|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СКВАЖИННЫЙ ШТАНГОВЫЙ ВИНТОВОЙ НАСОС
Скважинный винтовой насос является основным элементом ВШНУ. От правильного выбора геометрических параметров рабочих органов насоса и материалов пары в значительной степени зависят эффективность использования и надежность ВШНУ. Рабочим органом одновинтового насоса является винтовой героторный механизм — зубчатая косозубая пара внутреннего циклоидального зацепления, состоящая из Z2-заходного металлического ротора (винта) и Z1-заходного статора (обоймы с эластичной обкладкой), между винтовыми поверхностями которых образуются рабочие камеры. Ротор ВГМ, обкатываясь по зубьям статора, совершает планетарное движение: при повороте ротора на угол φ относительно неподвижной системы координат (абсолютное движение) его ось поворачивается по круговой траектории с радиусом е в противоположном направлении (переносное движение) на угол φ п = -Z2 φ. Отличительным параметром ВГМ, во многом определяющим его характеристики, является кинематическое отношение рабочих органов:
В качестве рабочих органов штанговых винтовых насосов зарубежные фирмы преимущественно используют винтовые пары Муано с кинематическим отношением 1: 2. Однако фирмы Netzsch, R& M и Baker Hughes выпускают и винтовые насосы по схеме с кинематическим отношением 2: 3 [45—50]. Преимущества насосов с однозаходным ротором: — относительно простая технология изготовления ротора; — пониженная вибрация вследствие минимальной переносной угловой скорости ротора; — повышенная допустимая частота вращения (несущественно ограниченная инерционной силой), что в определенных условиях упрощает схему привода насоса; — минимальная скорость жидкости в каналах рабочих органов, что уменьшает их гидроабразивный износ; — оптимальная кривизна винтовых поверхностей рабочих органов, что обеспечивает минимальные контактные напряжения. Основной недостаток насосов с однозаходным ротором — необходимость существенного удлинения рабочих органов при пониженной частоте вращения (500 об/мин и ниже), что значительно усложняет технологию изготовления таких узлов и повышает их стоимость. Многозаходные винтовые насосы (МВН), имеют существенные конструктивные и эксплуатационные преимущества по сравнению с традиционной схемой, обусловленные кратностью действия и повышенным числом контактных линий, отделяющих вход и выход многозаходного насоса [51]: — увеличенную подачу (в 2—3 раза) при одинаковой частоте вращения и наружном диаметре насоса; — уменьшенный осевой габарит при одинаковых давлениях; — уменьшенный диаметр при одинаковых подачах и частоте вращения, что позволяет сконструировать вставной насос для НКТ диаметром 73 мм; — пониженная скорость скольжения рабочих органов, что уменьшает фрикционный износ. Как известно, подача винтового насоса определяется формулой
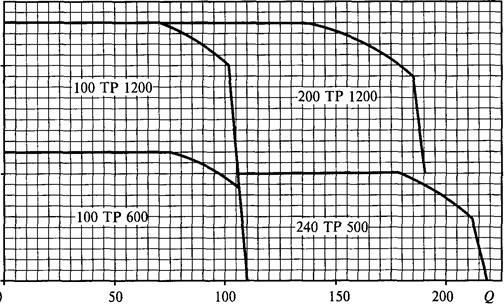
где V — рабочий объем насоса; η — объемный КПД насоса. Рабочий объем насоса где S — площадь живого сечения рабочих органов насоса: S = 4 е d — для насосов с однозаходным ротором; S =π e (Dk — 3 е) — для многозаходных роторов; е — эксцентриситет зацепления; d — диаметр сечения ротора. Крутящий момент насоса (в нижнем сечении колонны штанг) зависит от давления Р и рабочего объема V насоса где η гм — гидромеханический КПД насоса. Характеристики насоса, представляющие собой зависимости подачи, крутящего момента, мощности (N= 2 π п М) и КПД (η = η 0η гм )от давления при заданной частоте вращения, зависят от: 1) геометрических параметров рабочих органов (i, е, Т, k, δ ); 2) физических свойств жидкости (плотности, вязкости, газосодержания и т.д.); 3) физических свойств эластомера обкладки статора. Возможный диапазон изменения частоты вращения штанговых насосов: — для насосов с однозаходным ротором — 50—600 об/мин; — для МВН — 50—300 об/мин. В качестве материала ротора в большинстве случаев используется сталь (20X13 или 40X13). Наружная винтовая поверхность ротора, нарезаемая по методу обкатки циклоидальной рейки, подвергается поверхностному упрочнению или хромируется (толщина слоя 0, 1—0, 2 мм) с последующим полированием. Одним из резервов повышения долговечности рабочих органов является обоснованный выбор эластомеров обкладки статора для заданных условий эксплуатации насоса. Зарубежные фирмы предлагают потребителю широкую гамму эластомеров в зависимости от характеристик пластовых жидкостей (содержания песка, H2S, CO2, ароматических веществ), температуры и требуемых напоров. При выборе натяга в паре необходимо учитывать вязкость и температуру откачиваемой жидкости на приеме насоса. Так, например, фирма Baker Hughes при температурах выше 100 " С комплектует насосы рабочими парами с зазором, и, наоборот, при температурах до 60 º С рабочие органы выполняются с натягом. В интервале температур 60—100 °С натяги в паре близки к нулю. Эффективным способом повышения надежности насосной пары является переход на конструкцию статора с постоянной толщиной эластичной обкладки. Однако такая конструкция является довольно сложной и требует специальной технологии изготовления. Винтовые насосы вследствие эластичности обкладки статора и действия радиальных сил и перекашивающих моментов имеют переменные зазоры по длине контактной линии, через которые происходят утечки жидкости. В результате этого винтовые насосы обладают нетипичными для объемных гидромашин «нежесткими» напорными характеристиками (рис. 7.129). Предельное давление насоса при прочих равных условиях зависит от межвиткового перепада давления
где λ — число контактных линий, отделяющих вход и выход рабочих органов: λ = (к - 1) Z1 + 1.
Рис. 7.129. Характеристика винтовых насосов с поверхностным приводом фирмы Emip (Франция)
Зарубежные фирмы выпускают винтовые штанговые насосы (табл. 7.47) с подачами от 0, 5 до 1000 м2/сут и давлениями до 30 МПа. Широкий диапазон подач осуществляется за счет изменения диаметра рабочих органов и шагов их винтовых поверхностей. В зависимости от требуемого давления выпускаются модификации насосов с различной длиной рабочих органов (от 0, 5 до 15 м). В шифре насоса указывается наружный диаметр статора (как правило, совпадающий с одним из размеров НКТ), подача и давление насоса при номинальной частоте вращения.
Таблица 7.47 Технические характеристики винтовых штанговых насосов зарубежных фирм
Кроме того, в шифре есть сведения о конструкции насоса. Например, фирма Netzsch выпускает насосы с шифром NTZ 278-650ST10, NTZ 350-120DT33, NTZ 350120D1T33 в которых первые три буквы обозначают фирму-изготовитель, 278 — условный диаметр колонны НКТ (2 7/8 дюйма — 73 мм), цифры после тире — напор насоса в метрах водяного столба, ST — однозаходный винт, DT — многозаходный винт, DIT — многозаходный винтовой вставной насос, цифры после обозначения типа насоса обозначают теоретическую подачу насоса при частоте вращения винта, равной 100 об/мин. Отечественными разработчиками создано несколько параметрических рядов МВН (Q = 1 — 100 м3/сут), в основу которых положено варьирование диаметральными размерами рабочих органов и их кинематическим отношением при сохранении оптимальной (нормализованной) плоской и пространственной геометрии [51]: — серии МВН в диаметральном габарите 42—89 мм, спроектированной ВНИИБТ и РГУ нефти и газа им. И.М. Губкина; — серии НВП в габарите 90—106 мм Пермского филиала ВНИИБТ. Длина рабочих органов не превышает 2 м. КПД МВН находится в пределах 40—60%; объемный КПД — 70—85%. Рабочие органы МВН производятся ПФ ВНИИБТ НПО «Буровая техника» и Павловским машиностроительным заводом. Фирмы «Ливгидромаш» и ПКНМ освоили производство винтовых штанговых насосов с однозаходным винтом с подачами от 1 до 50 м3/сут.
|
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1048; Нарушение авторского права страницы
 (7.121)
(7.121) (7.122)
(7.122) (7.123)
(7.123) (7.124)
(7.124) (7.125)
(7.125)