
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ДЕФЕКТОСКОПИЯ ОБОРУДОВАНИЯ ЭНЕРГОБЛОКАСтр 1 из 8Следующая ⇒
ТЭС МОЩНОСТЬЮ 1200 МВт. ДЕФЕКТОСКОПИЯ ОБОРУДОВАНИЯ ЭНЕРГОБЛОКА ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА БАКАЛАВРА Пояснительная записка 13.03.01 009 ПЗ Руководитель ______________ Богатова Т.Ф. Зав. кафедрой ТЭС Нормоконтролер ______________ Богатова Т.Ф. Студент ______________ Конкин М.Д. гр. ЭНЗ-430805у
Екатеринбург СОДЕРЖАНИЕ
Реферат
Конкин Максим Дмитриевич, гр. ЭНЗ – 430805у Руководитель: Богатова Т.Ф. Екатеринбург, 2017г. Пояснительная записка: 98 стр. Графическая часть 7л. В работе дано описание ТЭС, мощностью 1200 МВт, её основного и вспомогательного оборудования, дана характеристика основного и вспомогательного оборудования блока 300 МВт, а также приведены схемы и методы дефектоскопии оборудования энергоблока. В выпускной квалификационной работе, также, выполнен расчёт тепловой схемы на примере турбогенератора К-300-240 ХТГЗ. Выбор вспомогательного оборудования приведен на примере выбора типового оборудования турбоустановки К-300-240 ХТГЗ. Расчет котельного агрегата был выполнен на примере котла ПК-39. Выпускная квалификационная работа содержит 98 листов машинописного текста, 146 формул, 13 таблиц, 15 рисунков, 35 литературных и нормативных источника, графическая часть выполнена на 7 листах формата А1.
Перечень листов графических документов
Перечень сокращений, условных обозначений, символов
БЗК – бак запасного конденсата БГК – бак грязного конденсата ВИК - визуальный и измерительный контроль ВРЧ - верхняя радиационная часть ВЭ - водяной экономайзер ДБ – деаэраторный бак ЗМТ - зона максимальной теплоемкости КН – конденсатный насос КЭС - конденсационная электростанция МПД - магнитопорошковая дефектоскопия НРЧ - нижняя радиационная часть НК - неразрушающий контроль ОД - охладитель дренажа ОК - объект контроля ОЭ – основной эжектор ПВД – подогреватели высокого давления ПК – Подольский котельный завод ПНД – подогреватели низкого давления ППТО - паро-паровой теплообменник ПЭ - потолочный экран ПЭН – питательный электронасос ПЭП - пьезоэлектрический преобразователь РГК - рентгенографический контроль СП - сетевой подогреватель СРЧ - средняя радиационная часть ТГ – турбогенератор ТЭС - тепловая электростанция ТЭЦ - теплоэлектроцентраль УЗК - ультразвуковой контроль УЗТ - ультразвуковая толщинометрия ХВ - холодная воронка ХТГЗ - Харьковский турбогенераторный завод ЦВД - цилиндр высокого давления ЦД - цветная дефектоскопия ЦHД - цилиндр низкого давления ЦСД - цилиндр среднего давления ШПП - ширмовый пароперегреватель
Введение Коррозия металлов затрагивает все сферы производственной деятельности человека. В настоящее время во всех областях народного хозяйства эксплуатируются металлические конструкции и детали, и вопросы защиты их от воздействия коррозионной среды весьма актуальны, особенно при использовании дорогостоящих конструкций во все усложняющихся условиях эксплуатации. Потери от коррозии стали и чугуна оцениваются в 20 - 30% их годового производства. Металл может подвергаться как общей, так и более опасной локальной коррозии, что может выводить оборудование из строя за 1 - 2 года его эксплуатации. Часть металла, вышедшего из строя в результате коррозии, снова используется в металлургии, но около 10% металла теряется безвозвратно, рассеиваясь в виде продуктов окисления. Повышенная склонность оборудования к коррозии связана с использованием агрессивных вод, а также оно эксплуатируется при высоких температурах и давлении, наличии высоких теплонапряжений. Идут процессы накипеобразования, ускоряющие развитие коррозии. Все это приводит к развитию практически всех видов коррозии. Коррозионные повреждения металла в теплоэнергетике приводят к аварийным остановам оборудования, снижению его мощности, ограничению выработки электрической и тепловой энергии. Одним из основных направлений защиты металла от коррозии под действием воды и пара является выбор коррозионно-стойких металлов. Например, присутствие в металле легирующих элементов, наличие на поверхности металла продуктов коррозии, образовавших окисную защитную пленку (магнетит на поверхности стали), тормозят процесс коррозии. В целях обеспечения требуемого качества конечного продукта (законченного производством изделия) необходимо вести контроль не только качества материала, но и соблюдения режимов технологических процессов, «контролировать геометрические параметры, качество обработки поверхности деталей и др. Технические измерения, оценка качества обработанной поверхности (овальность, конусность, шероховатость и др.) несут информацию о внешней стороне дела. Это очень важно, но еще более важно проникнуть в материал, знать его структуру, химический состав, качество и глубину термической обработки, распределение внутренних напряжений, характер и распределение возможных внутренних и поверхностных металлургических дефектов. Существуют различные методы контроля, их можно разделить на две большие группы: контроль качества с разрушением и без разрушения материала (заготовки, детали). Более эффективный контроль дефектов, нарушающих сплошность, однородность макроструктуры металла, отклонений химического состава следует проводить с помощью физических методов неразрушающего контроля – дефектоскопии, основанных на исследовании изменений физических характеристик металла. При использовании неразрушающих методов контроля устанавливаются нормы браковки, в противном случае изделия могут незаслуженно выбраковываться или, наоборот, проникать в эксплуатацию с дефектами. Применять методы неразрушающего контроля необходимо с учетом их возможности, чувствительности, производительности, эффективности. Неразрушающий контроль дает возможность проверить качество конструкций и материалов до использования их по назначению и тем самым не допустить использования дефектных конструкций при эксплуатации, а следовательно, предотвратить аварии и катастрофы. Данные о дефектах, полученные на ранних стадиях производства, позволяют техническим службам предприятия совершенствовать технологические процессы, улучшать режимы обработки металла в горячем и холодном состоянии. Применяя методы неразрушающего контроля, можно уменьшить вес деталей и всего изделия в целом путем уменьшения коэффициентов запаса прочности.
Обоснование проекта
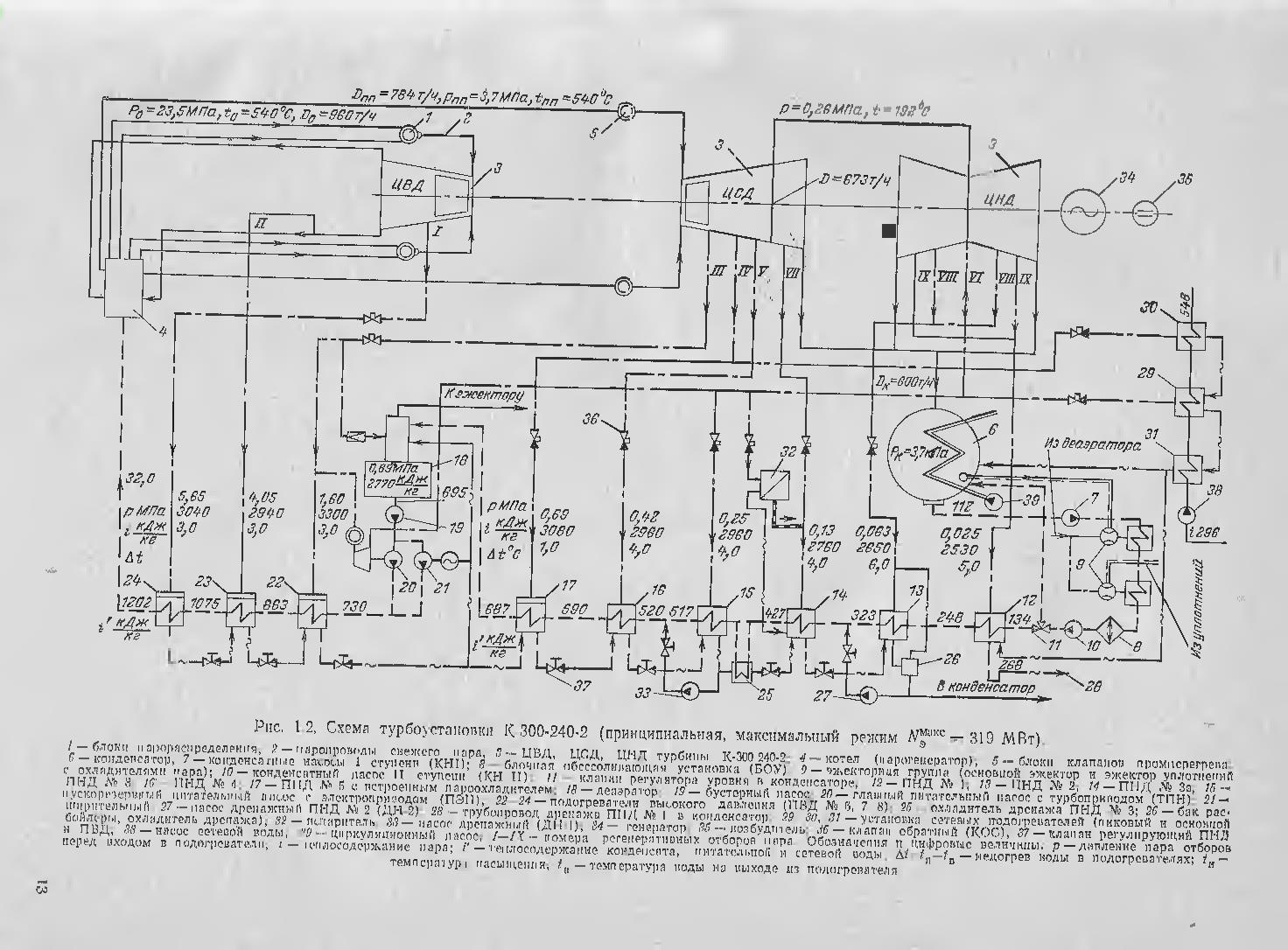
Основной задачей моей выпускной квалификационной работы является тепловой расчет тепловой схемы ТЭС мощностью 1200 МВт, расположенной на Среднем Урале, выбор и расчёт основного и вспомогательного энергетического оборудования ТЭС, а также анализ проведения контроля металла на энергоблоке. Топливо – Экибастузский угль, добываемый в угольных разрезах № 1, 2, 3. Для ТЭС мощностью 1200 МВт с котлом ПК – 39 и турбиной К – 300 – 240 ХТГЗ нужно 4 блока. ТЭС в наши дни оснащаются энергетическими блоками, мощность которых находится в пределах 200 – 800 МВт. Использование достаточно крупных агрегатов может позволить обеспечить более быстрое наращивание мощностей электрических станций. Достаточно приемлемая себестоимость электрической энергии, а также стоимость установленного киловатта мощностей станции может быть достаточно приемлемой. Особо крупные по своему устройству КЭС в нынешние дни могут иметь мощность вплоть до 4 млн. кВт. Достаточно часто сооружаются электрические станции, мощность которых достигает 4 – 6, 4 млн. кВт, и имеющие энергетические блоки, мощность которых находится в пределах 800 и 500 МВт. Мощность у современных КЭС обычно такая, что каждая из этих станций способна обеспечивать, электрической энергией достаточно крупный регион страны. Поэтому название электрических станций подобного типа также может быть следующим: государственная районная электрическая станция (ГРЭС). Предельная мощность ГРЭС, как правило, может определяться некоторыми условиями водоснабжения, а также влиянием выбросов самой станции на окружающую ее среду. В энергетике нашей страны на долю тепловых конденсаторных электрических станций приходится, как правило, до 60 % выработки всей электрической энергии. Важными особенностями ГРЭС, как правило, являются значительная удаленность от потребителей электрической энергии. Это в хорошей степени определяет в основном выдачу мощностей на достаточно высоких и достаточно сверхвысоких напряжениях. Также это определяет блочный принцип построения электрической станции. Основные технико-экономические требования к КЭС — высокая надёжность, манёвренность и экономичность. Требование высокой надёжности и манёвренности обусловливается тем, что производимая КЭС электроэнергия потребляется сразу же, т. е. КЭС должна производить столько электроэнергии, сколько необходимо её потребителям в данный момент. Общий КПД современной КЭС (ГРЭС) – 35 – 42% и определяется: КПД усовершенствованного термодинамического цикла Ренкина (0, 5 – 0, 55), внутренним относительным КПД турбины (0, 8 – 0, 9), механическим КПД турбины (0, 98 – 0, 99), КПД электрического генератора (0, 98 – 0, 99), КПД трубопроводов пара и воды (0, 97 – 0, 99), КПД котлоагрегата (0, 9 – 0, 94). На рис. 1. представлена принципиальная тепловая схема блока ГРЭС с турбоустановкой К-300-240 ХТГЗ. Оборудование энергоблока является сложными и дорогостоящими изделиями. Даже незначительное повреждение оборудования может вызвать при эксплуатации непоправимые последствия и аварии с человеческими жертвами. Характерными и наиболее опасными дефектами являются повреждения элементов от питтинговой коррозии и коррозионного растрескивания, с помощью неразрушающих методов контроля можно обеспечить заданный уровень надежности, добиться увеличения долговечности с высокой эффективностью и производительностью. Принципиальная тепловая схема блока с турбоустановкой К-300-240 ХТГЗ Рис. 1.1 Схема турбоустановки К-300-240 ХТГЗ
1 - блоки парораспределения; 2 - паропроводы свежего пара; 3 - ЦВД, ЦСД, ЦНД турбины; 4 котел (парогенератор); 5 - блоки клапанов промперегрева; 6 - конденсатор; 7 - конденсатные насосы I ступени (КН I); 8 - блочная обессоливающая установка (БОУ); 9 - эжекторная группа (основной эжектор и эжектор уплотнений с охладителями пара); 10 - конденсатный насос II ступени (КН II); 11 - клапан регулятора уровня в конденсаторе; 12 - ПНД № 1; 13 - ПНД № 2; 14 - ПНД № 3а; 15 - ПНД № 3; 16 - ПНД № 4; 17 - ПНД № 5 с встроенным пароохладителем; 18 - деаэратор; 19 - бустерный насос; 20 - главный питательный насос с турбоприводом (ТПН); 21 - пускорезервный питательный насос с электроприводом (ПЭН); 22-24 - подогреватели высокого давления (ПВД № 6, 7, 8); 25 - охладитель дренажа ПНД № 3; 26 - бак расширительный; 27 - насос дренажный ПНД № 2 (ДН 2); 28 - трубопровод дренажа ПНД № 1 в конденсатор; 29, 30, 31 - установка сетевых подогревателей (пиковый и основной бойлеры, охладитель дренажа; 32 - испаритель; 33 - насос дренажный (ДН 1); 34 генератор; 35 - возбудитель; 36 - клапан обратный (КОС); 37 - клапан регулирующий ПНД и ПВД; 38 - насос сетевой воды; 39 - циркуляционный насос; I-IX - номера регенеративных отборов пара. H, s - диаграмма Рис. 2.1 Расчет тепловой схемы
Таблица 2.2. Параметры основных элементов схемы
Пользуясь данными таблиц воды и водяного пара и диаграммой процесса расширения пара в турбине, составляем сводную таблицу параметров пара в основных точках. Разность энтальпий конденсата реющего пара и питательной воды на выходе их подогревателя для ПВД принимаем 8, 4 кДж/кг, для ПНД – 21 кДж/кг, для деаэратора – 0. Энтальпия дренажа пара берется на 41, 9 кДж/кг выше, чем энтальпия питательной воды на входе данного ПВД. Энтальпия воды на входе в ПВД 6 определяется с учетом повышения ее энтальпии питательным насосом.
Расчет подогревателей высокого давления (ПВД)
D1; i1 D2; i2 D3; i3 ПВД-8 ПВД-7 ПВД-6 iпв1 iпв2 iпв3 i'пв3
Gпв
D1; iдр1 (D1+ D2); iдр2 (D1+ D2+ D3); iдр3 в Д
Рис. 2.3 Схема подогревателей высокого давления
Расход питательной воды:
Тепловой баланс ПВД 8 (Отбор №1):
Откуда:
Тепловой баланс ПВД 7 (Отбор №2):
Откуда:
Энтальпия воды на входе в ПВД 6:
Тепловой баланс ПВД 6 (Отбор №3):
Откуда:
Расчет деаэратора Dэж; iэж
Gконд ; i'к D1 + D2 + D3; iдр3
Dд; i3
Gпв ; iпв
Рис. 2.4 Схема деаэратора
Составим материальный баланс деаэратора:
Откуда: Составим тепловой баланс деаэратора:
Решаем (1) и (2) совместно, и получаем:
Расчет подогревателей низкого давления (ПНД)
Рис. 2.5 Схема подогревателей низкого давления
Тепловой баланс ПНД 5 (отбор №4):
Откуда:
Тепловой баланс ПНД 4 (отбор №5):
Откуда:
Тепловой баланс ПНД 3 (отбор №6):
Найдем энтальпию на входе в ПНД 3: Примем недогрев в охладителе дренажа 6 0С, тогда температура питательной воды на входе будет равна: Тогда находим:
Тепловой баланс охладителя дренажа (ОД):
Найдем энтальпию дренажа ОД:
Тогда:
Тепловой баланс ПНД 3а (отбор №7):
Примем Следовательно:
Тепловой баланс ПНД 2 (отбор №8):
Откуда найдем:
Расчет точки смешения:
Тепловой баланс ПНД 1 (отбор №9): Оценим энтальпию на входе в ПНД 1: Подогрев основного конденсата в охладителях пара основного эжектора и эжектора уплотнений
Тепловой баланс ПНД 1:
Откуда найдем:
Тогда найдем электрическую мощность турбогенератора:
Небаланс мощности составит:
Поправка расхода пара на турбину:
Уточнение расхода пара на турбину:
Уточнение значения коэффициента регенерации:
Выбор питательных насосов Производительность питательных насосов определяется максимальным расходом питательной воды с запасом не менее 5 %. На блоках с закритическим давлением пара Р0 = 240 ата (23, 5 МПа) устанавливаются питательные насосы с турбоприводом. При установке на блок одного турбонасоса производительностью 100 % дополнительно устанавливается насос с электроприводом производительностью 30 – 50 %. Максимальное количество питательной воды определяется максимальным расходом ее котлом с запасом 5 – 8 %.
где D – производительность котла. Объемный расход питательной воды, по которому выбирается производительность насоса:
где Напор питательного насоса должен быть не меньше суммарного напора, который затрачивается на преодоление гидравлического сопротивления. Расчетный напор питательного насоса можно приближенно считать:
Мощность на валу питательного насоса:
Мощность, потребляемая электродвигателем питательного насоса при наличии гидромуфты и редуктора:
Выбираем для установки питательный насос с турбоприводом ПН-1135-340: производительность – 1135 м3/ч и напор – 34 МПа. Дополнительно устанавливаем насос с электроприводом ПЭ-600-300-2: производительность - 600 м3/ч, напор – 30 МПа, мощность электродвигателя 6000 кВт.
Выбор конденсатных насосов Расчетная производительность конденсатных насосов:
где Для откачки конденсата из конденсатора турбины выбираем три насоса – два рабочих и один резервный, первого подъема КсВ-500-85, имеющих подачу – 500 м3/ч, напор – 85 кгс/см2. Мощность, потребляемая конденсатными насосами первой ступени:
Мощность электродвигателя с учетом возможных перегрузок принимается на 15 – 20 % больше, чем мощность конденсатного насоса:
Для подачи конденсата к регенеративным подогревателям выбираем три насоса второго подъема – два рабочих и один резервный: КсВ-500-220, имеющих подачу – 500 м3/ч, напор – 220 кгс/см2. Мощность, потребляемая конденсатными насосами второй ступени:
Мощность электродвигателя с учетом возможных перегрузок принимается на 15 – 20 % больше, чем мощность конденсатного насоса:
Выбор сливных насосов (дренажных насосов ПНД) Расход дренажа через сливные насосы:
Соответственно выбираем сливной насос типа КсВ-200-220, имеющий подачу – 200 м3/ч, напор – 220 кгс/см2, к.п.д. – 0, 65. Исходя из вышеперечисленных характеристик насоса, рассчитаем мощность, потребляемую сливным насосом:
Мощность электродвигателя с учетом возможных перегрузок принимается на 15 – 20 % больше, чем мощность сливного насоса:
Всего на турбину установим два сливных насоса (дренажных насосов ПНД).
Выбор эжекторов Выбор эжекторов осуществляется по справочному материалу в соответствии с установленным типом турбины, поэтому выбираем для установки два пароструйных эжектора ЭП-3-25/75.
Выбор основных деаэраторов Суммарный запас питательной воды в баках основных деаэраторов должен составлять для блочных ГРЭС 3, 5 мин (или 0, 06 часа):
Суммарная производительность деаэраторов по питательной воде определяется по максимальному ее расходу. Устанавливаем два деаэратора на каждый блок: ДСП-500, номинальной производительностью 500 т/ч, с рабочим давлением 7 кгс/см2. Выбор мельниц Выбираем схему с молотковыми мельницами с прямым вдуванием. Установим для размола угля молотковые мельницы ММТ-2000/2600-590 с воздушно-проходным сепаратором – по 4 мельницы на корпус. Всего на ГРЭС установим 32 мельницы. Мельницы работают под наддувом. Подача угля в мельницы из бункеров осуществляется шнековыми питателями сырого угля. Каждая мельница обслуживает 3 турбулентных горелки верхнего или нижнего яруса с одной стороны топки.
Таблица 6.1 Характеристика мельницы ММТ-2000/2600-590
Выбор дымососов Рассчитаем температура газов у дымососа:
Расчетная производительность дымососов:
По нормам проектирования на котел, производительностью более 500 т/ч устанавливается два дымососа и два вентилятора: каждый производительностью 50 % от расчетной. Устанавливаем два дымососа типа ДО-31, 5, производительностью – 843000 м3/ч, напором – 304 мм.вод.ст. и числом оборотов двигателя – 496 об/мин.
Выбор дутьевых вентиляторов Расчетная производительность вентиляторов:
Устанавливаем два дутьевых вентилятора типа ВДН-24× 2II, производительностью – 600000 м3/ч, напором – 300 мм.вод.ст. и диаметром рабочего колеса – 2420 мм.
Выбор багерных насосов При использовании на станции системы гидрозолоулавливания предусматривается установка багерных насосов. Суммарное количество золы и шлак, удаляемое со станции, определяется по формуле:
Количество шлака будет равно:
Тогда количество золы будет равно:
Расчетный расход пульпы:
Gш, Gз и Gв – соответственно расход шлака, золы и воды;
При этом расход воды на удаление одной тонны золошлаковых остатков определяется по теплотехническому справочнику и будет равен Gв = 73 т/ч. Таким образом, устанавливаем один багерный насос типа 12Гр-8Т-2, один резервный и один ремонтный.
Выбор золоуловителя Для очистки дымовых газов от золы установим на двухкорпусный котел 4 электрофильтра типа ЭГА-30-12-6-4.
Таблица 7.1 Характеристики электрофильтра ЭГА-30-12-6-4
Расчет дымовой трубы Общий расход топлива на станции:
Z – количество котлов, установленных на ТЭС; Z = 4. Суммарный объем газов на выходе из дымовой трубы:
Определяем диаметр устья дымовой трубы:
где w0 – скорость газов на выходе из устья трубы, м/с. Для котлов большой и средней производительности выбирается из диапазона 15 – 25 м/с; N – число дымовых труб. При установке на станции четырех блоков мощностью по 300 МВт их подключают на одну дымовую трубу. Полученный диаметр устья округляем до ближайшего типоразмера и получаем 12 метров. Количество выбросов NO2:
При этом k = 6, 79. Высота дымовой трубы:
А = 160 для Урала; F = 1 при расчете высоты трубы с учетом концентрации пыли и золы; m = 1 при скорости газов на выходе из устья трубы, равной 15 м/с. Ближайший типовой размер – 210 м. Т.к. коэффициент улавливания электрофильтров больше 88 %, то количество выбрасываемой золы в атмосферу не определяется.
Виды дефектов Эксплуатационные дефекты В результате неправильного технического обслуживания машин на деталях могут появиться дефекты в виде забоин, рисок, вмятин и т. п. Такого рода дефекты, как уже указывалось, способствуют образованию трещин; усталости, а в ряде случаев являются непосредственной причиной их возникновения. Как видно, рассмотренные дефекты независимо от их происхождения вызывают ухудшение технического состояния элементов конструкции и могут привести к постепенному (износовому) или внезапному их отказу в. эксплуатации. Это существенно снижает срок службы и надежность машин.
Магнитные методы Основаны на регистрации магнитных полей рассеяния над дефектами или магнитных свойств контролируемого объекта. Применяют для обнаружения поверхностных и подповерхностных дефектов в деталях и полуфабрикатах различной формы, изготовленных из ферромагнитных материалов. К ним относятся магнитно-порошковый, магнитно-графический, феррозондовый, магнитно-индукционный и другие методы. Магнитные поля рассеяния над дефектами регистрируются в магнитно-порошковом методе с помощью ферромагнитного порошка или суспензии, в магнитно-графическом — с помощью ферромагнитной ленты и в феррозондовом — с помощью чувствительных к магнитным полям феррозондов. Магнитно-порошковый метод нашел широкое применение на заводах промышленности, ремонтных предприятиях и эксплуатирующих подразделениях. Магнитно-графический метод наибольшее применение получил для контроля сварных соединений. Он позволяет выявлять трещины, непровары, шлаковые и газовые включения и другие дефекты в стыковых сварных швах. Магнитная дефектоскопия. Для контроля ферромагнитных (намагничивающихся) металлов, применяют магнитный метод. При контроле этим методом деталь необходимо намагнитить или поместить в магнитное поле. При этом в ней возникает магнитный поток. Если в детали имеется несплошность, пересекающая магнитные силовые линии, магнитный поток будет искажен (фиг. 17) и часть силовых магнитных линий может выйти за пределы детали. Вышедшая наружу часть магнитного потока называется потоком рассеяния. По нему судят о наличии в детали несплошностей. Для выявления потока рассеяния чаще всего пользуются магнитной суспензией, состоящими из ферромагнитных частиц, взвешенных в жидкости. Такой контроль называют методом магнитной суспензии. При магнитных методах выявляемость несплошности зависит от ориентации последних относительно магнитного потока: трещины и другие несплошности будут выявляться лучше, если они расположены перпендикулярно магнитному потоку. Трещины, расположенные вдоль магнитного потока, обнаружить трудно. Направление магнитного потока зависит от способа намагничивания детали. При полюсном намагничивании и намагничивании в соленоиде магнитный поток параллелен оси детали (фиг. 18, а, б), при циркулярном намагничивании он направлен перпендикулярно оси детали (фиг. 18, в, г), а при комбинированном — под углом к ней. Магнитным методом можно выявлять несплошности в металле как ничем не заполненные, так и заполненные неметаллическими включениями. Выявление несплошностей возможно. если они выходят на поверхность детали или залегают на небольшой глубине (не более 2—3 мм). Недостаток метода магнитной суспензии заключается в сложности определения распространения трещины в глубь металла, преимущества метода — в меньшей трудоемкости контроля по сравнению с капиллярным, в возможности обнаружения несплошностей, заполненных каким-либо веществом, а также в возможности обнаружения подповерхностных несплошностей, т. е. несплошностей, залегающих на небольшой глубине. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1149; Нарушение авторского права страницы




 Примем повышение температуры питательно воды в питательном насосе (ПН) 5 0С:
Примем повышение температуры питательно воды в питательном насосе (ПН) 5 0С:  , следовательно повышение энтальпии питательной воды в ПН составит:
, следовательно повышение энтальпии питательной воды в ПН составит:  ;
; 




 (1);
(1); 
 Откуда находим:
Откуда находим:  (2);
(2);  ;
;  ;
; 




 , следовательно, энтальпия на входе в ПНД 3 будет равна:
, следовательно, энтальпия на входе в ПНД 3 будет равна: 








 в точке смешения 3 кДж/кг, тогда
в точке смешения 3 кДж/кг, тогда 



 Откуда:
Откуда:  Тогда
Тогда  , следовательно, значением
, следовательно, значением  задались верно.
задались верно. , следовательно, энтальпия на входе в ПНД 1 будет равна:
, следовательно, энтальпия на входе в ПНД 1 будет равна: 

 Оценка расхода пара в конденсатор:
Оценка расхода пара в конденсатор:  Внутренняя мощность турбины:
Внутренняя мощность турбины: 






 т/ч,
т/ч,  м3/ч,
м3/ч,  - плотность воды.
- плотность воды. кгс/см2
кгс/см2 кВт
кВт кВт
кВт т/ч,
т/ч,  т/ч – максимальное количество пара, поступающего в конденсатор турбины (из характеристики турбины).
т/ч – максимальное количество пара, поступающего в конденсатор турбины (из характеристики турбины). кВт
кВт кВт
кВт кВт
кВт кВт
кВт кг/с
кг/с кВт
кВт кВт
кВт тонн
тонн

 , где
, где ,
,  ,
,  - плотность шлака, золы и воды (справочные данные), т/м3.
- плотность шлака, золы и воды (справочные данные), т/м3. , где
, где
 м,
м,  ,
,  м
м