|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Капиллярные методы дефектоскопии.
Капиллярные методы получили большое распространение. Герметичность сварных или клепаных соединений издавна проверяют при помощи керосина. Одну сторону сварного шва, более доступную для осмотра, окрашивают меловым раствором с последующей просушкой. Затем противоположную сторону шва обильно смачивают керосином. Так как керосин обладает способностью проникать в мельчайшие поры металла, то при наличии даже незначительной неплотности на стороне шва, окрашенной мелом, обнаруживаются пятна керосина. Капиллярный метод применяется также для обнаружения несквозных несплошностей: трещин, микропористости и т. д. Если деталь с такой несплошностью погрузить в жидкость-проникатель или нанести ее на деталь кистью, то благодаря капиллярным силам жидкость проникнет в трещину (фиг. 15, а). Затем жидкость удаляют струёй воды (фиг. 15, в). Деталь сушат. Таким образом, проникатель удаляют с поверхности детали, и он остается лишь в трещинах. На сухую деталь наносят специальный порошок-проявитель (фиг. 15, г). Он действует как промокательная бумага, вытягивая проникатель из трещины и образуя над ней полосу, значительно более широкую, чем раскрытие трещины (фиг. 15, д). Чтобы улучшить видимое изображение дефекта в проникателе растворяют яркий краситель. Такой метод получил название цветной дефектоскопии. После нанесения суспензии деталь просушивают. На ней образуется плотно прилегающий к поверхности детали рыхлый слой проявителя, хорошо впитывающего (абсорбирующего) проникатель из несплошностей. Несколько менее трудоемок люминесцентный метод контроля. При контроле этим методом в проникателе растворяют не краситель, а люминесцирующее вещество. Такое вещество светится, если его облучать, например, ультрафиолетовым светом. Деталь выдерживают несколько минут, после чего. стряхивают с нее проявитель. За это время проявитель впитывает (абсорбирует) проникатель из трещин и налипает возле них. Обработанную таким образом деталь освещают ультрафиолетовым светом и осматривают. Так как наш глаз не воспринимает отраженного от детали ультрафиолетового света, ее поверхность выглядит темной. На темной поверхности ярко светится голубовато-синим светом проникатель, выступивший в местах несплошностей (фиг. 16). Капиллярными методами могут быть выявлены дефекты на любых непористых материалах: алюминии, магнии, пластмассе и т. д. (если они не заполнены каким-либо веществом). Могут быть выявлены трещины шириной от 0, 05 до 0, 01 мм и глубиной от 0, 2 до 0, 03 мм, пористость, микрорыхлоты в магниевых отливках и т. д. Чувствительность зависит от применяемых проникателей, проявителей и методики проведения контроля. Существует много различных вариантов капиллярной дефектоскопии, однако все они содержат следующие основные этапы: Ø подготовка объектов к контролю; Ø обработка объекта дефектоскопическими материалами; Ø проявление дефектов; Ø обнаружение дефектов и расшифровка результатов контроля; Ø окончательная очистка объекта. Технологические режимы операций контроля (продолжительность, температуру, давление, интенсивность внешних физических воздействий) устанавливают в зависимости от требуемого класса чувствительности, используемого набора дефектоскопических материалов, особенностей объекта контроля и типа искомых дефектов, условий контроля и применяемой аппаратуры.
Рис. 8.1 Обнаружение поверхностных несложностей капиллярным методом
Магнитные методы Основаны на регистрации магнитных полей рассеяния над дефектами или магнитных свойств контролируемого объекта. Применяют для обнаружения поверхностных и подповерхностных дефектов в деталях и полуфабрикатах различной формы, изготовленных из ферромагнитных материалов. К ним относятся магнитно-порошковый, магнитно-графический, феррозондовый, магнитно-индукционный и другие методы. Магнитные поля рассеяния над дефектами регистрируются в магнитно-порошковом методе с помощью ферромагнитного порошка или суспензии, в магнитно-графическом — с помощью ферромагнитной ленты и в феррозондовом — с помощью чувствительных к магнитным полям феррозондов. Магнитно-порошковый метод нашел широкое применение на заводах промышленности, ремонтных предприятиях и эксплуатирующих подразделениях. Магнитно-графический метод наибольшее применение получил для контроля сварных соединений. Он позволяет выявлять трещины, непровары, шлаковые и газовые включения и другие дефекты в стыковых сварных швах. Магнитная дефектоскопия. Для контроля ферромагнитных (намагничивающихся) металлов, применяют магнитный метод. При контроле этим методом деталь необходимо намагнитить или поместить в магнитное поле. При этом в ней возникает магнитный поток. Если в детали имеется несплошность, пересекающая магнитные силовые линии, магнитный поток будет искажен (фиг. 17) и часть силовых магнитных линий может выйти за пределы детали. Вышедшая наружу часть магнитного потока называется потоком рассеяния. По нему судят о наличии в детали несплошностей. Для выявления потока рассеяния чаще всего пользуются магнитной суспензией, состоящими из ферромагнитных частиц, взвешенных в жидкости. Такой контроль называют методом магнитной суспензии. При магнитных методах выявляемость несплошности зависит от ориентации последних относительно магнитного потока: трещины и другие несплошности будут выявляться лучше, если они расположены перпендикулярно магнитному потоку. Трещины, расположенные вдоль магнитного потока, обнаружить трудно. Направление магнитного потока зависит от способа намагничивания детали. При полюсном намагничивании и намагничивании в соленоиде магнитный поток параллелен оси детали (фиг. 18, а, б), при циркулярном намагничивании он направлен перпендикулярно оси детали (фиг. 18, в, г), а при комбинированном — под углом к ней. Магнитным методом можно выявлять несплошности в металле как ничем не заполненные, так и заполненные неметаллическими включениями. Выявление несплошностей возможно. если они выходят на поверхность детали или залегают на небольшой глубине (не более 2—3 мм). Недостаток метода магнитной суспензии заключается в сложности определения распространения трещины в глубь металла, преимущества метода — в меньшей трудоемкости контроля по сравнению с капиллярным, в возможности обнаружения несплошностей, заполненных каким-либо веществом, а также в возможности обнаружения подповерхностных несплошностей, т. е. несплошностей, залегающих на небольшой глубине. Наряду с магнитной суспензией для обнаружения потока рассеяния применяют магнитную ленту, а также другие способы. Одним из самых распространенных способов магнитной дефектоскопии является магнитопорошковый, т.е. использование магнитного порошка в качестве обнаружителя магнитного поля дефекта. Этим методом контролируется до 70% всей продукции, подвергаемой проверке на наличие поверхностных и подповерхностных дефектов. Он получил широкое распространение благодаря высокой чувствительности в сочетании с повышенной производительностью и простой технологией. Магнитные частицы порошка, попадая в поле дефекта, намагничиваются и под действием пондеромоторной силы перемещаются в зону наибольшей неоднородности магнитного поля. Однако сила трения препятствует этому движению, поэтому перемещение частиц происходит под действием результирующих составляющих сил и силы тяжести. Порошинки, притягиваясь друг к другу, выстраиваются в цепочки. Эти цепочки ориентируются по магнитным силовым линиям поля (аналогично магнитной стрелке) и, накапливаясь, образуют характерные рисунки в виде валиков, по которым судят о наличии дефекта.
Рисунок 8.2 Различные методы намагничивания деталей
Рентгенодефектоскопия Рентгенодефектоскопия основана на поглощении рентгеновских лучей, которое зависит от плотности среды и атомного номера элементов, образующих материал среды. Наличие таких дефектов, как трещины, раковины или включения инородного материала, приводит к тому, что проходящие через материал лучи ослабляются в различной степени. Регистрируя распределение интенсивности проходящих лучей, можно определить наличие и расположение различных неоднородностей материала.
Рис. 8.3 Схема рентгеновского просвечивания 1 — источник рентгеновского излучения; 2 — пучок рентгеновских лучей; 3 — деталь; 4 — внутренний дефект в детали; 5 — невидимое глазом рентгеновское изображение за деталью; 6 — регистратор рентгеновского изображения.
Интенсивность лучей регистрируют несколькими методами. Фотографическими методами получают снимок детали на плёнке экране. Более эффективен этот метод при использовании электронно-оптических преобразователей. При ксерографическом методе получают изображения на металлических пластинках, покрытых слоем вещества, поверхности которого сообщён электростатический заряд. На пластинах, которые могут быть использованы многократно, получают контрастные снимки. Ионизационный метод основан на измерении интенсивности электромагнитного излучения по его ионизирующему действию, например, на газ. В этом случае индикатор можно устанавливать на достаточном расстоянии от изделия, что позволяет контролировать изделия, нагретые до высокой температуры. Чувствительность методов рентгенодефектоскопии определяется отношением протяжённости дефекта в направлении просвечивания к толщине детали в этом сечении и для различных материалов составляет 1—10%. Применение рентгенодефектоскопии эффективно для деталей сравнительно небольшой толщины, т.к. проникающая способность рентгеновских лучей с увеличением их энергии возрастает незначительно. Рентгенодефектоскопию применяют для определения раковин, грубых трещин, ликвационных включений в литых и сварных стальных изделиях толщиной до 80 мм и в изделиях из лёгких сплавов толщиной до 250 мм. Для этого используют промышленные рентгеновские установки с энергией излучения от 5—10 до 200—400 кэв (1 эв = 1, 60210 · 10-19 Дж). Изделия большой толщины (до 500 мм) просвечивают сверхжёстким электромагнитным излучением с энергией в десятки Мэв, получаемым в бетатроне. Гамма-дефектоскопия Гамма-дефектоскопия имеет те же физические основы, что и рентгенодефектоскопия, но используется излучение гамма-лучей, испускаемых искусственными радиоактивными изотопами различных металлов (кобальта, иридия, европия и др.). Используют энергию излучения от нескольких десятков кэв до 1—2 Мэв для просвечивания деталей большой толщины. Этот метод имеет существенные преимущества перед рентгенодефектоскопией: аппаратура для гамма-дефектоскопии сравнительно проста, источник излучения компактный, что позволяет обследовать труднодоступные участки изделий. Кроме того, этим методом можно пользоваться, когда применение рентгенодефектоскопии затруднено (например, в полевых условиях). При работе с источниками рентгеновского и гамма-излучений должна быть обеспечена биологическая защита. При радиационном контроле используют, как минимум, три основных элемента:
Рис. 8.4 Схема просвечивания 1 - источник; 2 - объект контроля (ОК); 3 – детектор
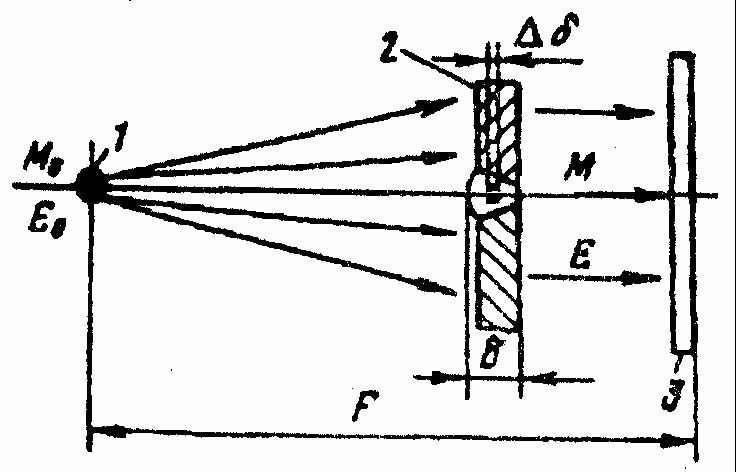
При прохождении через изделие ионизирующее излучение ослабляется - поглощается и рассеивается. Степень ослабления зависит от толщины δ, плотности ρ и атомного номера z материала контролируемого объекта, а также от интенсивности М и энергии Е излучения. При наличии в веществе внутренних дефектов размером Δ ρ изменяются интенсивность и энергия пучка излучения. Методы радиационного контроля различаются способами детектирования дефектоскопической информации и соответственно делятся: Ø радиографические; Ø радиоскопические; Ø радиометрические. Изделия просвечиваются с использованием различных видов ионизирующих излучений. Этими методами можно просвечивать стальные изделия толщиной от 1 до 700 мм. Специалисты по неразрушающему контролю должны работать в контакте с конструкторами изделий, материаловедами и технологами.
Рис. 8.5 Схемы просвечивания объекта контроля (ОК) со сварным швом а — без скоса кромок, б — с кромками Х-образной разделки; 1 — источник излучения; 2 — ОК; 3 — пленка
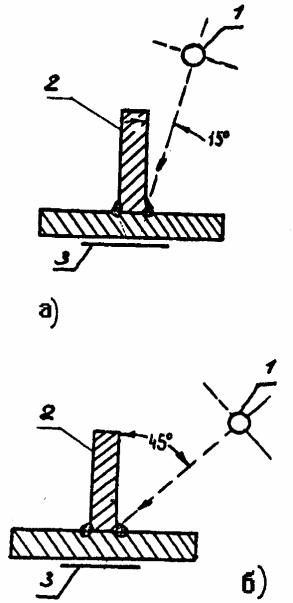
Рис. 8.6 Схемы просвечивания угловых сварных соединений 1 — источник излучения; 2 — ОК; 3 — пленка
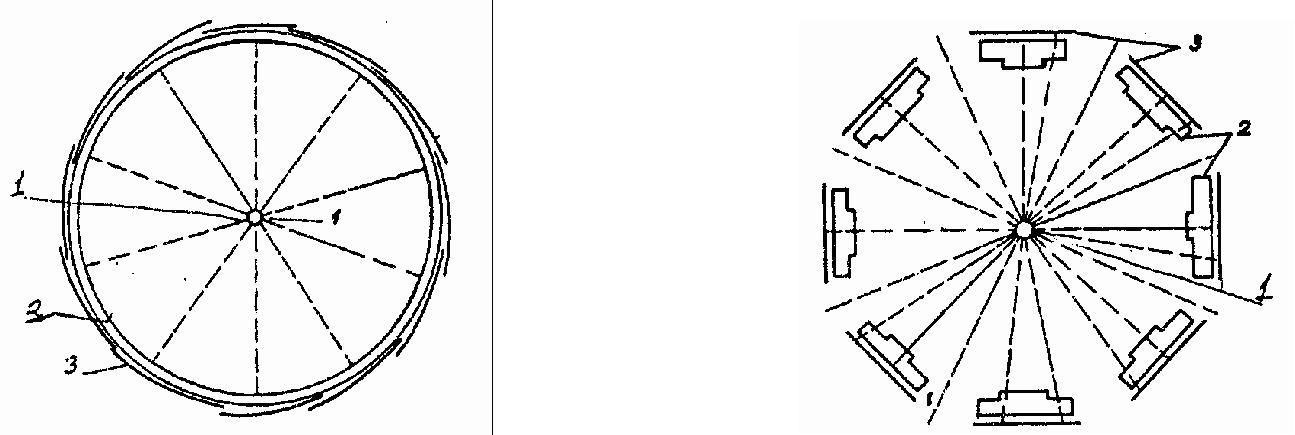
Рис. 8.7 Схема просветки кольцевого стыкового сварного соединения через две стенки 1 — источник излучения; 2 — ОК; 3 — пленка; 4 — пластинчатый эталон чувствительности с толщиной 2% от удвоенной толщины стенки; 5 — пластинчатый эталон чувствительности с толщиной 2% от толщины одной стенки; 6 — участки (экспозиции) при контроле (не менее 6).
а) б)
Рис. 8.8 Схема панорамного просвечивания труб а - труб большого диаметра; б - нескольких одинаковых по толщине ОК 1 — источник излучения; 2 — ОК; 3 — пленки. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 782; Нарушение авторского права страницы