|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Размеры муфты, по стандарту API Spec 11B
Правильно свинченное резьбовое соединение должно создавать на упорных торцах муфты и ниппеля такие сжимающие нагрузки, чтобы при работе соединения в скважине максимально возможное растягивающее усилие в штангах не могло разжать и раскрыть стык. Если стык будет раскрыт, то резьбовое соединение будет подвергаться воздействию коррозионно-активной пластовой жидкости и быстро выходить из строя. Поэтому для правильного свинчивания колонны необходимо применять специальные механические ключи. Свинчивание вручную штанговой колонны часто не позволяет достичь требуемых моментов, что приводит к снижению наработок на отказ колонн насосных штанг. При сборке соединения необходимо очищать и смазывать резьбу. Как указывается в работе [38], это сильно влияет на правильность сборки соединения, так как только 10—20 % создаваемого крутящего момента расходуется на создание сжимающих напряжений крутящего момента, остальная часть — на преодоление трения. В скважинах, где наблюдается коррозия оборудования и отложение солей, для повышения надежности насосных штанг должны осуществляться мероприятия по подаче в скважину ингибиторов. .Для форсированных режимов эксплуатации целесообразно применять легирование и углеродистые штанги, закаленные ТВЧ. Для работы с насосами малых диаметров (29, 32, 38 мм) предпочтительнее использовать углеродистые штанги из стали марки сталь 40 согласно расчетам глубин спуска. Для эксплуатации скважин с глубиной спуска насоса более 1500 м отбором жидкости выше 40 м3/сут следует использовать штанги из стали марок 30ХМА, 15НЗМА, 15Х2НМФ, закаленные ТВЧ. В условиях сильной коррозии хорошо работают штанги из стали марки 15НЗМА. Области применения насосных штанг в сочетании с типоразмерами насосов приведены в табл. 7.43 [41]. Штанги транспортируются в специальных пакетах, обеспечивающих сохранение их от механических повреждений и искривления при проведении погрузочно-разгрузочных работ, транспортировании, складировании и хранении. Согласно ГОСТ 13877-80 штанги упаковываются в пакет массой брутто не более 500 кг. Допускается по заказу потребителя упаковка штанг в пакет массой брутто до 1500 кг, объединение нескольких пакетов массой брутто каждого до 500 кг в укрупненный пакет массой брутто до 3500 кг. Резьба штанг и муфт должна быть защищена предохранительными колпачками и пробками от повреждений, грязи и влаги. Погрузка и выгрузка штанг должна производиться при помощи крана со специальной траверсой, имеющей не менее трех подвесок. Перевалки и укладывание пакетов штанг на промыслах производится также при помощи крана; при этом необходимо соблюдать следующие правила: а) не допускается одновременный перенос больше одного пакета штанг; б) захват пакета штанг цепями или канатами производится не менее чем в трех местах; в)пакет штанг охватывают цепями или канатами вплотную около средних хомутов —замков; г) — штанги укладываются на стеллажи. Таблица 7.43 Области применения насосных штанг
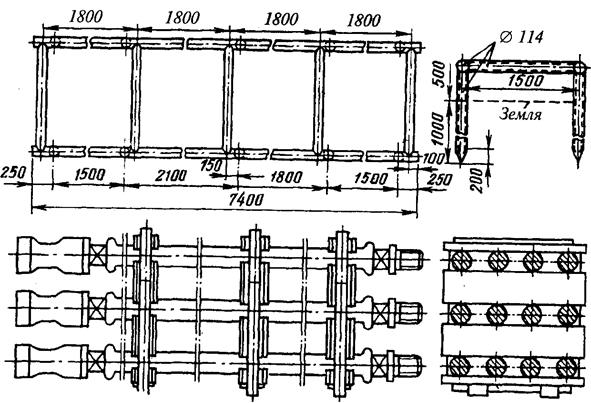
Примерный тип стеллажа для хранения штанг на промыслах приведен на рис. 7.117 [42]. Хранение штанг на земле недопустимо. Штанги, лежащие на стеллажах, следует прикрывать только для предохранения от атмосферных осадков.
Рис. 7.117. Стеллаж для хранения насосных штанг: а — стеллаж; б — упакованные штанги
На такой стеллаж сначала укладывают деревянные прокладки, а затем пакеты штанг. Пакеты укладывают один на другой (не более трех штук) так, чтобы хомуты одного пакета находились рядом с хомутами другого пакета или один над другим. Штанги на промыслах следует транспортировать только штанговозами (например, ЗАПШ) с подъемным краном грузоподъемностью до 500 кг или другими видами транспорта, имеющими ровную платформу, превышающую длину штанг. При перевозке штанг вертолетом пакеты штанг необходимо охватить и стянуть хомутами или канатами не менее чем в четырех местах и подвеску пакета производить при помощи траверсы, имеющей не менее трех стропов. Распакованные штанги должны укладываться ровными рядами, между которыми поперек штанг должны устанавливаться деревянные прокладки через каждые 1, 5 м. Высота штабеля не должна превышать 1, 5 м. Не допускается укладывать на одном стеллаже штанги, изготовленные из сталей различных марок и термообработок. У поднятых из скважин штанг, предназначенных для дальнейшего использования, резьбовые соединения следует очистить, смазать и предохранить их колпачками или пробками от повреждений к скопления на них грязи и влаги. Отбракованные штанги должны храниться отдельно от пригодных для эксплуатации. Штанги следует складывать на стеллажах или мостках без прогибов и свешивания их концов. Стеллажи (мостки) должны иметь не менее четырех поперечных прокладок из труб (досок) или сплошной настил из досок длиной не менее 8 м. На них не должно быть посторонних предметов, отбракованных штанг и грязи. Резервные штанги по маркам и типоразмерам должны храниться на стеллажах только на цеховом складе, отдельно от бракованных. При укладывании штанг следует применять только деревянные междурядные прокладки. Составление одноступенчатых или отдельных ступеней много-ступенчатых колонн из штанг различных марок не допускается. Конструкция резьбы штанг позволяет навинчивать муфту от руки. Довинчивание муфты до бурта штанги с усилием не допускается, так как это свидетельствует о порче или загрязнении резьбы. Спуск штанги с забитой резьбой не допускается. После соприкосновения торца муфты с буром штанги соединение следует тщательно закрепить ключом. Правильное сопряжение резьб и их затяжка определяются моментом свинчивания, равным для штанг диаметром: 16—300; 19-500; 22-700; 25 мм - 1100 Нм. Штанги и муфты, не дающие плотного соединения, нельзя спускать в скважину, их следует браковать. Недовинчивание муфты до бурта штанги недопустимо, так как во время работы может произойти отворот или обрыв в резьбе. Резьба штанг имеет высокий класс точности и малые допуски от номинала, поэтому малейшие загрязнения или ржавчина могут затруднить свинчивание. Резьбы следует всегда хранить в смазанном виде и с надетыми предохранительными колпачками. Резьбу штанг и муфт следует очищать от густой смазки или грязи специальным приспособлением, изготовленным из муфты у головки штанги. Для предохранения резьбы штанг и муфт от коррозии их необходимо покрыть смазкой ЛЗ-162. При развинчивании соединения не допускается обстукивание муфты молотком, ключом или другими металлическими предметами. Тугие соединения следует разъединять ключом с рукояткой в 1 м. Необходимо учесть, что неправильная зарядка штанг в элеватор приводит к изгибу их за головкой и, как следствие, к обрывам в этом месте. Запрещается выпрямление искривленных штанг, их следует браковать. При подъеме штанг их нужно тщательно осматривать с целью обнаружения повреждений. Штанги и муфты с такими повреждениями, как изгибы, зазубрины, коррозионный и механический износ, не допускаются к дальнейшей эксплуатации, их нужно браковать [42]. При обрыве или отвороте штанг в нижней части колонны, а также при наличии заеданий плунжера на ходу и больших гидравлических сопротивлений в клапанах следует применять тяжелый низ для штанговых колонн. Рекомендуемая масса тяжелого низа колонны штанг приведена в табл. 7.44. В случае обрыва штанги на ее место необходимо поставить новую. Установка случайной или же находившейся в работе штанги на место оборвавшейся не допускается. Оборвавшиеся штанги следует сохранить. Обе части, отрезанные длиной 250 мм от места обрыва, необходимо связать и прикрепить к ним бирку с указанием номера скважины, промысла, марки стали штанги, даты обрыва и номера оборвавшейся штанги, считая от устья скважины. Затем эти образцы передают исследовательской организации. В случае одного-двух обрывов в новой колонне не следует менять всю колонну. Такие обрывы могут быть следствием изгиба за головкой или плохой сборки резьбового узла. После первого же обрыва штанги целесообразно проверить нагрузку на головку балансира станка-качалки и правильность подбора штанговой колонны, при выявлении ошибок необходимо устранить их. После трех-четырех обрывов штанг, следующих один за другим через короткие промежутки времени, всю колонну штанг необходимо полностью заменить на новую. Таблица 7.44 Масса тяжелого низа колонны штанг
|
Последнее изменение этой страницы: 2017-04-12; Просмотров: 760; Нарушение авторского права страницы