|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Управление инструментальным магазином
Управление магазином возможно в любом из следующих наладочных режимах работы: ускоренное перемещение в положениях переключателя 7. Вращение магазина по часовой стрелке производится нажимом кнопки 21. При отпускании кнопки 21 движение реверсируется до установки магазина на упор. Инструмент, находящийся в позиции смены, может быть удален из магазина нажатием кнопки 20 " Расфиксация инструмента". При этом необходимо инструмент придерживать рукой. Кодирование инструмента осуществляется кодовыми выступами ввернутого хвостовика оправки (рис.2). Управление выходом узлов станка в исходное положение
За исходные положения узлов приняты следующие: - шпиндельная бабка - крайнее верхнее; - салазки - крайнее переднее; - стол - крайнее левое. Для выхода узлов в исходное положение необходимо переключатель выбора режима 7 установить в положение Контроль исполнения команд осуществляется по загоранию лампочек 16, 18, 19. Возврат в точку Режим работы " Возврат в точку" используется при обработке заготовки в автоматическом режиме. Этот режим обеспечивает возможность автоматического прекращения обработки и " запоминания" координат точки остановки для возобновления обработки по программе управления. Режим работы с " возвратом в точку" может использоваться для периодического контроля размеров детали или уборки стружки и осуществляться нажимом кнопки " стоп" При этом отвод исполнительных органов от заготовки производятся в ручном (наладочном) режиме. В этом же режиме производятся их последующий подвод к заготовке. Для продолжения отработки управляющей программы переключатель 7 выбора режима работы необходимо установить в положение " автоматический цикл" Управление приводом главного движения Выбор частоты и направления вращения шпинделя в наладочном режиме производятся ручным вводом адресов S и М (с пульта оператора СЧПУ). При этом переключатель режима работы 7 необходимо установить в положение " автоматический цикл" (рис.3). Последовательность включения клавиш при ручном вводе информации следующая: 1. Установить на пульте управления электроавтоматикой станка режим " ЧПУ", а на пульте оператора - режим " Ручной ввод ". 2. Произвести ввод информации с пульта оператора отдельными фразами, например, для включения правого направления (М3) вращения шпинделя (n = 1800 об/мин) используется фраза:
Программное обеспечение
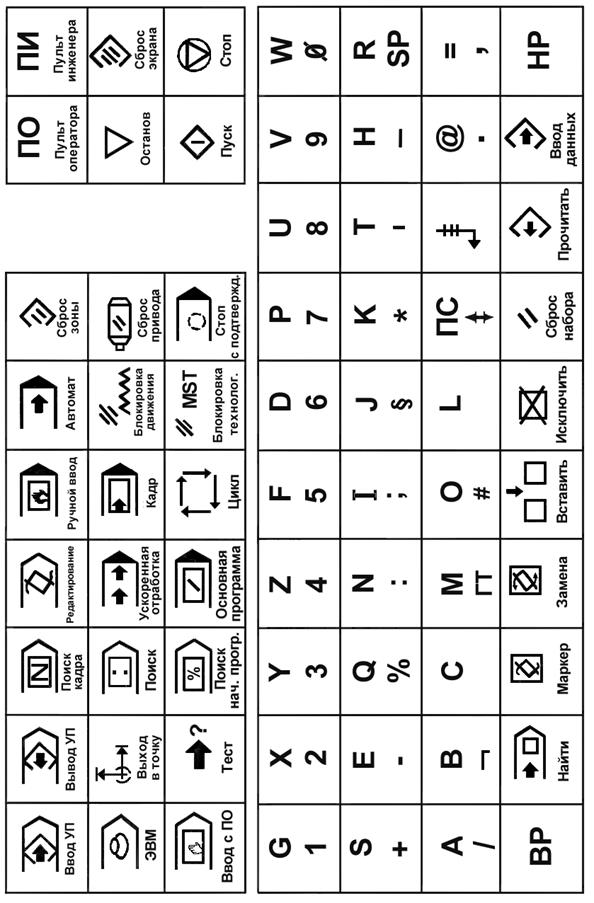
Устройство программного обеспечения типа 2С85-63 реализует следующие алгоритмы работы: 1. Управление движениями исполнительных органов станка. 2. Расшифровка управляющих программ (УП). 3. Ввод, редактирование и вывод УП. 4. Управление цикловой автоматикой станка. Программа управления движениями- обеспечивает координатные перемещения в соответствии с заданной скоростью и типом интерполяции, а также разгон и торможение до заданной скорости по линейному закону. Программа расшифровки УП- производит расчет данных для интерполяции, разгона, торможения и включает в себя: 1. трансляцию информации кадра; 2. коррекцию геометрической информации кадра; 3. формирование технологических команд. Программа редактирования- обеспечивает коррекцию УП непосредственно с пульта оператора (ПО) СЧПУ. С помощью устройства вывода на перфоленту можно получить откорректированную программу в виде новой перфоленты. Программа цикловой автоматики станка- " опрашивает" необходимые входные сигналы от станка (координаты перемещений исполнительных органов, коды частоты вращения шпинделя и величины подачи, код инструмента и т.д.) и выдает команды на включение электроавтоматики станка. Выбор необходимого режима работы программного обеспечения производится с пульта управления оператора. Пульт управления оператора Пульт управления оператора (ПО) представляет собой панель (рис.4) с тремя группами клавиш. Левая верхняя группа клавиш предназначена для выбора необходимого режима работы СЧПУ. Правая верхняя группа клавиш обеспечивает сброс изображения экрана дисплея и исполнение команд " пуск", " стоп" на выполнение программы управления. Нижняя группа клавиш предназначена для ввода и редактирования информации. С ПО возможно обеспечить следующие режимы работы СЧПУ (табл.3) Таблица 3. Режимы работы СЧПУ 2С85-63
Контрольные вопросы 1. Какой способ регулирования скорости вращения шпинделя применен в станке? 2. Каким образом обеспечивается необходимая величина перемещения и скорость подачи? 3. Какова структура привода подачи? 4. Почему вместо ходового винта в приводе подачи используется задающий винт? 5. Как обеспечивается " обратная" связь в гидравлической копировальной системе привода подачи? 6. Чем ограничиваются предельные перемещения исполнительных органов станка? 7. Почему в станке отсутствуют маховики ручного перемещения дополнительных органов? 8. В каких случаях используется наладочный режим работы, а в каких - автоматический? 9. Как установить на станке необходимые характеристики режима работы: 10. частоту вращения шпинделя; скорость подачи. 11. Как можно обеспечить перемещение стол на 100 мм в ручном режиме и в режиме работы " автомат"? 12. Укажите оси координат исполнительных органов станка. 13. Что означает " 0" станка? 14. Как осуществляется вывод узлов станка в исходные положения и контроль этих положений? 15. Как производится ручная смена инструмента? 16. Как осуществляется кодирование режущего инструмента? 17. Из каких элементов состоит цикл смены инструмента? 18. Как кодируются в управляющей программе поиск инструмента в магазине и смена инструмента в шпинделе? Содержание отчета. 1. Записать цель лабораторной работы. 2. Указать назначение и области применения станка. 3. Начертить кинематические схемы приводов главного движения и подачи. 4. Определить диапазоны частот вращения шпинделя и задающего винта и цену деления дискреты (одного импульса). 5. Описать принцип работы гидравлической копировальной системы. 6. Описать порядок ручного управления станком для следующих режимов: - включение пульта управления электроавтоматикой; - перемещения стола, салазок и шпиндельной коробки; - движения манипулятора и магазина инструментов; - зажим и разжим инструментов; - выход узлов станка в исходное положение; - выход узлов станка в заданную точку; - выключение станка. 7. Описать назначение СЧПУ 2С85-63 и ее технологические возможности. 8. Выполнить эскиз структуры пульта оператора и записать назначение его элементов: дисплея, панели режимов, клавиатуры ввода и редактирования информации. 9. Расшифровать кодированные слова: |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 519; Нарушение авторского права страницы
 , скорость подачи 30 мм/мин, 240 мм/мин, шаг
, скорость подачи 30 мм/мин, 240 мм/мин, шаг  . При этой на дисплее УЧПУ, индицируется режим " Наладка".
. При этой на дисплее УЧПУ, индицируется режим " Наладка". и затем поочередным включением тумблеров 8 (Х), 9 (Y) и 10 (Z), с последующим нажатием кнопки 15 (" Пуск программы" ), вывести узлы в исходное положение.
и затем поочередным включением тумблеров 8 (Х), 9 (Y) и 10 (Z), с последующим нажатием кнопки 15 (" Пуск программы" ), вывести узлы в исходное положение. на пульте оператора СЧПУ.
на пульте оператора СЧПУ. нажать кнопку 15 " пуск программы"
нажать кнопку 15 " пуск программы"  и включив тумблер 17 " подача"
и включив тумблер 17 " подача"  .
.