
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Изучение конструкции вертикально-фрезерного полуавтомата с ЧПУ мод. ЛФ-260МФ3Стр 1 из 5Следующая ⇒
Лабораторная работа №1 Изучение конструкции вертикально-фрезерного полуавтомата с ЧПУ мод. ЛФ-260МФ3 Цель работы: Изучение конструкции вертикально фрезерного полуавтомата мод. ЛФ-260МФ3. План работы 1. Ознакомиться с конструкцией полуавтомата 2. Ознакомиться с наладкой узлов станка в ручном режиме управления 3. Изучить программное обеспечение и наладку системы ЧПУ на заданный режим работы 4. По тестовой программе с пульта оператора набрать заданный режим работы 5. Ответить на контрольные вопросы 6. Составить отчет о выполненной работе Общие сведения Назначение и состав полуавтомата Вертикально- фрезерный полуавтомат мод. ЛФ-260МФ3 предназначен для многооперационной обработки деталей сложной формы в условиях мелкосерийного производства. Полуавтомат (рис. 1) состоит из следующих основных узлов: основания 1, салазок 3, стола 4, шпиндельной балки 7 с приводом 8, инструментального магазина 2 и манипулятора 5. Шпиндельная бабка Шпиндельная бабка 7 включает в себя двухступенчатый редуктор и шпиндельный узел 6 с механизмом зажима инструмента. Редуктор обеспечивает ступенчатое изменение частоты вращения шпинделя в двух диапазонах Наиболее ответственным узлом станка являются привод подач. В станке мод. ЛФ-260МФ3 имеется три идентичных по своей конфигурации привода, обеспечивающих: продольное перемещение стола 4 (координата Х), поперечное - салазок 3 (координата Y), вертикальное - шпиндельной балки 7 (координата Z). Кинематическая система привода по координате Y (рис. 1.) содержит не силовой шаговый электродвигатель М1 типа ШД-4 с дискретностью порта 1, 50, редуктор Таким образом, задающий винт со следящим золотником и гидроцилиндром в совокупности представляют собой гидравлическую копировальную систему, обеспечивающую дискретность перемещения 0, 01 мм. Для обеспечения возможности автоматического поиска и смены инструмента по управляющей программе в станке используется инструментальный магазин 2 и механизм автоматической смены инструментов (АСИ) 5. Вначале по управляющей программе (по адресу “Т”) производится поиск инструмента в инструментальном магазине 2, а затем (по команде М06) происходит его смена механизмом АСИ.
Рис.1. Кинематическая схема фрезерного полуавтомата мод. ЛФ-260МФ3: 1 - основание, 2 - магазин инструментальный, 3 - салазки, 4 - стол, 5 - манипулятор, 6 - шпиндель, 7 - шпиндельная бабка, 8 - привод вращения шпинделя; М1, М2, М3, М4 - электродвигатели шаговые, М3 - электродвигатель постоянного тока, М5 - асинхронный двигатель Ц1, Ц4, - силовые гидроцилиндры, С3 - золотник гидравлический следящий, Р - рычаг.
Инструментальный магазин Инструментальный магазин предназначен для хранения, поиска и смены режущих инструментов. Он имеет 14 фиксированных положений.
Смена инструмента осуществляется в несколько этапов: 1. поиск инструмента 2. захват инструмента манипулятором 3. расфиксация инструмента 4. смена инструмента Поиск инструмента и установка его в положение смены происходит во время работы станка и программируется номером инструмента, например, Т12. “Опознание” - поиск необходимого номера инструмента осуществляется с помощью кодовых выступов на конце хвостовика оправки (рис.2) и табл.1.
Рис.2.Инструментальная оправка Таблица 1. Кодовая комбинация номеров инструментов.
Считывание кода (№ инструмента) осуществляется контактным устройством рычажного типа и микропереключателями при вращении инструментального магазина. Вращение магазина осуществляется электродвигателем через червячный редуктор и зубчатую передачу. При совпадении кода программы с кодом инструмента происходит реверс и остановка корпуса магазина при этом срабатывает механизм автоматической смены инструмента и его манипулятор. Как только захваты манипулятора зайдут в кольцевые проточки инструментальной оправки, система управления дает команду на расфиксацию инструмента. Наладочный режим работы В этом режиме предусматривается возможность ручного управления перемещениями стола; салазок, шпиндельной бабки, работой инструментального магазина и механизма смены инструментов с пульта управления электроавтоматикой станка. Общий вид пульта станка показан на рис.3. Необходимый режим работы устанавливается переключателем 7, имеющим 7 положений: 1. Автоматический цикл 2. Возврат в точку 3. Выход в исходное положение 4. Ускоренное перемещение 5. Скорость подачи 30 мм/мин 30 6. Скорость подачи 240 мм/мин 240 7. Шаг (импульс)
Рис.3.Пульт управления станка. Управление манипулятором Управление манипулятором возможно в любом из следующих наладочных режимах работы: ускоренное перемещение Примечания: 1. Для управления манипулятором шпиндельная бабка должна быть установлена в исходное положение. При этом должна загореться индикаторная лампа 16 (0Z). 2. Для исключения поломки захватов манипулятора в шпинделе станка и в инструментальном магазине должны быть установлены оправки. Необходимые движения манипулятора обеспечивается включением соответствующих тумблеров 12, 13, 14 на пульте станка (рис.3). Таблица 2. Цикл смены инструмента
При необходимости выполнить полный цикл смены инструмента рекомендуется порядок действий, приведенный в таблице 2. Примечания: 1. При невыполнении одного из элементов цикла автоматически выключается возврат узла манипулятора исходное положение. До окончания возврата повторное включениеманипулятора запрещено. 2. Запрещается включать раздвижение захватов без инструмента вo избежание выпадения инструментов. 3. По окончании управления манипулятором установитьего исполнительные органы в исходное положение. Возврат в точку Режим работы " Возврат в точку" используется при обработке заготовки в автоматическом режиме. Этот режим обеспечивает возможность автоматического прекращения обработки и " запоминания" координат точки остановки для возобновления обработки по программе управления. Режим работы с " возвратом в точку" может использоваться для периодического контроля размеров детали или уборки стружки и осуществляться нажимом кнопки " стоп" При этом отвод исполнительных органов от заготовки производятся в ручном (наладочном) режиме. В этом же режиме производятся их последующий подвод к заготовке. Для продолжения отработки управляющей программы переключатель 7 выбора режима работы необходимо установить в положение " автоматический цикл" Программное обеспечение
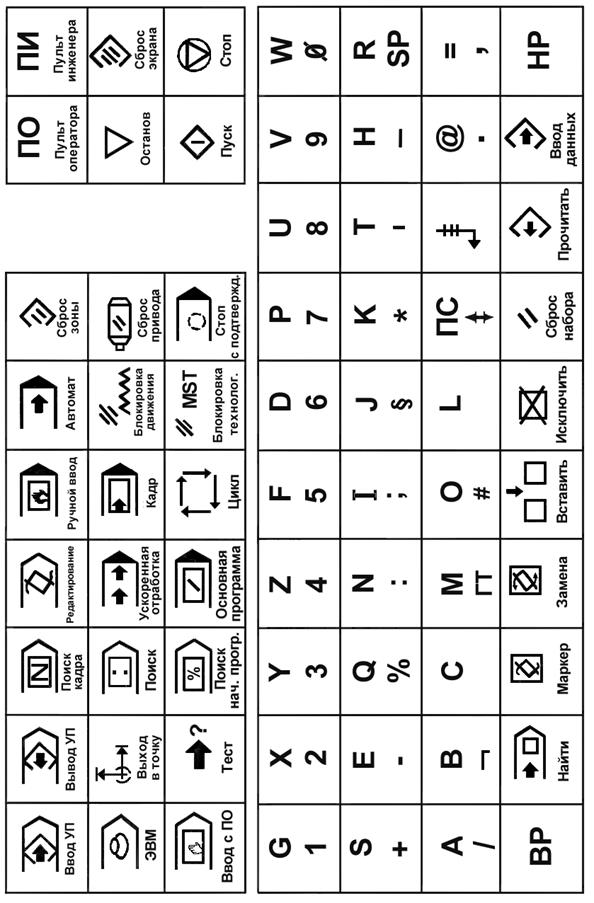
Устройство программного обеспечения типа 2С85-63 реализует следующие алгоритмы работы: 1. Управление движениями исполнительных органов станка. 2. Расшифровка управляющих программ (УП). 3. Ввод, редактирование и вывод УП. 4. Управление цикловой автоматикой станка. Программа управления движениями- обеспечивает координатные перемещения в соответствии с заданной скоростью и типом интерполяции, а также разгон и торможение до заданной скорости по линейному закону. Программа расшифровки УП- производит расчет данных для интерполяции, разгона, торможения и включает в себя: 1. трансляцию информации кадра; 2. коррекцию геометрической информации кадра; 3. формирование технологических команд. Программа редактирования- обеспечивает коррекцию УП непосредственно с пульта оператора (ПО) СЧПУ. С помощью устройства вывода на перфоленту можно получить откорректированную программу в виде новой перфоленты. Программа цикловой автоматики станка- " опрашивает" необходимые входные сигналы от станка (координаты перемещений исполнительных органов, коды частоты вращения шпинделя и величины подачи, код инструмента и т.д.) и выдает команды на включение электроавтоматики станка. Выбор необходимого режима работы программного обеспечения производится с пульта управления оператора. Пульт управления оператора Пульт управления оператора (ПО) представляет собой панель (рис.4) с тремя группами клавиш. Левая верхняя группа клавиш предназначена для выбора необходимого режима работы СЧПУ. Правая верхняя группа клавиш обеспечивает сброс изображения экрана дисплея и исполнение команд " пуск", " стоп" на выполнение программы управления. Нижняя группа клавиш предназначена для ввода и редактирования информации. С ПО возможно обеспечить следующие режимы работы СЧПУ (табл.3) Таблица 3. Режимы работы СЧПУ 2С85-63
Контрольные вопросы 1. Какой способ регулирования скорости вращения шпинделя применен в станке? 2. Каким образом обеспечивается необходимая величина перемещения и скорость подачи? 3. Какова структура привода подачи? 4. Почему вместо ходового винта в приводе подачи используется задающий винт? 5. Как обеспечивается " обратная" связь в гидравлической копировальной системе привода подачи? 6. Чем ограничиваются предельные перемещения исполнительных органов станка? 7. Почему в станке отсутствуют маховики ручного перемещения дополнительных органов? 8. В каких случаях используется наладочный режим работы, а в каких - автоматический? 9. Как установить на станке необходимые характеристики режима работы: 10. частоту вращения шпинделя; скорость подачи. 11. Как можно обеспечить перемещение стол на 100 мм в ручном режиме и в режиме работы " автомат"? 12. Укажите оси координат исполнительных органов станка. 13. Что означает " 0" станка? 14. Как осуществляется вывод узлов станка в исходные положения и контроль этих положений? 15. Как производится ручная смена инструмента? 16. Как осуществляется кодирование режущего инструмента? 17. Из каких элементов состоит цикл смены инструмента? 18. Как кодируются в управляющей программе поиск инструмента в магазине и смена инструмента в шпинделе? Содержание отчета. 1. Записать цель лабораторной работы. 2. Указать назначение и области применения станка. 3. Начертить кинематические схемы приводов главного движения и подачи. 4. Определить диапазоны частот вращения шпинделя и задающего винта и цену деления дискреты (одного импульса). 5. Описать принцип работы гидравлической копировальной системы. 6. Описать порядок ручного управления станком для следующих режимов: - включение пульта управления электроавтоматикой; - перемещения стола, салазок и шпиндельной коробки; - движения манипулятора и магазина инструментов; - зажим и разжим инструментов; - выход узлов станка в исходное положение; - выход узлов станка в заданную точку; - выключение станка. 7. Описать назначение СЧПУ 2С85-63 и ее технологические возможности. 8. Выполнить эскиз структуры пульта оператора и записать назначение его элементов: дисплея, панели режимов, клавиатуры ввода и редактирования информации. 9. Расшифровать кодированные слова: Лабораторная работа № 2 Цель работы. Изучение методики включения и получения практических навыков работы с системой числового программного управления (СЧПУ) в различных режимах, а также ввода управляющих программ. План работы. 1. Изучить методику включения СЧПУ. 2. Изучить основные режимы работы СЧПУ 3. Изучить режимы ввода УП. 4. Ввести УП с пульта оператора и отработать ее на станке. 5. Ответить на контрольные вопросы. 6. Составить отчет о выполненной работе. Общие сведения В качестве вычислительного устройства в СЧПУ 2С85-63 используется микропроцессорное устройство на базе микроЭВМ " Электроника-60''. Такая система ЧПУ называется оперативной, так как она совмещает в себе несколько функций: ввод и коррекцию программ, редактирование управляющей программы в режиме диалога с ЧПУ, управление электроавтоматикой, станка и т.д. Функционально микропроцессор 2С85-63 имеет возможность жесткого и гибкого программирования. Жесткое программирование обеспечивается постоянным запоминающим устройством, которое выполняет функции переключения направления и частоты вращения шпинделя, поиска и смены режущего инструмента, автоматического ввода подготовительных (G) и вспомогательных (М) функций и т. д. При этом объем вводимой в память СЧПУ информации и последовательность выполнения операций определяются специальными постоянными программами функционирования встроенной микроЭВМ. Гибкое программирование имеет более широкие технологические возможности и позволяет осуществить ввод, хранение и редактирование управляющих программ, формирование постоянных циклов, реализацию функций цикловой логики и т.д. Устройство обеспечивает ввод УП с перфоленты с использованием фотосчитывающего устройства и ручной ввод УП с клавиатуры пульта оператора. Включение СЧПУ При включении СЧПУ необходимо соблюдать следующий порядок действий оператора: 1. Включить вводный выключатель электроавтоматики станка. 2. Разблокировать клавиши “Стоп” пульта управления станка и пульта управления СЧПУ. 3. Нажать клавишу “Пуск” гидропривода на пульте управления станка. 4. Нажать и отпустить клавишу “Пуск” на пульте оператора. Нажать клавишу ПИ. При этом на экране дисплея появляется изображение прямоугольника и загорится сигнальная лампа ПИ. 5. Произвести сброс информации СЧПУ легким нажатием клавиш поля 4 до появления на экране второго знака.
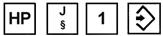
6. Нажать последовательно несколько раз (2…3 раза) три клавиши:
При этом на экране дисплея должна высветится кодовая информация вида
что означает возможность набора на ПО цифровой и буквенной информации 7. Установить в ФСУ привязочную ленту. Ввести под светодиоды участок ленты с перфорацией 1, 4, 6 и 8-й дорожек. 8. Включить клавишу " Пуск" ФСУ. 9. На пульте оператора набрать пусковой адрес 177550L. Пусковой адрес 177550L набирается следующим набором:
10. По данному адресу осуществляется считывание информации и ее загрузка в память, а на экране появляется набор: В? $ 177550 L
11. После индикации адреса 177550L необходимо установить вторую (длинную) привязочную ленту - " электроавтоматика станка", и набрать на пульте оператора пусковой адрес " Р". При этом считывается информация о состоянии электроавтоматики станка и загружается в память СЧПУ после считывания лента останавливается. 12. Нажать клавишу " ПО". При этом на экране дисплея появляется приветствие СЧПУ, что означает готовность СЧПУ к работе. Примечания. 1. Если загрузка памяти уже произведена, а на ПО горит сигнальная лампа " ОСТ" или па экране дисплея нет знаков 2. Для выхода из любого режима работы рекомендуется выполнить набор кодового адреса:
При правильном наборе на экране дисплея появляется приветствие СЧПУ, что означает готовность СЧПУ к работе в любом режиме. Для задания необходимого режима работы следует включить на пульте станка (ПС) режим " АВТОМАТ" (ЧПУ), а затем этот режим продублировать включением клавиши " АВТОМАТ" на пульте оператора (ПО) 3. Для набора буквенной информации необходимо включить верхний регистр клавишей Режимы ввода УП Ввод УП в память СЧПУ может быть выполнен в 3 режимах: 1. Ввод с фотосчитывающего устройства (ФСУ). 2. Ввод в пульта управления оператора (ПО). 3. Ручной ввод. Ввод с ФСУ Для ввода УП в данном режиме необходимо произвести очистку 1-ой зоны памяти СЧПУ. Устанавливается режим " СБРОС ЗОНА" нажатием клавиши При этом на экране дисплея индицируется: " Сброс зона 0". Последовательным нажатием клавиш
подготовить СЧПУ к очистке зоны 1. На экране дисплея индицируется: " Сброс зона 1 При этом на экране индицируется Ввод зона 1 ФСУ При нажатии клавиши
По окончанию считывания на экране индицируется: Исполнено Для воспроизведения УП электроавтоматикой станка необходимо перейти в автоматический режим работы, установив переключатель, режима работы на пульте станка в положение " АВТОМАТ" . Затем на ПО СЧПУ необходимо нажать клавиши Примечание. Для предупреждения возможности возникновения аварийной ситуации рекомендуется до включения клавиши " Пуск" нажать на панели режимов работы клавиши В этом случае отрабатываемые кадры УП будут индицироваться на экране дисплея. Ввод УП с пульта оператора При необходимости предварительного набора УП и последующего ее воспроизведения необходимо вначале установить режим " ввод УП с ПО ", нажатием клавиш Пример: линейная интерполяция, относительная система координат, перемещение по координате X на 4000 импульсов (40 мм), отрицательное направление, скорость подачи 200 мм/мин. Ввод информации осуществляется в 1-ую зону памяти последовательным нажатием клавиш:
Управляющая программа считывается и загружается в память. Для воспроизведения данной УП на станке необходимо вначале ее вызвать из памяти набором:
При этом на экране дисплея высвечивается " Исполнено". Затем необходимо перейти в режим " Автомат" с покадровой отработкой и блокировкой приводов подачи: 2.3. Режим " Ручной ввод" УП Ручной ввод УП возможен при условии включения на пульте станка режима ЧПУ, а на пульте оператора режима " Ручной ввод" нажав клавиши:
При этом на экране дисплея высвечивается " Ручной ввод". В режиме ручного ввода можно вводить в память СЧПУ как технологические команды (включение вращения шпинделя или его торможение, включение, выключение охлаждения, поиск и смена инструмента, включение подачи исполнительного органа и т.д.), так и команды, связанные с отработкой геометрической (размерной) информации. Набор и ввод команд осуществляется отдельными фразами с последовательным набором буквенной и цифровой информации. Например: Правое вращения (М3) шпинделя с частотой вращения n=1000об/мин (S 1000):
Включение вращения шпинделя М5:
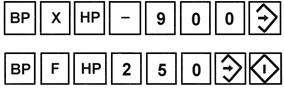
Перемещение стола по координате X на 900 импульсов с подачей 250 мм/мин.:
Поиск инструмента в инструментальном магазине под номером 04:
Смена инструмента (М6):
Примечание. Для предотвращения возможности возникновения аварийных ситуаций в рабочей зоне станка следует проверить правильность содержания набранной УП путем вызова ее на экран дисплея в режиме редактирования. Режим контроля УП Данный режим используется для контроля ввода УП в память СЧПУ, а также для просмотра и редактирования содержания УП. Для просмотра или редактирования имевшейся в памяти СЧПУ УП необходимо вначале ее найти. Поиск УП производится в режиме редактирования нажатием клавиши При этом на экране дисплея высвечивается: " редактор" " Зона 0" Для поиска УП необходимо перейти в зону памяти 1 последовательным нажатием клавиш
При этом на экране дисплея высвечивается " редактор" " Зона 1" Необходимую программу, например % 3, извлекаем нажатием клавиш
Покадровый просмотр 3-й программы осуществляется нажатием клавиши Найти Вызов УП в оперативную память производится клавишей " пуск" При этом на экране дисплея высвечивается: " поиск кадра %2" Исполнено Для воспроизведения УП на станке необходимо установить на пульте управления станка и пульте оператора режим работы " автомат". Нажатием клавиши " пуск" Режим ввода подпрограмм Для ввода подпрограмм необходимо выбрать зону памяти выполнить набор информации аналогично основной программе последовательным нажатием клавиш
Режим ввода констант Данный режим используется для ввода смещений системы координат станка или коррекции размеров перемещений исполнительных органов. Ввод конкретных значений смещений по координатам Х, Y и Z производится в 6-ю зону памяти. При переходе от станочной системы координат (G53) к первой рабочей системе координат (G54) используются константы: - для координаты Х - константа 0; - для координаты Y - константа 1; - для координаты Z - константа 2. Поскольку функция G54 задает смещения относительно станочной системы координат G53, то сами смещения всегда вводятся с отрицательным знаком. Для второй рабочей системы (G55) координат константа смещений: - по координате Х - константа 9; - по координате Y - константа 10; - по координате Z - константа 11. Например. Ввести смещение по координате X величиной -200 дискрет в систему координат G54. Выбор зоны 6
Ввод смещения по координате Х величиной -200 дискрет
Режим ввода коррекции Для ввода коррекции необходимо выбрать зону памяти 4 последовательным нажатием клавиш:
и ввести коррекцию, например,
Режим редактирования УП Данный режим устанавливается клавишей При этом на экране индицируется: " редактор зона 0" Затем необходимо выбрать нужную программу, например % 2. Для этого нужно выполнить набор (номер зоны, номер программы):
Для поиска информации нужного кадра необходимо последовательным нажатием клавиши
Предположим, что информация кадра № 81 на экране дисплея имеет вид % 1 N81 G01 X-11200 М8 * Необходимо заменить команду М8 на М17. Для замены информации установим маркер последовательным нажатием клавиши Затем на ПО произведем набор: При этом информация кадра будет иметь вид: N81 G01 Х-11200 М17 * Для ввода в формат кадра некоторой дополнительной информации, например, F100, необходимо маркер установить на свободной от информации строке и ввести информацию F100 набором:
и нажатием клавиши: Для исключения информации из кадра устанавливают маркер против данной строки: и нажимают клавишу " исключить" Примечание. Константы и коррекции редактированию не подлежат. Возможен лишь сброс этой информации или ее просмотр. 3.6. Режим ''сброс" (стирание) информации Данный режим устанавливается клавишей " сброс зоны" При этом на экране индицируется; " сброс зона 0" Для стирания излишней информации какой-либо УП или целой зоны необходимо предварительно выбрать эту зону набором:
а затем выбрать УП, например, % 2 набором:
Стирание информации производится нажатием клавиши " пуск" При этом на экране индицируется: ''сброс зона 1" Исполнено Контрольные вопросы 1. Последовательность включения СЧПУ для выхода: - в автоматический режим работы; - в наладочный режим работы. 2. Какое назначение имеют " привязочные" перфоленты и по каким кодовым адресам они вводятся? 3. Какие режимы ввода информации в СЧПУ Вы знаете? 4. Какие имеются формы вывода информации из СЧПУ? 5. Какие программы управления могут быть реализованы СЧПУ? 6. Как осуществляется стирание (обнуление) информации? . Лабораторная работа №1 Изучение конструкции вертикально-фрезерного полуавтомата с ЧПУ мод. ЛФ-260МФ3 Цель работы: Изучение конструкции вертикально фрезерного полуавтомата мод. ЛФ-260МФ3. План работы 1. Ознакомиться с конструкцией полуавтомата 2. Ознакомиться с наладкой узлов станка в ручном режиме управления 3. Изучить программное обеспечение и наладку системы ЧПУ на заданный режим работы 4. По тестовой программе с пульта оператора набрать заданный режим работы 5. Ответить на контрольные вопросы 6. Составить отчет о выполненной работе Общие сведения |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1235; Нарушение авторского права страницы
 и
и  , а бесступенчатое регулирование с помощью электродвигателя М3 в пределах от 31 до 1600 об/мин.
, а бесступенчатое регулирование с помощью электродвигателя М3 в пределах от 31 до 1600 об/мин. , задающий винт В1 с шагом t = 8 мм, следящий золотник С31 и силовой гидроцилиндр Ц1. Кинематическая связь между золотником и ходовым винтом осуществляется с помощью двухплечего рычага ² Р².
, задающий винт В1 с шагом t = 8 мм, следящий золотник С31 и силовой гидроцилиндр Ц1. Кинематическая связь между золотником и ходовым винтом осуществляется с помощью двухплечего рычага ² Р².







 , скорость подачи 30 мм/мин, 240 мм/мин, шаг
, скорость подачи 30 мм/мин, 240 мм/мин, шаг  . При этой на дисплее УЧПУ, индицируется режим " Наладка".
. При этой на дисплее УЧПУ, индицируется режим " Наладка". на пульте оператора СЧПУ.
на пульте оператора СЧПУ. нажать кнопку 15 " пуск программы"
нажать кнопку 15 " пуск программы"  и включив тумблер 17 " подача"
и включив тумблер 17 " подача"  .
.

















 или приветствия СЧПУ, то необходимо последовательным, многократным нажатием клавиш
или приветствия СЧПУ, то необходимо последовательным, многократным нажатием клавиш 

 , а для набора цифр – нижний регистр клавишей
, а для набора цифр – нижний регистр клавишей 
 поля 2.
поля 2.
 " ПУСК" начнется считывание УП с перфоленты.
" ПУСК" начнется считывание УП с перфоленты.
 (автомат и пуск), при этом начнется отработка СЧПУ управляющей программы.
(автомат и пуск), при этом начнется отработка СЧПУ управляющей программы. и
и  (покадровой отработки УП и блокировкой выдачи команд управления на привод подачи).
(покадровой отработки УП и блокировкой выдачи команд управления на привод подачи). и
и  , а затем ввести УП.
, а затем ввести УП.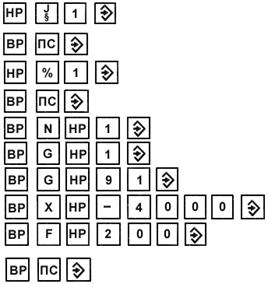
 .
.







 .
.










 найти содержание данного кадра. Для ускорения процесса поиска, например, кадра N81 можно выполнить набор:
найти содержание данного кадра. Для ускорения процесса поиска, например, кадра N81 можно выполнить набор: 
 и нажатием клавиши:
и нажатием клавиши:  заменим команду М8 на М17.
заменим команду М8 на М17.
 вставить ее в УП.
вставить ее в УП.
 :
:  .
.