|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Самоходные анкероустановщики
1. Перегружатели шахтные 1. Ленточные перегружатели
2. Скребковые
3. Самоходные
Ленточный конвейер
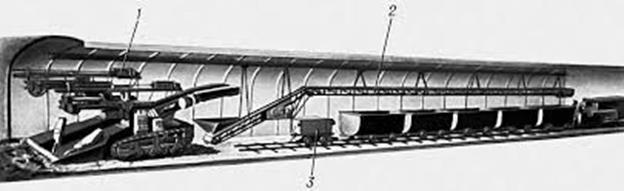
Основные элементы конструкции ленточных конвейеров (рис. 1): лента конвейерная, привод, став с роликоопорами, загрузочное и натяжное устройство. Кроме того, на ленточные конвейеры устанавливают ловители ленты, механизмы для её очистки, взвешивания груза и др. Привод состоит из электродвигателя, редуктора, соединительных муфт, тормоза и приводного барабана (барабанов). Различают несколько схем приводов по числу и месту установки барабанов (рис. 2). Став ленточного конвейера делается с " жёсткими" и шарнирно-подвесными роликоопорами (рис. 3) — три или пять роликов на грузовой ветви ленты и один или два на порожняковой.
По области применения, конструкции и параметрам (табл.) подземные ленточные конвейеры подразделяются на пять групп. Первая — ленточные конвейеры для примыкающих к лавам транспортных выработок с углом наклона от -3 до +6°. Вторая — для горизонтальных и слабонаклонных выработок. Третья — для уклонов с углом до 18°. Четвёртая — для бремсбергов с углом до 16°. Пятая — для наклонных стволов и главных уклонов с углом от 3 до 18°. Карьерные ленточные конвейеры (по конструкции) разделяют на забойные, отвальные, передаточные и стационарные магистральные. Кроме того, они являются составной частью некоторых карьерных агрегатов в составе роторных и цепных экскаваторов, отвалообразователей, транспортно- отвальных мостов, перегружателей. Секции забойных и отвальных ленточных конвейеров монтируют на рельсошпальной решётке (допускают изгиб става при поперечной передвижке по мере подвигания забоя). По рельсам забойного ленточного конвейера передвигается загрузочная тележка с приёмной воронкой и питателем, отвального ленточного конвейера — двухбарабанная разгрузочная тележка. Рельс, кроме того, используется для захвата тракторным передвижчиком при поперечном перемещении конвейера. Передаточный ленточный конвейер устанавливается на тележках и перемещается по рельсовому пути в продольном направлении. Став стационарных ленточных конвейеров собирают на почве, бетонной дорожке или лежнях, а привод и натяжное устройство монтируют на фундаменте. На рудных карьерах при погрузке крепких пород одноковшовым экскаватором и вторичном дроблении (передвижной дробилкой) взабое ленточные конвейеры стационарного и передвижного типов используются для внутрикарьерного транспортирования и подъёма (поточная технология), а при дроблении в стационарной дробилке — ленточные конвейеры стационарного типа для подъёма (циклично-поточная технология). Основной расчёт ленточного конвейера заключается в определении ширины ленты, её наибольшего натяжения и мощности двигателей по требуемой производительности конвейера, длине и углу наклона установки. Производительность ленточного конвейера зависит в основном от ширины ленты и скорости её движения.
Современные ленточные конвейеры отличает небольшая трудоёмкость обслуживания, высокая надёжность работы ибезопасность труда. Расширение объёмов и области применения ленточных конвейеров связывается с дальнейшим улучшением конструктивно-технологических характеристик установок. Начато применение промежуточных приводов для ленточных конвейеров, позволяющих повысить длину ставов и тем самым уменьшить количество промежуточных перегрузок (или полностью исключить их), снизить оборачиваемость ленты и повысить срок её службы. Усовершенствование погрузочных устройств, роликоопор и опорных конструкций ставов, а также создание новых специальных типов ленточных конвейеров (ленточно-тележечных) даёт возможность повысить кусковатость перемещаемых конвейерами скальных грузов. Применение лент из морозостойкой резины, специальных сортов смазки и новых конструкционных материалов для зубчатых передач привода расширяет область применения ленточных конвейеров до районов Крайнего Севера.
Определения и обозначения В настоящем стандарте применяют следующие термины с соответствующими определениями: 3.1 ленточный конвейер: Средство непрерывного транспорта, в котором лента является одновременно тяговым и грузонесущим органом. 3.2 стационарный конвейер: Конвейер, предназначенный для установки в выработках, где не требуется оперативное или периодическое изменение его длины. 3.3 полустационарный конвейер: Конвейер, предназначенный для установки в выработках, где требуется периодическое изменение его длины. 3.4 телескопический конвейер: Конвейер, в котором предусмотрена возможность оперативного и непрерывного изменения его длины в заданных пределах, предназначенный для установки в проходческих и прилегающих к очистным забоям выработках. 3.5 привод конвейера: Совокупность устройств, включающая приводные барабаны и приводные блоки, предназначенные для передачи ленте тягового усилия в концевых или промежуточных пунктах трассы конвейера. 3.6 промежуточный привод: Привод конвейера, обеспечивающий передачу ленте тягового усилия в промежуточном пункте трассы конвейера. 3.7 приводной блок: Часть привода конвейера, включающая электродвигатель, редуктор и дополнительные элементы (муфты, тормоза и др.), предназначенная для вращения или торможения приводного барабана. 3.8 мощность электропривода конвейера: Суммарная номинальная мощность электродвигателей, установленных в приводах конвейера и используемых для сообщения ленте рабочей скорости. База нормативной документации: www.complexdoc.ru 4 3.9 вспомогательный приводной блок: Часть привода конвейера, предназначенная для сообщения ленте пониженной скорости для ее осмотра и навески. 3.10 став конвейера: Несущая конструкция конвейера, предназначенная для поддержания и перемещения верхней и нижней ветвей ленты между приводом и концевой секцией. 3.11 жесткий став: Став конвейера, в котором роликоопоры для поддержания верхней и нижней ветвей ленты устанавливают на жесткие несущие элементы. 3.12 канатный став: Став конвейера, несущими элементами которого являются канаты. 3.13 линейная часть става: Участок става, характеризующийся в основном постоянным расстоянием между верхней и нижней ветвями ленты. 3.14 базовая _________модель: Полустационарный или стационарный конвейер, используемый только для транспортирования горной массы. 3.15 жесткое натяжное устройство: Устройство для дистанционного или ручного натяжения ленты до заданного значения. 3.16 скорость ленты: Скорость перемещения ленты по ГОСТ Р 51042. В настоящем стандарте применяют следующие обозначения: L - длина обечайки ролика, мм; d - диаметр обечайки ролика, мм; а - зазор между нижней кромкой обечайки ролика и верхней плоскостью кронштейна роликоопоры, мм; е - расстояние между внешними поверхностями стоек, расположенных друг против друга, ширина става по ГОСТ Р 51042, мм; B1 - угол наклона продольной оси бокового ролика трехроликовой опоры к горизонтальной оси, ¼ °; База нормативной документации: www.complexdoc.ru 5 b2 - угол наклона продольной оси ролика двухроликовой опоры к горизонтальной оси, ¼ °.
Рисунок - Жесткая трехроликовая опора Рисунок - Трехроликовая гирляндная опора Рисунок - Однороликовая опора
Рисунок - Жесткая двухроликовая опора |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 910; Нарушение авторского права страницы


























 ЛЕНТОЧНЫЙ КОНВЕЙЕР (а. belt соnveyor; н. Bandforderer, Gurtforderer; ф. соnvoyeur а bande, bande transporteuse, tapis roulant; и. transportador de (а) cinta, transportador por banda) — транспортирующее устройство непрерывного действия с объединённым грузонесущим и тяговым органом в виде замкнутой (бесконечной) гибкой ленты. Лента приводится в движение силой трения между ней и приводным барабаном; опирается по всей длине на стационарные роликоопоры. В шахтах и карьерах ленточные конвейеры служат для транспортирования полезных ископаемыхи породы из проходческих, вскрышных и добычных забоев по горизонтальным и наклонным выработкам внутри горных предприятий, подъёма их на поверхность и последующего перемещения к обогатительной фабрике или погрузочному пункту внешнего транспорта, а породы — в отвал. Ленточные конвейеры применяют также для доставки полезных ископаемых от горного предприятия непосредственно к потребителю (например, угля на теплоэнергоцентраль или руды на металлургический завод). В шахтах специально приспособленные ленточные конвейеры используются иногда для перемещения людей по наклонным выработкам.
ЛЕНТОЧНЫЙ КОНВЕЙЕР (а. belt соnveyor; н. Bandforderer, Gurtforderer; ф. соnvoyeur а bande, bande transporteuse, tapis roulant; и. transportador de (а) cinta, transportador por banda) — транспортирующее устройство непрерывного действия с объединённым грузонесущим и тяговым органом в виде замкнутой (бесконечной) гибкой ленты. Лента приводится в движение силой трения между ней и приводным барабаном; опирается по всей длине на стационарные роликоопоры. В шахтах и карьерах ленточные конвейеры служат для транспортирования полезных ископаемыхи породы из проходческих, вскрышных и добычных забоев по горизонтальным и наклонным выработкам внутри горных предприятий, подъёма их на поверхность и последующего перемещения к обогатительной фабрике или погрузочному пункту внешнего транспорта, а породы — в отвал. Ленточные конвейеры применяют также для доставки полезных ископаемых от горного предприятия непосредственно к потребителю (например, угля на теплоэнергоцентраль или руды на металлургический завод). В шахтах специально приспособленные ленточные конвейеры используются иногда для перемещения людей по наклонным выработкам.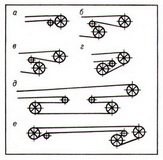 Начало применения ленточных конвейеров в горной промышленности России связано с получением в 1861 А. Лопатиным " привилегии" (авторского свидетельства) на изобретённую им транспортирующую машину " песковоз", предназначавшуюся для работы на золотых приисках. ВCCCP первые подземные ленточные конвейеры появились в шахтах Донбасса в 1931, а их серийный выпуск был начат в 1936. В дальнейшем применение конвейерного транспорта на угольных шахтах с каждым годом неизменно возрастало и в 1979 достигло 26% в горизонтальных выработках и 80% в наклонных. На открытых угольных разработках начало применения ленточных конвейеров относится к 1935 (Храмцовский карьер Черемховского месторождения), затем они получили распространение на крупных карьерах (Коркинский, Богословский и др.). Позднее, с развитием на рудных карьерах циклично-поточной технологии, мощные ленточные конвейеры начали применять там в качестве подъёмных. Современные ленточные конвейеры имеют унифицированные конструкции, дающие возможность блочной комплектации и взаимозаменяемости отдельных узлов и элементов приводов, а также ставов разных типоразмеров.
Начало применения ленточных конвейеров в горной промышленности России связано с получением в 1861 А. Лопатиным " привилегии" (авторского свидетельства) на изобретённую им транспортирующую машину " песковоз", предназначавшуюся для работы на золотых приисках. ВCCCP первые подземные ленточные конвейеры появились в шахтах Донбасса в 1931, а их серийный выпуск был начат в 1936. В дальнейшем применение конвейерного транспорта на угольных шахтах с каждым годом неизменно возрастало и в 1979 достигло 26% в горизонтальных выработках и 80% в наклонных. На открытых угольных разработках начало применения ленточных конвейеров относится к 1935 (Храмцовский карьер Черемховского месторождения), затем они получили распространение на крупных карьерах (Коркинский, Богословский и др.). Позднее, с развитием на рудных карьерах циклично-поточной технологии, мощные ленточные конвейеры начали применять там в качестве подъёмных. Современные ленточные конвейеры имеют унифицированные конструкции, дающие возможность блочной комплектации и взаимозаменяемости отдельных узлов и элементов приводов, а также ставов разных типоразмеров. Шарнирные роликоопоры отличаются податливостью при прохождении над ними крупных кусков груза. Загрузочные устройства ленточного конвейера, используемые при работе экскаваторовнепрерывного действия (роторных, цепных), имеют вид приёмной воронки с бортами, направляющими грузопоток; при погрузке экскаватором цикличного действия (мехлопатой, драглайном) они снабжаются питателем. Натяжные устройства — барабанная электролебёдка с системой канатных блоков, на стационарных ленточных конвейерах — иногда механизмы гравитационное типа.
Шарнирные роликоопоры отличаются податливостью при прохождении над ними крупных кусков груза. Загрузочные устройства ленточного конвейера, используемые при работе экскаваторовнепрерывного действия (роторных, цепных), имеют вид приёмной воронки с бортами, направляющими грузопоток; при погрузке экскаватором цикличного действия (мехлопатой, драглайном) они снабжаются питателем. Натяжные устройства — барабанная электролебёдка с системой канатных блоков, на стационарных ленточных конвейерах — иногда механизмы гравитационное типа. В горнорудной промышленности на подъёмах крупнодроблёной руды из карьеров производительность ленточных конвейеров обычно до 6000 т/ч, ширина ленты 1600 и 2000 мм, мощность электродвигателей привода от 1200 до 3000 кВт. Длина ленточного конвейера в одном ставе от нескольких метров до 10-15 тысяч метров. Факторы, ограничивающие применение ленточных конвейеров: допускаемая в зависимости от ширины ленты крупность и масса содержащихся в перемещаемом насыпном грузе кусков, угол наклона ленточного конвейера, который (за исключением специальных типов) для большинства грузов не превышает 16-18°. Наивысшая производительность ленточного конвейера (достигнутая на буроугольных открытых разработках в ФРГ при ширине ленты 3000 мм и скорости 6-7 м/с) 30 тысяч т/ч, наибольшая длина конвейерной линии (в системе транспорта фосфоритовой руды в Западной Сахаре от карьера до океанского порта) 100 км, максимальная мощность электродвигателей силовых блоков привода 2000 кВт и общая мощность привода 12 000 кВт. Скорость движения ленты 7-8 м/с, а в отдельных случаях (на транспортно-отвальном мосту в ГДР) 10 м/с. Применение автоматики обеспечивает плавность пуска ленточного конвейера, возможность регулирования скорости движения ленты в зависимости от величины поступающего грузопотока, автоматический контроль (ультразвуковым способом) состояния роликоопор, целостности ленты, взвешивания и регистрации количества перемещаемого на ленте груза и др.
В горнорудной промышленности на подъёмах крупнодроблёной руды из карьеров производительность ленточных конвейеров обычно до 6000 т/ч, ширина ленты 1600 и 2000 мм, мощность электродвигателей привода от 1200 до 3000 кВт. Длина ленточного конвейера в одном ставе от нескольких метров до 10-15 тысяч метров. Факторы, ограничивающие применение ленточных конвейеров: допускаемая в зависимости от ширины ленты крупность и масса содержащихся в перемещаемом насыпном грузе кусков, угол наклона ленточного конвейера, который (за исключением специальных типов) для большинства грузов не превышает 16-18°. Наивысшая производительность ленточного конвейера (достигнутая на буроугольных открытых разработках в ФРГ при ширине ленты 3000 мм и скорости 6-7 м/с) 30 тысяч т/ч, наибольшая длина конвейерной линии (в системе транспорта фосфоритовой руды в Западной Сахаре от карьера до океанского порта) 100 км, максимальная мощность электродвигателей силовых блоков привода 2000 кВт и общая мощность привода 12 000 кВт. Скорость движения ленты 7-8 м/с, а в отдельных случаях (на транспортно-отвальном мосту в ГДР) 10 м/с. Применение автоматики обеспечивает плавность пуска ленточного конвейера, возможность регулирования скорости движения ленты в зависимости от величины поступающего грузопотока, автоматический контроль (ультразвуковым способом) состояния роликоопор, целостности ленты, взвешивания и регистрации количества перемещаемого на ленте груза и др.