|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
И методические указания их выполнениюСтр 1 из 3Следующая ⇒
Задания для практических работ И методические указания их выполнению по дисциплине «Основы технологии машиностроения» (Часть 1) для студентов всех форм обучения направления подготовки 44.03.04 Профессиональное обучение (по отраслям) профиля «Машиностроение и материалообработка» профилизации «Технология и оборудование машиностроения»
Екатеринбург РГППУ Задания для практических работ и методические указания по их выполнению по дисциплине «Основы технологии машиностроения». Часть 1. Екатеринбург, ФГАОУ ВО «Российский государственный профессионально-педагогический университет», 2016. 37 с.
В методических указаниях приведены краткие теоретические сведения по технологии машиностроения и методика проведения практической работы по анализу заводского технологического процесса механической обработки детали. Представлен алгоритм проведения анализа и его поэтапное выполнение, а также предложена табличная форма записи результатов.
Одобрены на заседании кафедры технологии машиностроения, сертификации и методики профессионального обучения.
Рекомендованы к печати научно-методической комиссией института инженерно-педагогического образования РГППУ. Протокол от ______________. №
© ФГАОУ ВО «Российский государственный профессионально-педагогический университет», 2016
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Методические указания к выполнению практических работ (часть 1) составлены в соответствии с рабочей программой по дисциплине «Основы технологии машиностроения» и предназначены для студентов, обучающихся по направлению подготовки 44.03.04 Профессиональное обучение (по отраслям), профиля подготовки «Машиностроение и материалообработка», профилизации «Технологии и оборудование машиностроения», а также могут быть использованы студентами других специализаций, изучающих технологию машиностроения. Методические указания могут быть полезны студентам при выполнении технологического курсового и дипломного проекта. В методических указаниях представлена практическая работа на тему «Анализ заводского технологического процесса механической обработки детали». Выполнение данной практической работы предусмотрено на 4-х практических занятиях, содержание которых, направлено на последовательное выполнение этапов работы, в соответствии с представленным алгоритмом. На практических занятиях предусматривается самостоятельная работа студентов с производственными технологическими документами, полученными на предприятии во время прохождения технологической практики. Изучение и анализ технологической документации будут способствовать формированию профессиональных компетенций, необходимых для проектирования технологических процессов, а также для планирования и организации производства, что очень важно для будущей профессиональной деятельности специалистов.
ПРАКТИЧЕСКАЯ РАБОТА АНАЛИЗ ЗАВОДСКОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ
ЦЕЛИ РАБОТЫ 1. Ознакомиться с основными видами технологических документов, используемых для описания технологического процесса механической обработки детали, и основными правилами оформления этих документов. 2. Научиться читать технологическую документацию. 3. Научиться анализировать рабочий чертеж детали, заготовки и другую исходную информацию. 4. Научиться анализировать технологический процесс механической обработки детали и станочную операцию. ОБЩИЕ СВЕДЕНИЯ При изучении существующих технологических процессов ставятся задачи их глубокого анализа, так как без него невозможно оценить и улучшить технологический процесс. Анализ заводского технологического процесса должен проводиться с точки зрения обеспечения качества продукции. При этом следует выяснить, правильно ли он составлен и обеспечивает ли требования чертежа. Для этого рассматривают следующие вопросы: – рациональность метода получения заготовки для данного типа производства; – соответствие фактических припусков на обработку чертежу заготовки; – правильность выбора черновых, чистовых и промежуточных баз на операциях техпроцесса, соблюдение единства баз; – правильность установления последовательности операций процесса для достижения заданной точности деталей; – соответствие параметров установленного оборудования требованиям данной операции; – соответствие режимов резания оптимальным; – степень оснащенности операций; – применение высокопроизводительного режущего инструмента и новых марок материалов его режущей части; – степень концентрации операций; – оценка правильности технологического процесса и выбора оборудования с помощью количественных показателей; – определение технологической себестоимости.
Исходная информация
Анализ технологического процесса начинается с анализа исходной информации, которая подразделяется на базовую, руководящую и справочную. Базовая информация содержит: – конструкторскую документацию на изделие; – технологическую документацию на изготовление изделия; – программу и срок выпуска этих изделий. Руководящая информация содержит в себе: – служебное назначение изделия; – сведения по развитию данной отрасли машиностроения; – планы повышения технического уровня производства; – стандарты на технологический процесс, на оборудование и оснастку; – документацию на типовые, групповые и перспективные технологические процессы; – классификаторы технико-экономической информации; – производственные инструкции; – материалы по выбору технологических нормативов (режимов резания, припусков и др.); – документацию по охране труда. Справочная информация содержит: – квалификационную характеристику; – описание прогрессивных методов обработки; – каталоги средств технологического оснащения; – справочники, учебники, учебные пособия, методическую литературу, ГОСТы, стандарты ЕСКД, ЕСТД и др. В исходную информацию входят и другие дополнительные данные. Исходные данные и материалы
Исходные данные являются частью базовой информации и состоят из следующего комплекта: – рабочего чертежа детали; – рабочего чертежа заготовки; – технологической документации механической обработки детали: маршрутных карт (МК), операционных карт (ОК) или карт технологического процесса (КТП), карт эскизов (КЭ). Дополнением к исходным данным является необходимая руководящая и справочная информация. При выполнении работы следует руководствоваться алгоритмом анализа заводского технологического процесса и указаниями к каждому этапу работы, приведенными в настоящих методических рекомендациях, а также в приложениях, в справочной и технической литературе.
Анализ станочных операций
Следует изучить и проанализировать станочные операции по операционным картам (ОК), картам эскизов (КЭ); установить номер, наименование и содержание каждой операции, ее структуру и схему построения по форме, указанной в таблице 7. В случае большого количества операций в технологическом процессе необходимо подробно проанализировать одну или две операции по указанию преподавателя: определить цель и назначение операции, ее место в технологическом процессе. Таблица 7. Результаты анализа станочных операций
При анализе технологических операций необходимо руководствоваться требованиями, которые предъявляются при разработке технологических операций, ведущих к уменьшению трудоемкости. Поэтому в первую очередь рекомендуется выяснить схему построения станочной операции. В зависимости от условий производства схемы построения станочных операций могут быть следующие: – в массовом и частично в крупносерийном производстве применяются наиболее производительные схемы – многоместные, многоинструментальные, с параллельной обработкой; – в серийном производстве – одноместные, одноинструментальные с последовательной обработкой. Практически при любом типе производства возможны различные сочетания в схемах построения операций. При изучении необходимо учитывать, что их число и последовательность зависят от вида заготовки и точностных требований к готовой детали. Совмещение переходов определяется конструкцией детали, возможностями расположения режущих инструментов на станке и жесткостью заготовки. Переходы, обеспечивающие высокие требования к точности и шероховатости поверхности, целесообразно выделять в отдельную операцию. Формулировка содержания перехода должна соответствовать требованиям ГОСТ 3.1702-79. Выбор оборудования для выполнения операций должен определяться его возможностью обеспечить точность размеров и формы, а также качество обрабатываемых поверхностей. При этом выбранный станок должен соответствовать своими размерами габаритам обрабатываемой детали, иметь требуемую производительность, возможность работать на оптимальных режимах резания, мощность, наименьшую себестоимость. Станок должен наиболее полно использоваться во времени. Правила выбора технологической оснастки для операции (приспособления, инструменты и средства контроля) должны соответствовать требованиям ГОСТ 14.305-73. Проверьте правильность оформления операционной карты механической обработки, ее соответствие ГОСТ 3.1404-86 ф. 3 и 2а. Опишите заполнение всех надписей и таблиц ОК. Проверьте правильность значений режимов резания и технических норм времени. Приведите соответствующие расчеты. Проанализируйте операционные эскизы (КЭ). Проверьте их соответствие ГОСТ 3.1105-84. Операционные эскизы к рассматриваемой операции могут помещаться и на ОК в отведенном для этого месте (вверху слева). При анализе операционного эскиза должно быть установлено: – соответствие положения заготовки на эскизе действительному положению заготовки на станке при выполнении операции; – соответствие принятых технологических баз выбранным по ОК приспособлениям и соответствие приспособлений обозначениям опор, установочных устройств и зажимов, а также правильность изображения этих обозначений по ГОСТ 3.1107-81. Число эскизов должно быть равно числу установов. Обрабатываемые поверхности заготовки, выделенные на чертеже толстыми линиями, следует пронумеровать арабскими цифрами по часовой стрелке в кружках 6-8 мм. Каждая поверхность должна иметь размеры с допусками, параметр шероховатости. Если обрабатываемая поверхность относится к числу сложных, то нужно дать дополнительные сведения: например, в операции обработки зубьев колеса на КЭ должна быть приведена таблица с параметрами нарезаемых зубьев. При выполнении сложных операций (токарно-револьверных, автоматно-токарных, агрегатных, многопозиционных) необходима схема наладки станка, которая является еще одним технологическим документом. На схемах наладок должна быть изображена обрабатываемая заготовка в состоянии после выполнения рассматриваемой операции. Аналогично изображают режущие инструменты – в контакте с обрабатываемой поверхностью в положении завершения рабочего хода. Должны быть также схематически показаны приспособления и вспомогательные инструменты. В операциях, состоящих из позиций, заготовки изображают последовательно по позициям. Работу по анализу станочной операции следует завершить выводами об ее содержании и предложениями о способах совершенствования этой операции с целью повышения производительности труда, облегчения труда рабочего, снижения себестоимости изготовления детали и др.
ВЫВОДЫ И ПРЕДЛОЖЕНИЯ
В заключении следует подвести итоги проделанной работы, сформулировать технологические задачи, которые должны быть решены в заводском технологическом процессе по обеспечению: – точности размеров, формы и расположения поверхностей; – качества обработанных поверхностей; – других заданных технических требований; – оптимального выбора вида и способа получения заготовки; – минимальной трудоемкости и себестоимости. Необходимо описать соответствующие решения поставленных технологических задач, а также: – тип производства по заданному технологическому процессу; – характерные особенности технологического процесса; – правильность выбора методов обработки; – правильность выбора технологических баз на операциях техпроцесса; – правильность выбранного маршрута обработки; – правильность построения технологических операций; – оптимальность режимов резания и технических норм времени; – рациональность выбора технологического оснащения; – правильность заполнения технологических карт (ОК, МК, КЭ); – достоинства и недостатки данного заводского технологического процесса; – предложения по улучшению технологического процесса механической обработки детали.
ТРЕБОВАНИЯ К ОТЧЕТУ О ПРАКТИЧЕСКОМ ЗАНЯТИИ
Отчет по анализу заводского технологического процесса механической обработки детали выполняют на листах формата А4 (210 х 297 мм), которые затем сшиваются с титульным листом, оформленным в соответствии с требованиями ЕСКД. Оформление работы следует начинать с записи исходных данных. Анализ проводится по этапам в последовательности, показанной на рисунке 1. На каждом этапе должна быть представлена соответствующая информация, заполненная таблица и вывод. В конце отчета следует дать общее заключение об итогах проделанной работы (см. п. 7) и список использованной литературы. В тексте отчета должны присутствовать ссылки на использованную литературу с указанием номеров таблиц и страниц. Вся анализируемая технологическая документация и рабочие чертежи детали и заготовки должны быть приведены в приложении к отчету.
ЛИТЕРАТУРА
Основная 1. Безъязычный В.Ф. Основы технологии машиностроения: учебник для вузов [Гриф УМО]. М.: Машиностроение, 2013. – 598 с. (http: //e.lanbook.com/books/element.php? pl1_cid=25& pl1_id=37005). 2. Маталин А.А. Технология машиностроения: учеб для вузов [Гриф УМО]. М.: Лань, 2012. – 512 с. (http: //e.lanbook.com/books/element. php? pl1_cid=25& pl1_id=258). 3. Сысоев С.К., Сысоев А.С., Левко В.А. Технология машиностроения. Проектирование технологических процессов. Учеб. для вузов [Гриф УМО]. М.: Лань, 2011. – 352 с. (http: //e.lanbook.com/books/element.php? pl1_cid=25& pl1_id=711) Дополнительная 1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: Учеб.пособие для машиностроит.спец.вузов. – 4-е изд., перераб. и доп. – Минск.: Вышэйш. шк., 1983. - 256 с. 2. Данилевский В.В., Гельфгат Ю.И. Лабораторные работы и практические занятия по технологии машиностроения: Учеб.пособие для машиностроит. спец. техникумов. – 2-е изд., перераб. и доп. – М.: Высш. шк., 1988. – 222 с. 3. Добрыднев И.С. Курсовое проектирование по предмету " Технология машиностроения": Учеб. пособие для техникумов по спец. " Обработка металлов резанием". – М.: Машиностроение, 1985. – 184 с. 4. Козлова Т.А. Курсовое проектирование по технологии машиностроения: Учеб. пособие. – Екатерибург. Рос. гос. проф.-пед. ун-т, 2001. – 169 с. 5. Мосталыгин Г.П., Толмачевский Н.Н. Технология машиностроения: Учеб.для вузов по инж.-эконом.специальностям.–М.: Машиностроение, 1990.– 288 с. 6. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Ч.1: Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, долбежные и фрезерные станки. - М.: Машиностроение, 1974.- 416 с. 7. Проектирование технологических процессов механической обработки в машиностроении: Учеб. пособие /Под ред. В.В.Бабук, В.А.Шкред, Г.П. Кривко, А.И. Медведева. – Минск.: Вышэйш. шк., 1987. – 254 с. 8. Руденко П.А. Проектирование технологического процесса в машиностроении. – Киев.: Вища шк., 1985. – 254 с. 9.Справочник технолога-машиностроителя: В 2 т. Т.1 / Под ред. А. Г. Косиловой, Р. Г. Мещерякова. - М.: Машиностроение, 1972.-694 с. 10.Справочник технолога-машиностроителя: В 2 т. Т.2 / Под ред. А. Н. Малова. - М.: Машиностроение, 1972. - 586 с. 11. Технология машиностроения: Сборник задач и упражнений: Учебное пособие/ В.И. Аверченков и др.; Под общ. ред. В.И. Аверченкова и Е.А. Польского. – 2-е изд. перераб. и доп. – М.; ИНФРА-М, 2005. – 288 с. 12.Технология машиностроения: В 2 кн. Кн.1.Основы технологии машиностроения: Учеб.пособ. для вузов/ Э.Л. Жуков, И.И. Козарь, С.Л. Мурашкин и др.; Под ред.С.Л. Мурашкина.–2-ое изд., доп.– М.: Высш. шк., 2008.– 278 с. 13. Технология машиностроения: В 2 кн. Кн.2. Производство деталей машин.: Учеб. пособ. для вузов/ Э.Л. Жуков, И.И. Козарь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина. – 2-ое изд., доп. – М.: Высш. шк., 2008.–296 с.
Приложение А
Таблица 1 – Классификация баз
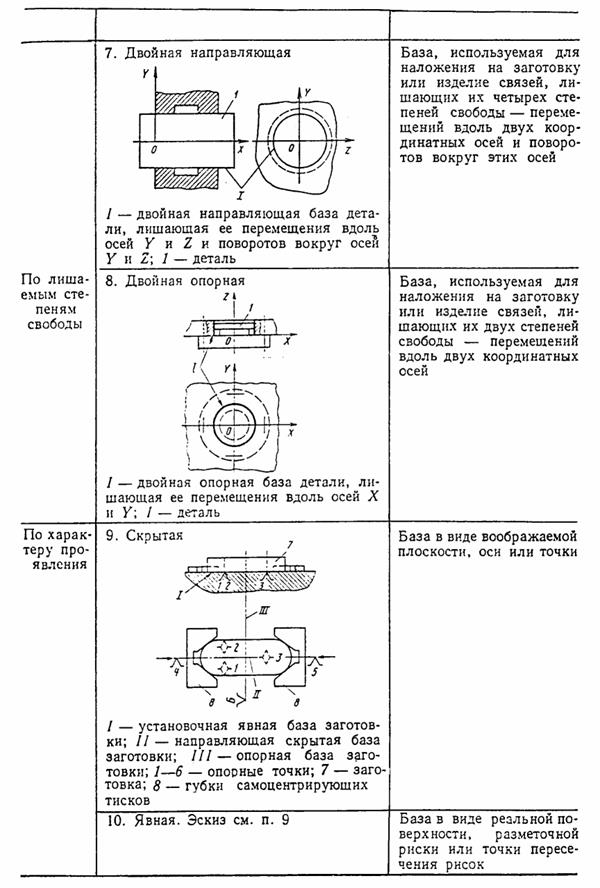
Продолжение таблицы 1
Окончание таблицы 1
Приложение Б
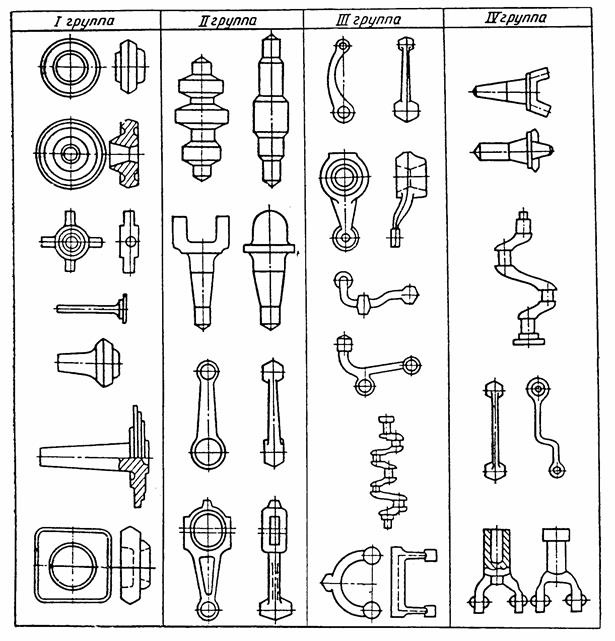
Рисунок 1 – Виды поковок, штампуемых на молотах и горячештамповочных прессах: I группа - плоские поковки (штампуемые в торец); II - поковки с удлиненной осью, штампуемые с разъемом по плоскости, проходящей через продольную ось детали; III - поковки с изогнутой осью, для изготовления которых требуется гибочный ручей; IV - поковки, изготовляемые методом комбинированной штамповки: на прессе и молоте, прессе и ГКМ, при других сочетаниях кузнечно-прессового оборудования
Рисунок 2 – Виды поковок, штампуемых на горизонтально-ковочных машинах: I группа - поковки типа стержня с утолщением; II - поковки нестержневого типа со сквозным отверстием, у которых все размеры не равны диаметру заготовки (прутка); III - поковки, аналогичные поковкам II группы, но с глухими прошитыми отверстиями; IV - поковки типа стержня, у которых на концах имеются утолщения с прошитыми глухими или сквозными отверстиями
Приложение В
Таблица 2 – Экономическая точность и шероховатость наружных цилиндрических поверхностей при различных МОП
пере- точности по по ГОСТ 2789-73 хода ГОСТ 25347-82
1 Обтачивание однократное 12 Ra = 10 ¸ 5
1 Обтачивание предварительное 2 Обтачивание чистовое 11 - 10 Ra = 5 ¸ 2, 5
1 Обтачивание однократное 2 Шлифование однократное 10 - 9 Ra = 2, 5 ¸ 0, 63
1 Обтачивание предварительное 2 Обтачивание чистовое 9 - 7 Ra = 1, 25 ¸ 0, 63 3 Шлифование однократное
1 Обтачивание предварительное 2 Обтачивание чистовое 8 - 7 Ra = 0, 63 ¸ 0, 32 3 Обтачивание тонкое
1 Обтачивание однократное 2 Шлифование предварительное 8 - 6 Ra = 0, 63 ¸ 0, 32 3 Шлифование чистовое
1 Обтачивание предварительное 2 Обтачивание чистовое 6 Ra = 0, 63 ¸ 0, 32 3 Шлифование предварительное 4 Шлифование чистовое
1 Обтачивание предварительное 2 Обтачивание чистовое 3 Шлифование предварительное 7 - 5 Ra = 0, 32 ¸ 0, 15 4 Шлифование тонкое
1 Обтачивание предварительное 2 Обтачивание чистовое 3 Шлифование предварительное 5* Ra = 0, 32 ¸ 0, 08 4 Шлифование чистовое 5 Шлифование тонкое
Таблица 3 – Экономическая точность и шероховатость внутренних цилиндрических поверхностей при различных МОП
Маршрут обработки Квалитет Шероховатость точности по по ГОСТ 1789-73
В сплошном металле Сверление 12 Ra = 40 ¸ 20 Сверление и зенкерование 11 Ra = 10 ¸ 2, 5 Сверление и развертывание 9 Ra = 5 ¸ 1, 25 Сверление и протягивание 9 Ra = 2, 5 ¸ 0, 32 Сверление, зенкерование и развертывание 9 Ra = 2, 5 ¸ 0, 63 Сверление и двукратное развертывание 8-7 Ra = 2, 5 ¸ 0, 32 Сверление, зенкерование и двукратное 8-7 Ra = 1, 25 ¸ 0, 38 развертывание Сверление, зенкерование и шлифование 8-7 Ra = 1, 25 ¸ 0, 38 Сверление, протягивание и калибрование 8-7 Ra = 1, 25 ¸ 0, 38
В заготовках с отверстием Зенкерование и растачивание 12 Ra = 10 ¸ 2, 5 Рассверливание 12 Ra = 40 ¸ 5 Двукратное зенкерование и двухкратное 11 Ra = 20 ¸ 5 растачивание Зенкерование или растачивание и 9 Ra = 5 ¸ 1, 25 развертывание Зенкерование и растачивание 9 Ra = 10 ¸ 2, 5 Двукратное зенкерование и развертывание 9 Ra = 2, 5 ¸ 0, 63 или двукратное растачивание и развертывание Зенкерование или растачивание и двукратное 8-7 Ra = 1, 25 ¸ 0, 32 развертывание Зенкерование или двукратное растачивание и 8-7 Ra = 1, 25 ¸ 0, 15 двукратное развертывание или тонкое растачивание Прогрессивное протягивание и шлифование 8-7 Ra = 1, 25 ¸ 0, 15 Зенкерование или двукратное растачивание и 8-7 Ra = 0, 32 ¸ 0, 04 хонингование Зенкерование и растачивание, тонкое 8-7 Ra = 0, 16 ¸ 0, 02 растачивание и хонингование Таблица 4 – Экономическая точность и шероховатость плоских поверхностей при различных МОП
Маршрут обработки Квалитет Шероховатость точности по по ГОСТ 1789-73
Строгание и фрезерование цилиндрическими и торцовыми фрезами: черновое 14-11 Ra = 20 ¸ 1, 25 получистовое и однократное 12-11 Ra = 5 ¸ 1, 25 чистовое 10 Ra = 2, 5 ¸ 0, 63 тонкое 9-7 Ra = 2, 5 ¸ 0, 15 Протягивание: черновое литых и штампованных 11-10 Ra = 5 ¸ 0, 63 поверхностей чистовое 9-7 Ra = 2, 5 ¸ 0, 32 Шлифование: однократное 9-8 Ra = 2, 5 ¸ 0, 15 предварительное 9 Ra = 2, 5 ¸ 0, 32 чистовое 8 Ra = 0, 63 ¸ 0, 08 тонкое 7 Ra = 0, 32 ¸ 0, 04
Примечания: 1. Данные относятся к обработке жестких деталей с габаритными размерами не более 1 м при базировании по чисто обработанной поверхности и использовании ее в качестве измерительной базы. 2. Точность обработки торцовыми фрезами при сопоставимых условиях выше, чем цилиндрическими, примерно на один квалитет. 3. Тонкое фрезерование производят только торцовыми фрезами.
Таблица 5 – Экономическая точность и шероховатость обработки резьбовых поверхностей
Маршрут обработки Поле допуска по Шероховатость
резьба резьба
Круглыми плашками 8g - Ra = 20 ¸ 5 Метчиками - 6H Ra = 10 ¸ 2, 5 Фрезерование: дисковыми фрезами 6g - Ra = 10 ¸ 1, 25 гребенчатыми фрезами 6g - Ra = 10 ¸ 2, 5 Точение: резцами 4h 4H - 5H Ra = 5 ¸ 0, 63 гребенками 6g - Ra = 10 ¸ 0, 63 Вращающимися резцами (вихревой 6g 6Н Ra = 5 ¸ 1, 25 метод) Самораскрывающимися головками 4h - Ra = 10 ¸ 1, 25 Накатывание: плоскими плашками 6g - Ra =1, 25 ¸ 0, 32 резьбонакатными роликами 6g ¸ 4g - Ra =1, 25 ¸ 0, 15
Таблица 6 – Экономическая точность и шероховатость зубьев зубчатых колес
Маршрут обработки Квалитет Шероховатость точности по по ГОСТ 2789-73
Фрезерование: предварительное 9-10 Ra = 20 ¸ 2, 5 чистовое дисковой фрезой 8-9 Ra = 10 ¸ 5 чистовое червячной фрезой 7-8 Ra = 10 ¸ 5 Долбление чистовое 6-8 Ra = 5 ¸ 0, 63 Протягивание 6-7 Ra = 5 ¸ 0, 63 Строгание чистовое 5-7 Ra = 5 ¸ 0, 63 Шевингование 6-7 Ra = 2, 5 ¸ 0, 32 Шлифование 4-5 Ra = 1, 25 ¸ 0, 15
Задания для практических работ и методические указания их выполнению по дисциплине
«Основы технологии машиностроения» (Часть 1)
Подписано в печать Формат 60х84/16. Бумага для множ. аппаратов. Печать плоская. Усл.печ.л. Уч.-изд.л. Тираж экз. Заказ ФГАОУ ВО «Российский государственный профессионально-педагогический университет». Екатеринбург, ул. Машиностроителей, 11.
  Ризограф ФГАОУ ВО РГППУ. Екатеринбург, ул. Машиностроителей, 11. Ризограф ФГАОУ ВО РГППУ. Екатеринбург, ул. Машиностроителей, 11.
Задания для практических работ и методические указания их выполнению по дисциплине «Основы технологии машиностроения» (Часть 1) для студентов всех форм обучения направления подготовки 44.03.04 Профессиональное обучение (по отраслям) профиля «Машиностроение и материалообработка» профилизации «Технология и оборудование машиностроения»
Екатеринбург РГППУ Задания для практических работ и методические указания по их выполнению по дисциплине «Основы технологии машиностроения». Часть 1. Екатеринбург, ФГАОУ ВО «Российский государственный профессионально-педагогический университет», 2016. 37 с.
В методических указаниях приведены краткие теоретические сведения по технологии машиностроения и методика проведения практической работы по анализу заводского технологического процесса механической обработки детали. Представлен алгоритм проведения анализа и его поэтапное выполнение, а также предложена табличная форма записи результатов.
Одобрены на заседании кафедры технологии машиностроения, сертификации и методики профессионального обучения.
Рекомендованы к печати научно-методической комиссией института инженерно-педагогического образования РГППУ. Протокол от ______________. №
© ФГАОУ ВО «Российский государственный профессионально-педагогический университет», 2016
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Методические указания к выполнению практических работ (часть 1) составлены в соответствии с рабочей программой по дисциплине «Основы технологии машиностроения» и предназначены для студентов, обучающихся по направлению подготовки 44.03.04 Профессиональное обучение (по отраслям), профиля подготовки «Машиностроение и материалообработка», профилизации «Технологии и оборудование машиностроения», а также могут быть использованы студентами других специализаций, изучающих технологию машиностроения. Методические указания могут быть полезны студентам при выполнении технологического курсового и дипломного проекта. В методических указаниях представлена практическая работа на тему «Анализ заводского технологического процесса механической обработки детали». Выполнение данной практической работы предусмотрено на 4-х практических занятиях, содержание которых, направлено на последовательное выполнение этапов работы, в соответствии с представленным алгоритмом. На практических занятиях предусматривается самостоятельная работа студентов с производственными технологическими документами, полученными на предприятии во время прохождения технологической практики. Изучение и анализ технологической документации будут способствовать формированию профессиональных компетенций, необходимых для проектирования технологических процессов, а также для планирования и организации производства, что очень важно для будущей профессиональной деятельности специалистов.
ПРАКТИЧЕСКАЯ РАБОТА |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 570; Нарушение авторского права страницы
 Протокол от __________. № _
Протокол от __________. № _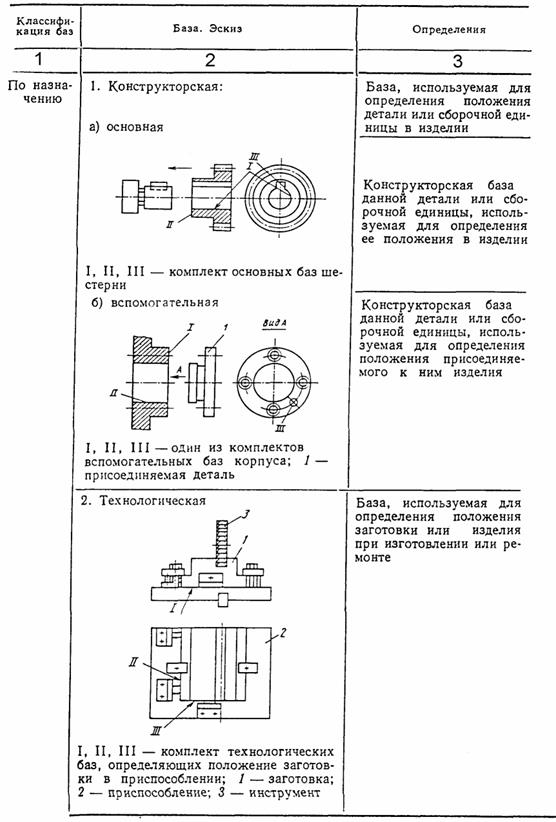




 № Маршрут обработки поверхности Квалитет Шероховатость
№ Маршрут обработки поверхности Квалитет Шероховатость
 * Детали 5 квалитета точности применяются в особо точном машиностроении
* Детали 5 квалитета точности применяются в особо точном машиностроении
 ГОСТ 25347-82
ГОСТ 25347-82




 ГОСТ 16093-81 по ГОСТ 2789-73
ГОСТ 16093-81 по ГОСТ 2789-73 Наружная Внутренняя
Наружная Внутренняя