
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Постройте диаграмму твёрдости структурных составляющих железоуглеродистых сплавов ( по средним значениям твёрдости в порядке их возрастания).
Классификация и маркировка сталей и чугунов. Применение.
Влияние углерода и примесей на свойства сталей.
Классификация и маркировка сталей:
-Углеродистые стали обыкновенного качества (ГОСТ 380). -Качественные углеродистые стали -Автоматные стали
Состав и сорта чугунов.
Стали являются наиболее распространенными материалами. Обладают хорошими технологическими свойствами. Изделия получают в результате обработки давлением и резанием. Достоинством является возможность, получать нужный комплекс свойств, изменяя состав и вид обработки. Стали, подразделяют на углеродистые и легированные.
Влияние углерода и примесей на свойства сталей
Углеродистые стали являются основными. Их свойства определяются количеством углерода и содержанием примесей, которые взаимодействуют с железом и углеродом.
Влияние углерода.
Влияние углерода на свойства сталей показано на рис. 10.1
Рис.10.1. Влияние углерода на свойства сталей
С ростом содержания углерода в структуре стали увеличивается количество цементита, при одновременном снижении доли феррита. Изменение соотношения между составляющими приводит к уменьшению пластичности, а также к повышению прочности и твердости. Прочность повышается до содержания углерода около 1%, а затем она уменьшается, так как образуется грубая сетка цементита вторичного. Углерод влияет на вязкие свойства. Увеличение содержания углерода повышает порог хладоломкости и снижает ударную вязкость. Повышаются электросопротивление и коэрцитивная сила, снижаются магнитная проницаемость и плотность магнитной индукции. Углерод оказывает влияние и на технологические свойства. Повышение содержания углерода ухудшает литейные свойства стали (используются стали с содержанием углерода до 0, 4 %), обрабатываемость давлением и резанием, свариваемость. Следует учитывать, что стали с низким содержанием углерода также плохо обрабатываются резанием.
Влияние примесей.
В сталях всегда присутствуют примеси, которые делятся на четыре группы. 1.Постоянные примеси: кремний, марганец, сера, фосфор. Марганец и кремний вводятся в процессе выплавки стали для раскисления, они являются технологическими примесями. Содержание марганца не превышает 0, 5…0, 8 %. Марганец повышает прочность, не снижая пластичности, и резко снижает красноломкость стали, вызванную влиянием серы. Он способствует уменьшению содержания сульфида железа FeS, так как образует с серой соединение сульфид марганца MnS. Частицы сульфида марганца располагаются в виде отдельных включений, которые деформируются и оказываются вытянутыми вдоль направления прокатки. Содержание кремния не превышает 0, 35…0, 4 %. Кремний, дегазируя металл, повышает плотность слитка. Кремний растворяется в феррите и повышает прочность стали, особенно повышается предел текучести, Содержание фосфора в стали 0, 025…0, 045 %. Фосфор, растворяясь в феррите, искажает кристаллическую решетку и увеличивает предел прочности Располагаясь вблизи зерен, увеличивает температуру перехода в хрупкое состояние, вызывает хладоломкость, уменьшает работу распространения трещин, Повышение содержания фосфора на каждую 0, 01 % повышает порог хладоломкости на 20…25oС. Фосфор обладает склонностью к ликвации, поэтому в центре слитка отдельные участки имеют резко пониженную вязкость. Для некоторых сталей возможно увеличение содержания фосфора до 0, 10…0, 15 %, для улучшения обрабатываемости резанием. S – уменьшается пластичность, свариваемость и коррозионная стойкость. Р–искажает кристаллическую решетку. Содержание серы в сталях составляет 0, 025…0, 06 %. Сера – вредная примесь, попадает в сталь из чугуна. При взаимодействии с железом образует химическое соединение – сульфид серы FeS, которое, в свою очередь, образует с железом легкоплавкую эвтектику с температурой плавления 988oС. При нагреве под прокатку или ковку эвтектика плавится, нарушаются связи между зернами. При деформации в местах расположения эвтектики возникают надрывы и трещины, заготовка разрушается – явление красноломкости. Красноломкость – повышение хрупкости при высоких температурах Сера снижает механические свойства, особенно ударную вязкость а 2. Скрытые примеси - газы (азот, кислород, водород) – попадают в сталь при выплавке. Азот и кислород находятся в стали в виде хрупких неметаллических включений: окислов (FeO, SiO2, Al2O3 ) нитридов (Fe 2N), в виде твердого раствора или в свободном состоянии, располагаясь в дефектах (раковинах, трещинах). Примеси внедрения (азот N, кислород О) повышают порог хладоломкости и снижают сопротивление хрупкому разрушению. Неметаллические включения (окислы, нитриды), являясь концентраторами напряжений, могут значительно понизить предел выносливости и вязкость. Очень вредным является растворенный в стали водород, который значительно охрупчивает сталь. Он приводит к образованию в катанных заготовках и поковках флокенов. Флокены – тонкие трещины овальной или округлой формы, имеющие в изломе вид пятен – хлопьев серебристого цвета. Металл с флокенами нельзя использовать в промышленности, при сварке образуются холодные трещины в наплавленном и основном металле. Если водород находится в поверхностном слое, то он удаляется в результате нагрева при 150…180 Для удаления скрытых примесей используют вакуумирование. 3. Специальные примеси – специально вводятся в сталь для получения заданных свойств. Примеси называются легирующими элементами, а стали - легированные сталями.
|
Последнее изменение этой страницы: 2017-03-14; Просмотров: 395; Нарушение авторского права страницы
 Лекция 6
Лекция 6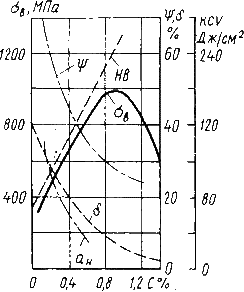
 . Но наблюдается некоторое снижение пластичности, что снижает способность стали к вытяжке
. Но наблюдается некоторое снижение пластичности, что снижает способность стали к вытяжке и предел текучести
и предел текучести  , но снижает пластичность и вязкость.
, но снижает пластичность и вязкость. и пластичность (
и пластичность (  и
и  ), а так же предел выносливости. Она ухудшают свариваемость и коррозионную стойкость.
), а так же предел выносливости. Она ухудшают свариваемость и коррозионную стойкость. , лучше в вакууме
, лучше в вакууме  мм рт. ст.
мм рт. ст.