|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Типы и конструкции оптических соединителей
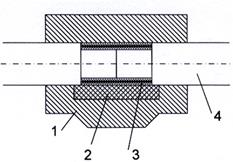
Независимо от оптической схемы соединители волоконных световодов делятся на два больших класса: неразъемные и разъемные. Неразъемные соединители применяются во всех случаях, когда это возможно по условиям сборки узлов и систем или условиям эксплуатации. Разъемные соединители используются тогда, когда необходимо или удобно обеспечить возможность многократного соединения различных узлов и устройств системы. Неразъемные оптические соединители обеспечивают минимально возможные оптические потери, так как в них нет френелевских потерь, а также потерь вызванных неперпендикулярностью, кривизной поверхности и качеством обработки торцов. Структура неразъемного соединителя представлена на рисунке 3.6.
1 – корпус; 2 – упрочняющий элемент; 3 – клей; 4 – оптическое волокно Рисунок 3.6 – Оптический неразъемный соединитель
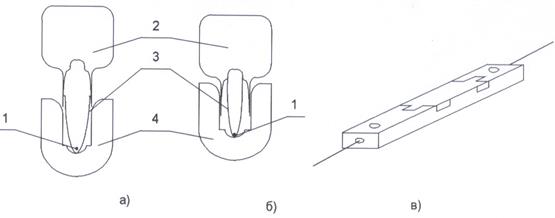
Конструктивно и технологически неразъемные соединители различаются способом сращивания волоконных световодов, которые осуществляются сплавлением, сваркой и склеиванием. При сращивании волокон методом сплавления возможна юстировка сердцевин относительно друг друга визуально или по оптическому сигналу. При этом достигается хорошее совмещение сердцевин. Оптические потери не зависят от геометрических параметров световодов. В клеевых соединениях, как правило, совмещение производится в элементах крепления при использовании в качестве базовой поверхности самих волоконных световодов, поэтому на оптических потерях сказывается неидентичность диаметров ОВ и эксцентричность сердцевин. В неразъемных сварных соединениях всегда обеспечивается защита места сварки с помощью лаков от внешних воздействий, так как после сварки прочность волоконного световода снижается приблизительно на 30% в результате термического удара. В соединителях обязательно применяют элементы защиты места сростка. Технология изготовления сварного соединения включает следующие операции: - удаление вторичного и первичного покрытий; - скалывание волокон; - совмещение сердцевин волоконных световодов; - собственно сварку; - наложение защитного покрытия (или установку упрочняющего элемента); - герметизацию. Удаление защитного покрытия, скалывание осуществляется механически с помощью специальных технологических инструментов. При этом оптические потери в соединителях сильно зависят от качества скола. Совмещение сердцевин световодов – одна из основных операций, определяющих потери в соединителе. Разработано несколько методов совмещения сердцевины для различных типов световодов. Для многомодовых волокон со стандартными геометрическими параметрами достаточно хорошо осуществляется совмещение в V – образной канавке, при этом поверхность волокна используется как базовая. Для одномодовых ОВ совмещение указанным методом не обеспечивает требуемых параметров. Даже при отклонении соединяемых волокон на 1мкм и эксцентричности 0, 5мкм могут возникнуть потери порядка 0, 5 дБ. В связи с этим разработан ряд методов, основанных на контроле точности совмещения. Лучшие результаты дает контроль по экстремуму оптического сигнала. Ввод и вывод излучения через торцы соединяемых волокон обеспечивают хорошее качество совмещений, но не всегда удобны, так как эти торцы могут находиться от места сварки на расстоянии сотен метров или даже десятков километров. Удобнее осуществлять вывод излучения на изгибе волоконного световода непосредственно в районе сварки. Для волокна, сердцевина которого изготовлена из кварца, легированного германием, применяется возбуждение излучения ультрафиолетовыми источниками. Наиболее широкое распространение при сплавлении получила электродуговая сварка из-за простоты регулировки теплового режима и возможности проведения монтажных работ в полевых условиях. Для внутриблочного монтажа целесообразно применение При изготовлении соединителей методом склеивания выполняются те же технологические операции, что и при изготовлении сплавленных соединителей, но вместо сплавления осуществляется склеивание в юстировочном элементе. Юстировочными элементами служат стеклянные или металлические капилляры: V – образные канавки, выполненные в металле, пластмассе или керамических пластинах. На оптические потери в этом типе соединителей влияют только радиальное и угловое рассогласование. Для многомодовых ОВ склеивание обеспечивает оптические потери 0, 1 – 0, 3 дБ, для одномодовых – соединение без подстройки по сигналу невозможно. Основной недостаток данного метода – отсутствие клея – заполнителя с оптическими характеристиками, близкими к кварцу и способного за короткое время (до 10 мин) обеспечить жесткое фиксирование ОВ в конструкции соединителя. Наиболее успешно со сваркой конкурирует способ соединение световодов с помощью специальных соединителей – механических сростков. Это простые и эффективные механические устройства для выполнения неразъемных соединений в полевых условиях. Подготовка ОВ в данном случае проводится так же, как и для сварки. Концы подготовленных волокон поочередно укладывают в каналы, образованные выравнивающими элементами устройств, затем обе половины устройства (крышку и основание) соединяют, фиксируя ОВ. Под действием давления выравнивающих элементов, соединяемые волокна юстируются. Наиболее известны механические сростки Fiberlock фирмы 3М (США) показанные на рисунке 3.7
1 – волокно; 2 – пластмассовая крышка; 3 – металлический выравнивающий элемент; 4 – пластмассовое основание Рисунок 3.7 – Механический сросток типа Fiberlock: а) – соединитель при укладке ОВ; в) – соединитель в собранном виде. Потери в таком соединении не превышают 0, 1дБ. Основной недостаток, ограничивающий применение механических сростков – очень высокие требования, предъявляемые к стабильности геометрических размеров соединяемых волокон, в том числе и к диаметру волокна по первичному покрытию. Наибольшее распространение механические сростки находят на одномодовых ВОЛС.
|
Последнее изменение этой страницы: 2017-04-12; Просмотров: 955; Нарушение авторского права страницы
 - лазера. В целом технология изготовления неразъемных соединений методом сплавления отработана, обеспечивает оптические потери 0, 1 – 0, 2 дБ для многомодовых и одномодовых соединителей. Недостатком этого метода является применение открытого огня, что не позволяет использовать эту технологию при изготовлении соединителей в помещениях с повышенной опасностью (взрывоопасность), а также возможное нарушение при сплавлении структуры волоконных световодов.
- лазера. В целом технология изготовления неразъемных соединений методом сплавления отработана, обеспечивает оптические потери 0, 1 – 0, 2 дБ для многомодовых и одномодовых соединителей. Недостатком этого метода является применение открытого огня, что не позволяет использовать эту технологию при изготовлении соединителей в помещениях с повышенной опасностью (взрывоопасность), а также возможное нарушение при сплавлении структуры волоконных световодов.