и другие дефекты. Рабочие поверхности (внутренние) изнашиваются независимо по длине и диаметру. Основные дефекты блока: трещины на опорах вкладышей коренных подшипников и опорах шеек распределительного вала; трещины на стенках водяной рубашки, в перегородках и перемычках между отверстиями под гильзы, на плоскости прилегания нижней крышки картера; пробоины и трещины стенок масляного канала; трещины на крышках коренных подшипников; пробоины стенок рубашки охлаждения или боковых нижних поверхностей; коробление поверхности прилегания к головке блока; несоосность опор под вкладыши коренных подшипников, отверстий под шейки распределительного вала; неперпендикулярность оси отверстий под гильзы цилиндров к общей оси опор коренных подшипников коленчатого вала; износ торцевой поверхности гнезда под верхний бурт гильзы цилиндра; износ поверхности отверстий под толкатели; износ, несоосность, овальность, конусность или повреждение поверхности отверстий под вкладыши коренных подшипников; износ верхнего и нижнего посадочных поясков под гильзу цилиндров; кавитационные раковины на поверхности нижнего посадочного пояска под гильзу цилиндра, коррозионный или кавитационный износ поясков под резиновое уплотнение гильз; износ, забитостьили срыв резьб; облом шпилек и другие дефекты. Гильзы цилиндров могут иметь такие дефекты: трещины, обломы, задиры на внутренней поверхности; износ внутренней поверхности в сопряжении с поршнем; износ поверхности гильзы по наружному диаметру нижнего и верхнего посадочных поясков, кавитационный износ наружной поверхности. Возможность ремонта и выбраковки блока и гильз цилиндров регламентируется техническими условиями на контроль и сортировку, которые приведены в альбоме (прилагается к лабораторной работе). Для устранения названных дефектов применяют различные способы. Износы, механические и коррозионные повреждения устраняют обработкой под ремонтный размер (РР), постановкой дополнительных ремонтных деталей (ДРД), заваркой, а также синтетическими материалами. Деформации различного характера устраняются слесарно-механической обработкой. Конкретно с технологическими процессами устранения дефектов можно ознакомиться в руководстве на капитальный ремонт различных марок машин или в учебниках, учебных пособиях в технической литературе по ремонту машин. Список литературы представлен в конце методических указаний.
5 Методика и последовательность выполнения работы 5.1 В домашней проработке подготовить исходные данные. Уяснить конструктивные особенности, а также технологические параметры блока и гильз. 5.2 Вычертить и записать в бланк отчета (приложение I) наименование заданных преподавателем для дефектации конструктивных элементов, величин их технологических параметров и средств дефектации. 5.3 Ознакомиться с рабочим местом, уяснить назначение приборов, инструмента и подготовить их к работе. 5.4 Определить состояние конструктивных элементов блока цилиндров. 5.4.1 Осмотром установить наличие выбраковочных признаков рубашки охлаждения и верхнего картера, указанных в Руководствах на капитальный ремонт длина трещин, величина отколов, задиров и других видимых повреждений. 5.4.2 Проверить резьбовые отверстия осмотром и с использованием эталонных болтов и шпилек, дать заключение о состоянии. 5.4.3 Проверить с помощью индикаторного нутромера отверстия под толкатели. 5.4.4 Проверить состояние поверхности прилегания головки блока с помощью линейки и щупа. 5.4.5 Измерить отверстия под вкладыши коренных подшипников (измерение проводить в средине постели в двух взаимноперпендикулярных плоскостях с помощью индикаторного нутромера). 5.4.6 Измерить размеры отверстий под подшипники распределительного вала. 5.4.7 Измерить соосность постелей коренных подшипников с использованием специального приспособления. Методика измерения поясняется преподавателем. 5.4.8 Измерить диаметры верхнего и нижнего посадочных поясков под гильзу цилиндров с использованием индикаторного нутромера. По всем измеряемым поверхностям результаты занести в карту дефектации и дать заключение, сравнивая измеренные величины с требованиями РК (альбом), указав способ устранения дефекта. 5.5 Определить и измерить состояние рабочих поверхностей гильзы цилиндров. 5.5.1 Осмотром определить наличие повреждений – трещин, задиров, отколов, рисок. 5.5.2 С помощью индикаторного нутромера исследовать величину и характер износа гильз. Замерить диаметры отверстий в сечениях 1-1, II-II, III-III (рис. 11) и взаимноперпендикулярных плоскостях А-А и Б-В. Сечение 1-1 располагают на расстоянии 10 мм от верхнего обреза гильзы, II-II посредине гильзы и III-III на 20 мм выше нижнего обреза гильзы. Результаты замеров записать в отчет и определить по наиболее изношенному сечению овальность.
Рис. 11. Схема обмера гильзы
5.5.3 Характер износа гильз исследуется по одной наиболее изношенной из них. Длина гильзы разбивается на десять равных сечений. Первое сечение располагается на 3 … 5 мм от верхнего обреза гильзы, т.е. в том месте, где нет износа, а последнее на расстоянии 20 мм от нижнего обреза гильзы. Измерение также проводится в двух взаимно перпендикулярных плоскостях А-А и Б-Б. Результаты измерений записываются в отчет, и по ним строится график в координатных осях – высота гильзы (разбитая на сечения) в мм – ордината, величина износа и сотых долях мм – абсцисса. По графику дается заключение о характере износа.
5.6 Перед измерением всех отверстий индикаторные нутромеры необходимо установить на базовый размер, которым является номинальный (ремонтный) размер измеряемого отверстия. Установка осуществляется следующим образом. Замеряется измеряемое отверстие штангенциркулем, затем на этот размер, округленный до целого числа, устанавливается микрометр. Например, замеренный диаметр отверстия 100, 6 мм, то микрометр нужно установить на размер 101 мм. Далее устанавливается соответствующая измерительная вставка в измерительную головку индикаторного нутромера и измерительная головка нутромера вводится между пяткой и винтом установленного микрометра и, поворачивая циферблат индикатора, совместить " О" со стрелкой. Это положение будет соответствовать базовому размеру.
5.7 На один из дефектов детали дать содержание операций по его устранению. Например, для устранения дефекта – износ внутренней поверхности гильзы, можно сделать следующим образом. 005 Расточная 1. Закрепить гильзу в приспособлении на столе станка. 2 Расточить отверстие до 100, 75. 010 Хонинговальная 1. Закрепить гильзу в приспособлении на столе станка. 2. Хонинговать отверстие до 100, 6± 0, 02. 015 Контрольная. 5.8 После выполнения работы и оформления ее результатов студент должен сдать отчет и защитить результаты. При этом студент должен знать ответы на контрольные вопросы.
6 Отчет
6.1 Материал детали. 6.2 Номер детали по каталогу. 6.3 Номинальный размер детали. 6.4 Результаты и эскиз замеров.
7 Контрольные вопросы 7.1 Назовите основные дефекты блока. 7.2Какие способы можно использовать для устранения основных дефектов блока? 7.3 Назовите основные дефекты гильзы. 7.4 Какие способы можно рекомендовать для устранения дефектов гильз? 7.5 Объясните характер износа гильзы. 7.66 К чему может привести нарушение соосности постелей под подшипники коленчатого вала? 7.7 К чему может привести неперпендикулярность оси гильзы к оси коленчатого вала? 7.8 Как установить индикаторный нутромер на заданный размер?
Дефектация зубчатых колес
1 Цель работы
Ознакомить студентов с приемами контроля зубчатых колес и шлицевых соединений в соответствии с техническими условиями, а также с конструкцией и правилами пользования приборами и инструментами, используемыми на авторемонтных заводах для дефектации зубчатых колес, закрепить знания в определении способов устранения обнаруженных дефектов шестерен и шлицевых соединений.
2 Содержание работы
2.1 Определение дефектов шестерен и деталей со шлицами осмотром и измерением длины зуба. 2.2 Измерение толщины зуба штангензубомером и определение величины износа зуба. 2.З Контроль толщины зуба шаблоном. 2.4 Измерение диаметров охватываемых деталей шлицевых соединений, ширины шлицев и зазоров в шлицевых соединениях. 2.5 Составление отчета.
3 Оборудование рабочего места
3.1 Стол высотой 0, 8 м с рабочей площадью 1, 5× 0, 8 м с ящиком для инструментов. 3.2 Штангензубомер с точностью измерения 0, 05 мм. 3.3 Индикатор со стойкой. 3.4 Тиски слесарные. 3.5 Шаблоны для контроля зубьев шестерен и шлицев. 3.6 Мостик с центрами для установки валов со шлицами. 3.7 Нормалемер. 3.8 Шагомер для основного шага.
4 Общие сведения о дефектации зубчатых колес
4.1 Дефекты поверхностей зубьев
Зубчатые колеса изготовляют из легированных цементированных сталей. После цементации или цианирования и последующей термической обработки твердость рабочих поверхностей зубьев составляет 57…66 HRC. Цементация представляет процесс обогащения поверхностного слоя углеродом. Последующая термическая обработка сообщает поверхностному слою высокую твердость и вязкость сердцевине и повышает износостойкость и усталостную прочность зубьям. Цементацию ведут на глубину 0, 5…0, 2мм в твердом или газовом карбюризаторе при температуре 1000±50 °С. Длительность насыщения поверхностного слоя зубьев углеродом зависит от заданной глубины цементации и марки материала и составляет от 2 до 24 ч. При этом структура материала имеет тенденцию крупнозернистости. Для обеспечения не только высокой прочности и ударной вязкости материала необходимо мелкое зерно. Этого можно достигнуть последующей двойной закалкой и низким отпуском, уменьшающими остаточные напряжения и сохраняющими твердость стали. Цианирование позволяет также насытить поверхность углеродом при температуре 900±50°С в жидких, газовых средах или твердых упаковках с применением цианистых соединений в качестве карбюризаторов. При цианировании в поверхностном слое оказывается азот, придающий поверхности большую износостойкость. В результате нарушения работы коробок передач зубчатые пары из-за ошибок при термообработке могут иметь следующие дефекты. 1 Перегрев, характеризующийся крупнозернистостью, пониженной пластичностью и ударной вязкостью. 2 Пережог, результатом которого на границах зерен участков, обогащенных углеродом, образуются не окисленные пустоты, пузыри и включения окислов железа, снижающие пластические свойства. 3 Окисление - значительный слой окалины на поверхности зуба. 4 Коробление - деформации и поводки после закалки. 5 Закалочные трещины - неисправимый дефект. 6 Недостаточная твердость после закалки - дефект структуры из-за пониженной температуры нагрева, недостаточной выдержки или малой скорости охлаждения. 7 Мягкие пятна - наличие на поверхностях зубьев участков с пониженной твердостью. 8 Пониженная твердость после отпуска - дефект структуры из-за отпуска при температуре выше нормальной. 9 Высокая твердость отожженной сердцевины зуба - дефект структуры из-за повышенной скорости охлаждения при отжиге или низкой температуре выдержки. 10 Эрозия-уменьшение размеров или искажение профиля вследствие окисления и износа металла с поверхности зуба. 11 Разъедание - точечное или ручъеобразное поражение поверхности зуба. 12 Обезуглероживание-исчезновение углерода с поверхности зуба, снижающее твердость после закалки и предел выносливости. Переключаемые зацепления при изменении передач в коробках приводят к преимущественному износу торцов зубьев. Торцовый износ подлежащих восстановлению зубьев составляет 0, 8…6, 5 мм. Износ зубьев по толщине достигает 1, 0 мм.
5 Ход выполнения работы
5.1 Визуальный контроль
Осмотром цилиндрических шестерен и шлицевых соединений определяют наличие таких дефектов, как ступенчатая выработка, трещины, обломы, забоины, заусенцы, выкрашивание на рабочей поверхности зубьев или шлицев в виде мелких раковин (сыпи), состояние резьбы и посадочных мест. Затем у шестерен измеряют штангенциркулем длину зуба. Полученные результаты измерения и замеченные дефекты записывают в тетрадь лабораторных работ.
5.2 Измерение диаметров
Наружный и внутренний диаметры вала со шлицами измеряют микрометром. Для измерения внутреннего диаметра иногда (главным образом для валов коробок передач легковых автомобилей) приходится пользоваться специальным микрометром, отличающимся от стандартного меньшим диаметром гладкой части микрометрического винта и пятки с тем, чтобы они могли поместиться между шлицами. Наружный диаметр измеряют по вершинам шлицев, внутренний - по пазам. Измерения производят по двум парам шлицев, расположенных во взаимно перпендикулярных плоскостях и в двух поясах рабочей зоны шлицевого соединения.
5.3 Измерение толщины зубьев
Перед измерением зубьев нужно проверить нулевую установку нониусов штангензубомера. Для этого сдвигают измерительные губки до соприкосновения без просвета, а планку рамки высотной линейки устанавливают так, чтобы ее мерительная поверхность лежала в одной плоскости о концами губок. Если при этом нулевой штрих одного или другого нониуса не совпадает с нулевым штрихом соответствующей штанги, следует освободить винты, крепящие нониус, передвинуть нониус в нулевое положение и закрепить винты. Для измерения толщины зуба штангензубомером планку рамки высотной линейки устанавливают на величину высоты головки зуба до хорды начальной окружности hх. Эта высота несколько больше расчетной высоты головки зуба h, и ее можно определять по формуле:
гдеm - модуль; H - коэффициент, который берется из таблицы 5. В том случае, когда данные таблицы не охватывают величины измеряемой шестерни, hx определяется по формуле:
где z - число зубьев измеряемой шестерни. Для корригированной шестерни с укороченным зубом расчет остается таким же, но высота головки зуба определяется о учетом его укорочения:
где k – коэффициент высотной коррекции. После установки планки высотной линейки ее закрепляют зажимом и еще раз проверяют точность установит по шкале и нониусу. Зубомер устанавливают планкой рамки высотной линейки на измеряемый зуб, затем перемещают подвижную измерительную губку до такого положения, когда зуб шестерни окажется зажатым между измерительными губками. При этом необходимо слeдитъ, чтoбы плaнкa paмки кacaлaсь вершины измеряемого зуба, а сам штангензубомер лежал в плоскости, перпендикулярной продольной оси зуба. Измерения выполняют на трех зубьях, расположенных по окружности шестерня через 120°. Каждый зуб измеряют в двух поясах, расположенных от торцов зуба на расстоянии 1/4 его длины. Износ зуба рассчитывают по формуле:
где Sx - толщина зуба по хорде делительной окружности для нового зуба, мм; Sx΄ - та же длина, полученная при замере штангензубомером, мм. Величина Sx дается в технических условиях и на чертежах шестерен.
Таблица 5 Число зубьев измеряемой шестерни z и значение коэффициента H.
5.4 Измерение основного шага
Для качества работы зубчатых колес большое значение имеет точность основного шага t0. Два измерительных наконечника и касаются одноименных сторон профиля двух соседних зубьев колеса. Один наконечник жестко связан с корпусом прибора, второй ннаконечник системой рычагов связан с индикатором. Устойчивость прибора в момент измерения обеспечивается переставным упором, положение которого может изменятся вращением винта. Чувствительный наконечник с помощью винта перемещается на требуемое расстояние от первого наконечника Установку прибора на номинальную величину основного шага t0 производят по блоку плиток, укрепленному в струбцине со специальными боковичками. Установив прибор по блоку плиток, переносят его на проверяемое колесо и отмечают отклонения от номинальной величины основного шага. Тангенциальные наконечники исключают влияние местных неровностей эвольвентной поверхности зубьев. У косозубых цилиндрических колес установка производится нормально к направлению зубьев; при этом в расчет, естественно, принимается нормальный модуль зуба mn. Основной шаг вычисляется по общей формуле:
где При При измерении прибор несколько покачивают по профилю правого зуба. Если эвольвента правильная, то показания прибора должны оставаться постоянными. Разность показаний от зуба к зубу дает разность основных шагов. Отклонения передаются на стрелку индикатора с пятикратным увеличением, так что цена деления индикатора равна 0, 002 мм. Однако погрешности каждого отдельного измерения из-за трудности точной установки прибора и вследствие погрешностей передачи превосходят цену деления.
5.5 Измерение длины общей нормали
Метод измерения длины общей нормали состоит в том, что измерительные губки измерительного средства своими параллельными измерительными поверхностями охватывают несколько зубьев касательно к их боковой поверхности. Число зубьев вычисляется таким образом, чтобы расстояние между их разноименными эвольвентными профилями было постоянно, пока губки не выходят из эвольвентной части профилей, так что оно не изменяется даже при некотором наклоне губок. Обозначим число охваченных губками впадин через n, толщину зуба по дуге основной окружности - через S0. Как явствует из рисунка 12 L=BD+DE, при этом прямые BD и DE, перпендикулярные к измерительным поверхностям в точках их касания к профилю, перпендикулярны и к эвольвентному профилю. Следовательно, эти прямые касательны к основной окружности и составляют одну прямую BE. В соответствии с образованием эвольвенты дуга ACD=BD и дуга DF=DE. Суммируя почленно, находим, что длина дуги ACDF=BE=L.
Рис.12. Измерение длины общей нормали
L=nt0+S0. Из теории эвольвентного зацепления следует, что длина общей нормали L выражается формулой:
где z - число зубьев колеса. Чтобы из результата измерения по возможности устранить погрешности профиля зубьев, целесообразно брать точки касания измерительных плоскостей прибора с профилем возможно ближе к делительной окружности, где профиль зуба обычно сохраняет свою форму. Такое расположение точек касания зависит от числа впадин n, которые охватываются губками прибора. В таблице даетсясоответственное число впадин, попадающих в раствор губок прибора для угла зацепления 20° в зависимости от числа зубьев колеса. Разница между величиной L, полученной в результате измерение и вычисленной по формуле, дает отклонение длины общей нормали. Специальный прибор для измерения длины общей нормали получил название «нормалемер».
5.6 Контроль шаблоном
Контроль зубьев шестерни шаблоном не дает абсолютной величины толщины зуба или его износа. Этим способом определяют только годность шестерни к дальнейшей эксплуатации. Для проверки подбирают шаблон, соответствующий зубу проверяемой шестерни (обычно на шаблоне выгравировано наименование или номер шестерни, для которой он предназначен). Размеры шаблона подобраны из расчета минимально допустимой при ремонте автомобиля толщины зуба шестерни. В соответствии с этим, установив шаблон на зуб, проверяют наличие зазора между вершиной зуба и кромкой шаблона. Наличие зазора свидетельствует о том, что толщина зуба находится в допустимых пределах. Отсутствие зазора указывает на то, что зуб изношен сверх допустимых пределов, и шестерню следует направить в ремонт или в утиль. Толщину шлица проверяют шаблоном; для эвольвентных шлицев пользуются таким же шаблоном, как и для зубьев шестерен, для прямобочных шлицев - шаблоном с проходной и непроходной сторонами. Размер между измерительными плоскостями проходной стороны равен максимально допустимой ширине шлица при его изготовлении, а непроходной - минимально допустимой с учетом износа. При эксплуатационных ремонтах проверяют обычно только боковой зазор в шлицевом соединении. Для измерения зазора охватываемую деталь (вал), с надетой на нее шестерней или другой охватывающей деталью укладывают шейками на призмы или устанавливают в центрах. Шестерню или другую охватывающую деталь закрепляют в зажиме (слесарных тисках). Стойку индикатора устанавливают так, чтобы измерительный стержень упирался в боковую грань одного из шлицев. Покачивая охватываемую деталь рукой, замечают максимальное и минимальное отклонения стрелки индикатора. Разница между этими отклонениями и дает величину бокового зазора.
5.7 Контроль конических зубчатых колес
У конических колес обычно проверяют окружной шаг, толщину зуба и биение зубчатого венца, но чаще всего удовлетворяются комплексной проверкой колес попарно или по образцовому колесу. Шаг зуба можно измерять шагомером и шаблонами, толщину зуба - штангензубомером. Толщину зуба измеряют как у основания, так и у вершины конуса. Эти измерения менее надежны, и результаты их более грубы, чем у цилиндрических колес, так как у конических колес шаг и толщина зуба изменяются по длине зуба.
6 Отчет
6.1 Характеристика шестерни и вала со шлицами. 6.2 Оборудование, приборы, инструменты и их краткая характеристика. 6.3 Данные измерений зубьев шестерен. 6.4 Заключение студента о степени износа шестерни и шлицевого соединения.
7 Контрольные вопросы
7.1 Перечислите основные дефекты зубчатых колес. 7.2 Какие способы восстановления зубчатых колес Вы знаете? 7.3 Возможно ли применение наплавки для восстановления зубчатых колес и если возможно, каковы технологические особенности ее применения для данных деталей? 7.4 Перечислите основные параметры зубчатых колес. 7.5 С какими дефектами возможно восстановление зубчатого колеса, а с какими нет? |
Последнее изменение этой страницы: 2017-03-14; Просмотров: 2062; Нарушение авторского права страницы

 ,
,  ,
,  ,
,  ,
,  - износ зуба по хорде делительной окружности, мм;
- износ зуба по хорде делительной окружности, мм;  ,
,  - профильный угол исходного контура.
- профильный угол исходного контура.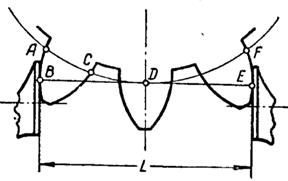
 Дуга же ACDF представляет собой сумму n основных шагов плюс толщина зуба по дуге основной окружности, т.е.
Дуга же ACDF представляет собой сумму n основных шагов плюс толщина зуба по дуге основной окружности, т.е. ,
,