Плунжеры скважинных штанговых насосов
Плунжеры скважинных штанговых насосов имеют следующие исполнения:
П1Х — с кольцевыми канавками, цилиндрической расточкой на верхнем конце и хромовым покрытием наружной поверхности, П2Х — то же, без цилиндрической расточки на верхнем конце, П1А — с кольцевыми канавками, цилиндрической расточкой на верхнем конце и азотированной наружной поверхностью, П2А — то же, без цилиндрической расточки на верхнем конце, П1И — с кольцевыми канавками, цилиндрической расточкой на верхнем конце и упрочнением наружной поверхности методом напыления, П2И — то же, без цилиндрической расточки на верхнем конце; П1НХ — с кольцевыми канавками, цилиндрической расточкой на верхнем конце и хромовым покрытием наружной поверхности и наружной присоединительной резьбой; П1НИ — с кольцевыми канавками, цилиндрической расточкой на верхнем конце, упрочнением наружной поверхности методом напыления и наружной присоединительной резьбой; ШНм — с манжетными (металлическими и неметаллическими) уплотнителями и наружной присоединительной резьбой (см. рис. 7.105 и таблицу 7.29).
Кроме указанных типов плунжеров, допускается конструкция плунжеров с гладкой цилиндрической поверхностью и с винтовой канавкой.
Плунжеры изготавливаются из цельнотянутых, стальных труб с толщиной стенки от 5 до 9, 5 мм и длиной 1200, 1500 и 1800 мм.
Для повышения износостойкости и коррозионной стойкости плунжера применяется хромирование. Толщина хромового покрытия должна быть не менее 0, 08 мм, микротвердость покрытия - HV 7, 5...11, 0 ГПА (750... 1100 кгс/мм2).
Допускается вместо хромирования применять химико-термическую (азотирование), термическую обработку (закалка ТВЧ) или нанесение порошковых покрытий. В качестве финишной механической обработки наружной поверхности плунжера должно применяться последовательно шлифование и полирование.
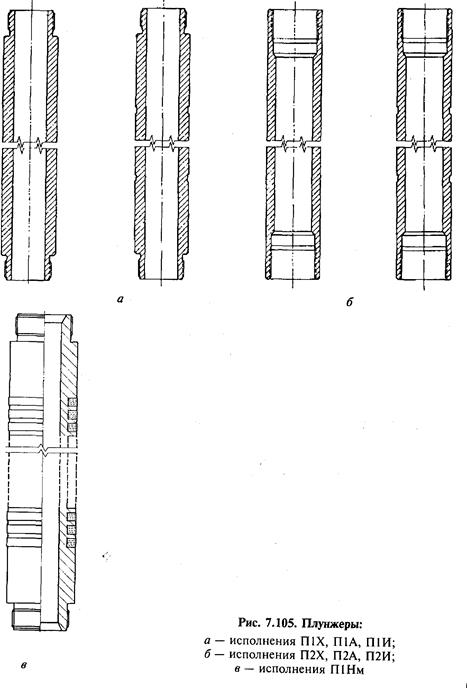
Таблица 7.29
Технические характеристики плунжеров
| Шифр плунжера
| Наружный диаметр D (кратный 0, 025) при допуске — 0, 013, мм
| Присоединительная резьба d, мм
| Длина L, мм
| |
|
|
|
| | П1Х-27-12
П1А-27-12
П1Х-27-18
П1А-27-18
| 26, 89-26, 99
| М24х1, 5
|
| | П1Х-32-12
П1А-32-12
П1Х-32-18
П1А-32-18
| 31, 65-31, 75
| М27х1, 5
|
| | П1Х-38-12
П1А-38-12
П1Х-38-15
П1А-38-15
П1Х-38-18
П1А-38-18
| 38, 00-38, 10
| М33х1, 5
|
| | П1Х-44-12
П1А-44-12
П1Х-44-18
П1А-44-18
| 44, 35-44, 45
| М38х1, 5
|
| | П1Х-50-12
П1А-50-12
П1Х-50-18
П1А-50-18
| 50, 70-50, 80
| М48х1, 5
|
| | П1Х-57-12
П1А-57-12
П1Х-57-18
П1А-57-18
| 57, 05-57, 15
| М50х1, 5
|
| | П1Х-63-12
П1А-63-12
П1Х-63-18
П1А-63-18
| 63, 40-63, 50
| М62х2
|
| | П2Х-27-12
П2А-27-12
| 26, 89-26, 99
| М24х1, 5
|
| | П2Х-32-12
П2А-32-12
| 31, 65-31, 75
| М27х1, 5
|
| | П2Х-44-12
П2А-44-12
| 44, 35-44, 45
| М38х1, 5
|
| | П2Х-44-18
П2А-44-18
|
|
|
| | П2Х-50-12
П2А-50-12
П2Х-50-18
П2А-50-18
| 50, 70-50, 80
| М48х1, 5
|
| | П2Х-57-12
П2А-57-12
П2Х-57-15
П2А-57-15
| 57, 05-57, 15
| М50х1, 5
|
| | П2Х-63-12
П2А-63-12
П2Х-63-18
П2А-63-18
| 63, 40-63, 50
| М62х2
|
| | П2Х-70-12
П2Х-70-12
| 69, 75-69, 85
| М62х2
|
| | П2Х-95-12
П2А-95-12
| 95, 15-95, 25
| М82х2
|
| | П1И-27-12
П1И-27-18
| 26, 89-26, 99
| М24х1, 5
|
| | П1И-32-12
П1И-32-18
| 31, 65-31, 75
| М27х1, 5
|
| | П1И-38-12
П1И-38-15
П1И-38-18
| 38, 00-38, 10
| М33х1, 5
|
| | П1И-44-12
П1И-44-18
| 44, 35-44, 45
| М38х1, 5
|
| | П1И-57-12
П1И-57-18
| 57, 05-57, 15
| М50х1, 5
|
| | П2И-27-12
| 26, 89-26, 99
| М24х1, 5
|
| | П2И-32-12
| 31, 65-31, 75
| М32х1, 5
|
| | П2И-44-12
П2И-44-18
| 44, 35-44, 45
| М38х1, 5
|
| | П2И-57-12
П2И-57-15
| 57, 05-57, 15
| М50х1, 5
|
| | П2И-70-12
| 69, 75-69, 85
| М62х2
|
| | П2И-95-12
| 95, 15-95, 25
| М82х2
|
| | П1Нм-44-05
| 44, 35-44, 45
| М38х1, 5
|
| | П1Нм-57-05
| 57, 05-57, 15
| М50х1, 5
|
| | П1Нм-70-05
| 69, 75-69, 85
| М62х2
|
| | П1Нм-95-05
| 95, 15-95, 25
| М82х2
|
|
Рабочие поверхности цилиндра и плунжера рекомендуется выполнять с разной величиной твердости для обеспечения приработки деталей и их минимального суммарного износа.
Материалы, рекомендуемые для изготовления плунжеров скважинных штанговых насосов в зависимости от условий эксплуатации, приведены в табл. 7.30.
Таблица 7.30
Материалы, рекомендуемые для изготовления плунжеров
| № п/п
| Материал
| Условия эксплуатации
| |
|
|
| |
| Углеродистая сталь
| Некорродирующая нефть без абразивных компонентов
| |
| Закаленная углеродистая сталь или углеродистая сталь с твердохромированным покрытием
| Некорродирующая нефть с малым количеством абразива
| |
| Углеродистая сталь с твердосплавным покрытием
| Некорродирующая нефть с повышенным содержанием абразивных компонентов
| |
| Углеродистая сталь, низколегированная сталь с твердохромированным покрытием
| Обводненная нефть с невысокой коррозией соленой водой и абразивными компонентами
| |
| Углеродистая или нержавеющая сталь углеродистая сталь с твердохромированным покрытием
| Обводненная нефть с повышенной коррозией соленой водой и абразивными компонентами
| |
| Углеродистая или нержавеющая сталь углеродистая сталь с твердохромированным покрытием
| Сильно обводненная нефть с повышенной коррозией соленой водой, без абразивных компонентов
| |
| Нержавеющая сталь с твердосплавным покрытием
| Преимущественно обводненная нефть, для тяжелых условий коррозии соленой водой с СО2 и H2S, с высоким содержанием абразивных компонентов
| |
| Нержавеющая сталь с глиноземистым твердым покрытием
| Соленая вода с нефтью, для тяжелых условий коррозии соленой водой с СО2 и H2S, с высоким содержанием абразивных компонентов
| |
| Плунжер с уплотнительным манжетами, улучшенная углеродистая сталь
| Смесь нефти и соленой воды, преимущественно абразивная, при очень низкой коррозии соленой водой
| |
| Плунжер с уплотнительными манжетами и опорными кольцами, нержавеющая сталь
| Смесь нефти и соленой воды, преимущественно абразивная, с повышенной коррозией соленой водой
| |
| Плунжер с пазами для установки уплотнительных колец, улучшенная углеродистая сталь
| Смесь нефти и соленой воды, преимущественно абразивная, при низкой коррозии соленой водой
|
В зависимости от величины зазора между плунжером и цилиндром предусмотрены группы посадок, указанные в таблице 7.31.
Таблица 7.31
Группы посадок сопряжения «плунжер — цилиндр»
| Группа посадки
| Минимальный зазор, мм
| Максимальный зазор с учетом допуска на изготовление цилиндра и плунжера, мм
| |
| 0, 0
| 0, 063
| |
| 0, 025
| 0, 088
| |
| 0, 050
| 0, 113
| |
| 0, 075
| 0, 138
| |
| 0, 100
| 0, 163
|
|
