|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Опорно-осевое подвешивание тяговых электродвигателейСтр 1 из 4Следующая ⇒
Введение Колесно-моторный блок (рис. 1) — узел локомотива, состоящий из тягового электродвигателя, тягового редуктора, зубчатой передачи, колёсной пары и предназначенный для передачи тяговой мощности (крутящего момента) электродвигателя и весовой нагрузки локомотива на колёсную пару. Блок тепловоза выполнен с опорно-осевой подвеской тягового электродвигателя и односторонней зубчатой передачей. Тяговый электродвигатель одной стороной жестко опирается на ось колесной пары через моторно-осевые подшипники, а другой стороной - опорным приливом упруго через пружинную подвеску на раму тележки. При такой подвеске практически половина массы ТЭД жестко связана с необрессоренными массами колесной пары и составляет на одном КМБ около 4250 кг. Конструкция колесно-моторного блока зависит от типа подвешивания статора тягового электродвигателя и характера передачи весовой нагрузки локомотива на колёсную пару, от силы тяга, тормозной силы поезда, воздействия рельсового пути на колёсную пару и т. п. На грузовых локомотивах применяется опорно-осевое подвешивание, когда статор двигателя опирается через упругие элементы локомотивной тележки на раму или траверсу и через моторно-осевые подшипники — на ось колёсной пары. Вращающий момент тягового электродвигателя передается на колесную пару через одноступенчатую зубчатую передачу; шестерню, напрессованую на вал якоря и находящуюся в постоянном зацеплении с упругим зубчатым колесом колесной пары. Шестерня и зубчатое колесо закрыты кожухом, который крепится болтами в трех точках к остову электродвигателя. Для защиты от пыли и влаги торец моторно-осевого подшипника со стороны коллектора электродвигателя закрыт хомутом, который выполнен в виде двух полуколец, армированных войлоком. Торец моторно-осевого подшипника со стороны зубчатой передачи находится в контакте со ступицей зубчатого колеса. Для улучшения смазывания торцовых поверхностей на торцах передних половин вкладышей выполнено по две прорези, в которые при сборке устанавливают войлочные полосы размерами 6x10x160 мм. Общее перемещение тяговрго электродвигателя относительно оси должно быть не более 1, 2 мм.
Тяговый электродвигатель Тяговый электродвигатель (рис. 2) — электрический двигатель, предназначенный для приведения в движение транспортных средств. Вращающиеся тяговые электродвигатели регулируются ГОСТ 2582-2013 (кроме аккумуляторных погрузочно-разгрузочных машин, электротягачей, электротележек и теплоэлектрических автотранспортных систем). Основное отличие тягового электродвигателя от обычных электродвигателей большой мощности заключается в условиях монтажа двигателей и ограниченном месте для их размещения. Это привело к специфичности их конструкций (ограниченные диаметры и длина, многогранные станины, специальные устройства для крепления и т. п.). При эксплуатации тяговых двигателей имеют место частые механические, тепловые и электрические перегрузки, тряска и толчки. Поэтому при разработке их конструкции предусматривают повышенную электрическую и механическую прочность деталей и узлов, теплостойкую и влагостойкую изоляцию токоведущих частей и обмоток, устойчивую коммутацию двигателей. Тяговые двигатели должны иметь характеристики, обеспечивающие высокие тяговые и энергетические свойства (особенно КПД) подвижного состава. Развитие полупроводниковой техники открыло возможности перехода от двигателей с электромеханической коммутацией к бесколлекторным машинам с коммутацией при помощи полупроводниковых преобразователей. Из-за тяжелых условий работы и жестких габаритных ограничений тяговые двигатели относят к машинам предельного использования. Классификация: Тяговые электродвигатели классифицируют по: роду тока: · постоянного (в том числе выпрямленного многофазного пульсирующего до 10 %), · пульсирующего (в том числе выпрямленного однофазного пульсирующего более 10 %), · переменного; типу: · ДПТ (с последовательным возбуждением), · синхронные, · асинхронные; · типу подвешивания ТЭД: · опорно-осевое, · опорно-рамное; · способу питания электроэнергией: · от контактной сети, · от бортового источника питания (аккумулятор, дизель-генератор, топливный элемент и др.); конструкции: · коллекторные и бесколлекторные (бесконтактные, вентильные), · вращающиеся (цилиндрические и торцевые) и линейные (цилиндрические и плоские); режиму работы: · работающие в продолжительном режиме, · работающие в кратковременном режиме (рабочий период 15-90 минут), · работающие в повторно-кратковременном режиме (продолжительность включения 15-60 %); · степени защиты (в соответствии с ГОСТ 14254); · климатическому исполнению (в соответствии с ГОСТ 15150 и ГОСТ 15543); способу охлаждения: · с независимой вентиляцией, · с самовентиляцией, · обдуваемые, · с естественным охлаждением. Тяговый электродвигатель, по сути, представляет сбой электродвигатель с передачей вращающего момента на движитель транспортного средства (колесо, гусеницу или гребной винт). В конце XIX века было создано несколько моделей безредукторных ТЭД, когда якорь насаживается непосредственно на ось колёсной пары. Однако даже полное подрессоривание двигателя относительно оси не избавляло конструкцию от недостатков, приводящих к невозможности развить приемлемую мощность двигателя. Проблема была решена установкой понижающего редуктора, что дало возможность значительно увеличить мощность и развить достаточную для массового применения ТЭД на транспортных средствах силу тяги. Помимо основного режима тяговые электродвигатели могут работать в режиме генератора (при электрическом торможении, рекуперации). Существенным моментом использования ТЭД является необходимость обеспечения плавного пуска-торможения двигателя для управления скоростью транспортного средства. Вначале регулирование силы тока осуществлялось за счёт подключения дополнительных резисторов и изменения схемы коммутации силовых цепей (при наличии нескольких ТЭД — переключения их по мере разгона с последовательного соединения на последовательно-параллельное, и далее на параллельное). С целью уйти от бесполезной нагрузки и повысить КПД стали применять импульсный ток, регулировка которого не требовала резисторов. В дальнейшем стали использоваться электронные схемы, обслуживаемые микропроцессорами. Для управления данными схемами (вне зависимости от их устройства) применяются контроллеры, управляемые человеком, определяющим требуемую скорость транспортного средства. Характеристики Как правило, определяются следующие характеристики ТЭД: · Электромеханические (типовые) · зависимости от тока якоря · частоты вращения · вращающего момента · КПД · Электротяговые · зависимости от тока якоря · окружной скорости движущих колёс ПС · силы тяги · КПД на ободе движущих колёс ПС · Тяговые · Тепловые (зависимость температур отдельных частей ТЭД от времени при различной силе тока); · Аэродинамические (характеризуют обдув двигателя). Очистка воздуха Для вентиляционных систем электроподвижного состава обеспечение чистоты охлаждающего воздуха имеет важное значение. Воздух, поступающий в вентиляционную систему двигателей, содержит пыль, а также металлические частицы, образующиеся при истирании тормозных колодок. Зимой также может захватываться 20—25 г/m³ снега. Полностью избавиться от этих загрязнений невозможно. Сильное загрязнение проводящими частицами приводит к повышенному износу щеток и коллектора (из-за повышенного нажатия щеток). Ухудшается состояние изоляции и условия её охлаждения.
Рис. 4 Траверсное опорно-осевое подвешивание тяговых двигателей
1, 7 – кронштейн двигателя; 2 – опорные стержни; 3, 5 – опорные балки; 4 – пружина; 6, 8 - предохранительный кронштейн; 9 – отверстия; 10 – кронштейн рамы; 11- тяговый электродвигатель;
Натяг пружин выбирают таким, чтобы при установке траверсы не было зазора между верхней балкой 5 и кронштейнами рамы тележки, когда тяговый двигатель выступами опирается на траверсу. Для этого необходимо, чтобы усилие начального натяга пружин было равно нагрузке двигателя, приходящейся на траверсу. Недостатком этой конструкции является износ направляющих стержней 2 в местах соприкосновения со втулками, верхней 3 и нижней 5 балок, а также износ трущихся поверхностей кронштейнов и 7. На пружины 4 действуют примерно половина веса тягового двигателя и силы его реакции; рассчитывают их так, чтобы при наибольшей силе тяги между витками оставался зазор.
Рис. 5 Маятниковое подвешивание тяговых двигателей 1 – резиновые шайбы; 2, 5 – стальные шайбы; 3 – гайка; 4 – подвеска; 6 – кронштейн; 7 – болты; 8 – втулка; 9 – валик; 10 – прилив; 11 – тяговый двигатель; Моторно-осевые подшипники Моторно-осевые подшипники(рис. 6) имеют разъемные вкладыши 1 и 3, изготовленные из бронзы. Положение вкладышей в корпусе электродвигателя фиксируется шпонкой 2. Верхние вкладыши 1 вкладывают в остов двигателя, нижние 3 с вырезом 180х60 мм для подвода смазки прижимаются корпусами подшипников 12, которые имеют камеры для размещения смазывающего польстерного устройства, четырьмя болтами 15 каждый, момент затяжки болтов — 1250—1420 Н • м (125—142 кгс м). Вкладыши осевых подшипников левой и правой сторон электродвигателя взаимозаменяемы. Во избежание повышенных краевых по вкладышам давлений от прогиба оси колесной пары расточку внутренней поверхности вкладышей выполняют по гиперболе. Разность диаметров гиперболической расточки на краях рабочей поверхности вкладышей и в средней части составляет 1 мм. Строительный диаметральный зазор в осевом подшипнике по вершине гиперболы составляет 0, 5—0, 86 мм. В процессе эксплуатации допускается увеличение зазора до 1, 8мм и производить восстановительную расточку вкладышей следует в виде корсета. Смазывание моторно-осевых подшипников осуществляется польстерным устройством, укрепленным на дне корпуса подшипника 12. Элементом, подающим смазку к узлу трения, является польстерный пакет (фитиль) 13. Он собран из трех пластин тонкошерстного каркасного войлока размерами 13х157х190 мм. Каждая пластина состоит из четырех спрессованных слоев тонкошерстного войлока, между которыми проложена шерстяная ткань, состоящая из 50 % шерсти и 50 % штапельно-вискозного полотна. В качестве заменителя, как показал опыт эксплуатации, польстерный пакет можно собирать из двух войлочных пластин 8х157х190 мм и 12 хлопчатобумажных фитилей шириной 80 и длиной 200 мм, уложенных между ними в два ряда. Польстерный пакет 13 закреплен в подвижной коробке 4 с выступанием рабочего торца пакета на 16±1 мм относительно кромки коробки. Коробка для обеспечения ее перемещения без перекосов и заеданий в направляющих корпуса 5 подпружинена четырьмя пластинчатыми пружинами по две снизу и сверху. Каждая пластинчатая пружина одним концом прикреплена к коробке и имеет возможность свободно перемещаться в пазе корпуса коробки при ее деформации. Коробка с польстерным пакетом в направляющих корпуса 5 постоянно поджимается усилием 40—60 Н (4—5 кгс) винтовыми пружинами 9 посредством рычага 8 через окно во вкладыше 3 к шейке оси колесной пары. Рычаг 8 и пружины 9 закреплены осями 6 и 7 на корпусе 5. Для удержания рычага в поднятом положении при проведении работ, связанных с выемкой польстерного пакета, на ось 7 установлен пружинный фиксатор 10, свободный конец которого выполнен такой длины и конфигурации, что при неопущенном в рабочее положение рычаге 8 он не дает возможности установить крышку 11 на корпус подшипника 12. Масляная ванна корпуса подшипника в нижней части имеет отстойник для конденсата со сливной пробкой 14, а сверху она закрыта через паронитовую прокладку крышкой 11. Заполняется масляная ванна через отверстие в боковой стенке корпуса подшипника осевым маслом Л, 3 и С в зависимости от времени года и местности эксплуатации тепловоза. С целью устранения возможности переполнения маслом корпуса подшипника и перетекания его в кожух тягового редуктора кромка заправочного отверстия определяет наибольший уровень смазки, соответствующий 6 л. Наименьший допустимый уровень смазки контролируется риской на щупе маслоуказателя 16, закрывающем заправочное отверстие польстерной камеры осевого подшипника. В целях дальнейшего повышения работоспособности осевых подшипников, особенно при эксплуатации в северных районах, тепловозы оборудуются электродвигателями ЭД-181Б с циркуляционной системой смазывания. В целом колесно-моторные блоки с ЭД-118А и ЭД-118Б взаимозаменяемы на тележках тепловоза. Тяговый редуктор Тяговый редуктор состоит из шестерни, насаженной в горячем состоянии на конический хвостовик вала якоря двигателя, зубчатого колеса, укрепленного на оси колесной пары, и кожуха редуктора, предохраняющего зубчатую пару от пыли и грязи и служащего резервуаром для масла. У всех грузовых и маневровых тепловозов передаточное число и модуль зацепления унифицированы. Для того чтобы повысить изгибную и контактную прочность зубьев, их коррегируют, т. е. выполняют со смещением. Коррекция заключается в смешение зуборезного инструмента от номинального положения на некоторые расстояния х при нарезании зубьев колеса и шестерни. Межосевое расстояние, полученное при зацеплении зубчатого колеса и шестерни, обработанных таким способом, складывается из суммы радиусом их делительных окружностей и суммы их смешений. Например, для грузовых и маневровых тепловозов сумма радиусов делительных окружностей колеса и шестерни равна 460 мм, а сумма их смешений 8, 8 мм и поэтому межосевое расстояние тягового редуктора равна 468, 8 мм. Зубчатая передача, являющаяся обязательным элементом тягового привода современных локомотивов с электродвигателями, обеспечивает работу тягового двигателя в режиме наиболее экономичной частоты вращения, сохраняя благоприятные условия для осмотра, смены и ремонта передачи. Тяговый редуктор соединяет тяговый электродвигатель или дизель с колесной парой. Он предназначен для повышения вращающего момента, передаваемого тяговым электродвигателем на колесную пару, и обеспечения заданной длительной и конструкционной скоростей движения тепловоза. На магистральных тепловозах используют односторонний тяговый редуктор. Применяют упругие зубчатые колеса, что способствует уменьшению динамических усилий в зацеплении зубьев. Вращающий момент от якоря тягового электродвигателя к полому валу колесной пары передает тяговый редуктор. Ведущая и ведомая шестерни тягового редуктора закрыты кожухом, наполненным смазкой.
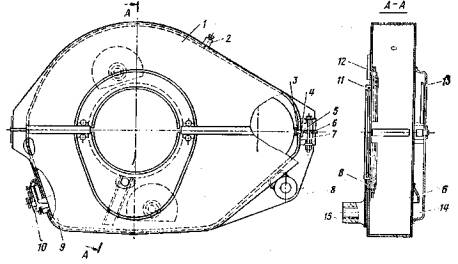
Шестерня Шестерня изготавливается из стали 12Х2Н4А. Поверхности зубьев и впадин шестерен цементируют на глубину 1, 6—1, 9 мм (после шлифовки) и подвергают закалке до твердости HRC³ 59; твердость сердцевины зуба и обода — HRC³ 35. С целью повышения усталостной прочности при изгибе шестерен исходный профиль впадин зубьев выполняют с выкружками (протуберанцами) и не шлифуют. Продольных скосов зубья шестерен не имеют, как на прежних жестких передачах, а влияние перекоса компенсируется самоустанавливающимся зубчатым венцом упругого колеса. После закалки и шлифовки профиль зуба и впадин шестерни подвергают магнитной дефектоскопии. Посадка шестерни производится в нагретом до 443 К (170° С) состоянии на конический (конусность 1: 10) хвостовик вала якоря тягового электродвигателя с осевым натягом 1, 3 -1, 45мм. Перед насадкой шестерни на вал сопрягаемые их посадочные поверхности проверяют на прилегание по краске (прилегание должно быть не менее 75 %). На валу электродвигателя шестерни от сползания с конуса в нагретом состоянии дополнительно крепят гайкой с моментом затяжки 500 Н • м (50 кгс • м) и контрятся отгибочной шайбой. Для съема шестерни гидрораспрессовкой на торце вала электродвигателя предусмотрено резьбовое отверстие с выходом на сопрягаемую посадочную поверхность под установку специального ручного гидронасоса. 4.2. Зубчатое колесо Зубчатое колесо (рис. 9) состоит из зубчатого венца 6, который через упругие элементы 1 и 2 посредством тарелок 19, призонных втулок 4, болтов 11 и гаек 3 соединен со ступицей 20, насаженной на ось колесной пары с натягом 0, 16-0, 22 мм, и жестко центрирован через ролики 10 по ее сферической поверхности. Момент затяжки болтов крепления тарелок 80 - 90 Н • м (8—9 кгс • м). Зубчатый венец изготавливают из стали 45ХН. Рабочая поверхность зубьев подвергается секторной закалке токами высокой частоты на глубину 3—5 мм и по.высоте 4—б мм от впадины зуба до твердости HRC 50, твердость сердцевины зуба и обода венца НВ255—НВ302. Впадины зубьев упрочняют накаткой роликами диаметром 120 мм с усилием 85—95 кН (8500—9500 кгс). После закалки и шлифовки профиль зуба и впадины венца подвергают магнитной дефектоскопии. Упругие элементы для получения нелинейной характеристики тангенциальной жесткости зубчатого колеса выполнены разной жесткости двух типов. Восемь элементов 1 (малой жесткости) имеют жесткость (125—135)104 Н/м (125—135кгс/мм) и установлены в отверстия диаметром 70 мм тарелок и зубчатого венца по скользящей посадке. Они состоят из пальца 22, на наружную профильную поверхность которого насажены резиновые амортизаторы 24 и 23, предварительно вставленные в металлические втулки 5, 7 и 8. Втулки 5 и 7 выполнены с ограничительными буртами, препятствующими одностороннему свободному осевому перемещению по ним венца. Поэтому сформированные упругие элементы 1 устанавливают на колесе по четыре ограничительными буртами на каждой стороне зубчатого венца. Упругие элементы в тарелках и венце закрепляют стопорными пружинными кольцами 21. Восемь других упругих элементов 2 имеют большую жесткость, равную (47—50) 106 Н/м (470—500 кгс/мм). Они установлены в отверстия тарелок по скользящей посадке, а в отверстие венца — с радиальным зазором 4 мм. Упругий элемент 2 также состоит из профильного пальца 15, на концы которого напрессованы резиновые амортизаторы 17, предварительно вставленные в металлические втулки 16 и 18. Для предотвращения сползания втулка 16 имеет ограничительный бурт и проточку, а втулка 18 — две проточки под установку стопорных пружинных колец 21. Необрезиненная поверхность пальца выполнена бочкообразной (радиусом 270 мм). Все резиновые амортизаторы упругих элементов изготовляют из маслобензостойкой резины. Формирование упругих элементов производится способом запрессовки резиновых амортизаторов в металлическую арматуру, при этом посадочные поверхности предварительно смазывают смесью из 30 % касторового масла и 70 % этилового спирта. Сформированные упругие элементы для стабилизации сцепления резины с металлом выдерживают в течение 20 дней при температуре 288—303 К (15—30° С) без нагружения и доступа света. При сборке упругого зубчатого колеса между венцом и ступицей устанавливают без сепаратора 90 роликов 10 размером 15х25 мм, которые обеспечивают относительное поворачивание венца и ступицы через тело качения, жесткую их центровку и разгрузку упругих элементов от радиальных усилий в зубчатом зацеплении тяговой передачи. Для возможности самоустановки зубчатого венца поверхность ступицы под роликами выполнена сферической радиусом 300 мм и упругие элементы сформированы с зазорами до 5 мм между ограничительными буртами втулок. Поверхности венца и ступицы под роликами термообработаны до твердости HRC 48. В целях предотвращения выпадания пальцев 15 и 22 с наружных сторон тарелок прикреплены ограничительные кольца 9. Тарелки, втулки и пальцы изготовлены из стали 45 или 38ХС и термообработаны с целью повышения износостойкости гнезд под упругие элементы. Передача вращающего момента зубчатым колесом, имеющим упругие элементы разной жесткости двух типов, осуществляется как бы в два этапа: сначала при малом вращающем моменте в работу вступают упругие элементы 1 с меньшей жесткостью, а затем с увеличением вращающего момента (при трогании) венец поворачивается, и при угле поворота примерно Г вступают в работу более жесткие элементы 2. Таким образом обеспечивается требуемая нелинейная характеристика тангенциальной жесткости упругого зубчатого колеса. Для осмотра состояния деталей упругого зубчатого колеса при ремонтах, а также замены упругих элементов предусмотрена возможность полной его разборки без расформирования колесной пары. Разборка производится в сторону противоположного колесного центра. Применение в тяговом редукторе упругого зубчатого колеса позволило значительно (в 3 раза) снизить динамические нагрузки, возникающие в зацеплении при движении тепловоза, и, как показал опыт эксплуатации тепловозов, главное — достичь эксплуатационной долговечности зубчатой передачи не менее 1, 2 млн. км пробега. Для создания масляной ванны и предохранения зубчатых колес и шестерен от песка, пыли и других абразивных материалов тяговая зубчатая передача помещена в кожухе. Кожух тягового редуктора Кожух тягового редуктора (рис.10) состоит из двух разъемных сварной конструкции половин верхней 1 и нижней 9 с линией разъема по центрам шестерни и зубчатого колеса. Между верхней и нижней половинами кожуха для уплотнения разъема по всему периметру в паз, образованный приваренными изнутри и снаружи верхней половины кожуха накладками 3 и 4, укладывают уплотнительную резиновую трубку 5. Скрепляют две половины четырьмя болтами 7 через прокладки 6 толщиной, обеспечивающей установку уплотнительной трубки по разъему с преднатягом.
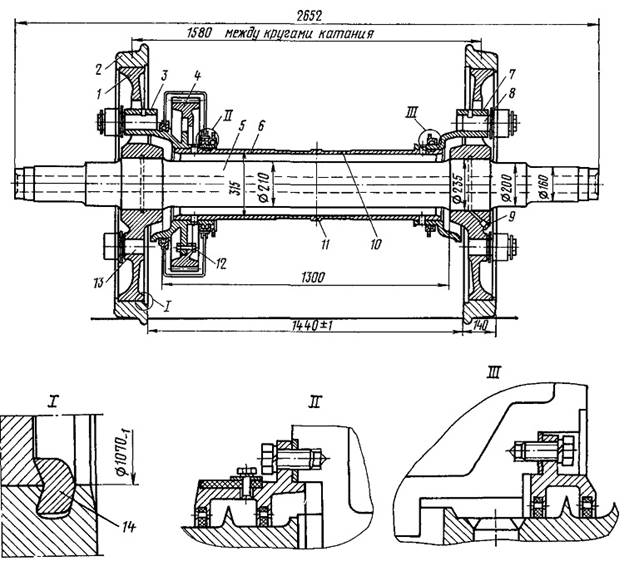
Рис. 10. Кожух тягового редуктора 1 – верхний корпус кожуха; 2- сапун; 3, 4 – накладки; 5 – резиновая трубка; 6 – прокладки; 7 – болты; 8 – бонка; 9- нижний корпус кожуха; 10 – резьбовая пробка; 11- войлочные полукольца; 12- полукольца; 13 – отрожательное полукольцо; 14 – расширительный короб; 15 – бонки; Кожух центрируют горловиной по бурту вкладыша осевого подшипника и жестко крепят к остову тягового электродвигателя в трех точках болтами М42 через две бонки 15, приваренные к несущей боковой стенке вблизи центра зубчатого колеса для восприятия основной массы кожуха, и бонку 8, приваренную на нижней половине к листу и обечайке для обеспечения правильной установки кожуха относительно зубчатого колеса. С помощью прокладок, устанавливаемых под бонки крепления, регулируют зазор между торцами зубчатого колеса и стенками кожуха (который должен быть не менее 8 мм), а также радиальный зазор между ступицей колесного центра и горловиной кожуха (который должен быть не менее 1, 5 мм). Регулирование зазоров необходимо из-за износа осевого подшипника в процессе эксплуатации. Момент затяжки болтов должен быть 1400—1600 Н • м (140—160 кгс • м). Кожух от внешней среды в месте соприкосновения горловины с буртом вкладыша осевого подшипника уплотняют войлочными полукольцами 11, уложенными в пазы горловины, а по отверстию монтажа ведущей шестерни установкой с преднатягом войлочного кольца между стенкой кожуха и подшипниковым щитом тягового электродвигателя. По оси уплотнение кожуха выполнено бесконтактным с дополнительным расширительным коробом 14, который имеет отражательное полукольцо 13 и в нижней части отверстие Б для возврата проникшей смазки снова в полость кожуха. Герметичность сварных соединений кожуха проверяют керосином. Особое внимание уделяют уплотнению между кожухом и осевым подшипником, так как смазки разные и их смешивание резко снижает работоспособность рассматриваемых узлов и особенно польстерного устройства смазки осевого подшипника вследствие замасливания фитилей вязкой смазкой зубчатой передачи. Это уплотнение выполнено бесконтактным лабиринтно-кольцевым, образованным отбойным кольцом на ступице зубчатого колеса и желобом, который удерживается полукольцами 12 (по одному на каждой половине), приваренными внутри на несущей боковине кожуха. На пути уплотнения в нижней части полукольца 12 имеется отверстие В, которое служит для отвода проникшей через уплотнение смазки за пределы кожуха. Колесная пара Колесная пара (рис. 11) тележки с опорно-рамным подвешиванием тяговых электродвигателей отличается от колесных пар с опорно-осевой подвеской наличием звена, обеспечивающего свободное перемещение оси колесной пары относительно тягового электродвигателя. Главные элементы колесной пары: колесные центры и бандажи с укрепляющими кольцами; ось и полый вал, надетый на ось с гарантированным радиальным зазором 35 мм. Все колесные пары тележки одинаковые и имеют упругое поперечное перемещение ±8 мм за счет резиновых амортизаторов буксовых поводков. Для улучшения горизонтальной динамики средняя колесная пара относительно буксы имеет свободный поперечный разбег ±14 мм. Поперечное перемещение оси обеспечивается тем, что в буксе средней оси не установлен шариковый подшипник, фиксирующий положение оси относительно буксы. Привод передачи крутящего момента от тягового электродвигателя к колесу определил конструктивные особенности колесной пары и прежде всего колесного центра. Колесные центры дисковые, литые из стали 25JI-III (ГОСТ 977—65) с наружным диаметром 1070 мм. На колесном центре два прилива с отверстиями диаметром 70 мм и два отверстия диаметром 200 мм, выполненных при литье. В отверстия диаметром 70 мм запрессовывают пальцы крепления поводка, соединяющего колесный центр и траверсу эластичной муфты. Через отверстия диаметром 200 мм проходят цапфы привода полого вала, в которые запрессовывают пальцы крепления поводка, соединяющего полый вал с траверсой. Отверстия диаметром 70 и 200 мм расположены на тех же радиусах от центра, что и у колесных центров тепловоза ТЭП60. В средней части на внутренней поверхности ступицы колесного центра сделана проточка, соединенная каналом с наружной поверхностью ступицы, служащая для гидравлического ослабления натяга (0, 16—0, 22 мм) между колесным центром и осью при демонтаже колесной пары. В эксплуатации канал в ступице заглушают резьбовой пробкой. Обработанный колесный центр балансируют статически. Допустимый дисбаланс не более 12, 5 кгс/см. На колесный центр с натягом 1 — 1, 45 мм насаживают в горячем состоянии бандаж. Колесные центры формируют, т. е. собирают с осью тепловым способом. Перед посадкой колесного центра поверхность оси под посадку покрывают лаком ВДУ-3 или клеем ГЭН-150 в 12—15 слоев. Бандаж из стали марки Ш (ГОСТ 398—71) изготавливают шириной 140 мм. Диаметр по кругу катания 1220+ -у- мм. Профиль бандажа по ГОСТ 11018—64. Осевую фиксацию бандажа на колесном центре выполняют обычным способом при помощи укрепляющего кольца, которое заводят в выточку бандажа при его температуре не ниже 200°С. После установки укрепляющего кольца прижимной бурт бандажа обжимают и внутреннюю его поверхность протачивают до диаметра 1070-1 мм. Наличие точеного диаметра позволяет в эксплуатации определять величину износа бандажей по кругу катания без выкатки колесных пар из-под тепловоза.
Ось колесной пары из стали марки ОСЛ (ГОСТ 4728—72) выполнена полой с диаметром центрального отверстия 70 мм, диаметр шейки 160 мм, в средней части 210 мм, а в местах посадки колесных центров 235 мм. Размеры буксовых шеек, подступичных частей, переходных галтелей и общая длина такие же, как у оси тепловоза ТЭП60. Рис. 11. Колесная пара:
12. Зубчатая передача Зубчатая передача– это механизм, который с помощью зубчатого зацепления передает или преобразует движение с изменением угловых скоростей и моментов. Зубчатая передача состоит из колес с зубьями, которые сцепляются между собой, образуя ряд последовательно работающих кулачковых механизмов. Зубчатые передачи применяют в тех случаях, когда необходимо сохранить угловые скорости и крутящие моменты на валах механизмов в требуемом соотношении по величине и направлению. Принцип действия зубчатой передачи основан на зацеплении пары зубчатых колес. Тепловозные зубчатые передачи при опорно-осевой подвеске двигателя работают в очень тяжелых условиях, обусловленных значительными динамическими нагрузками и концентрациями их на малом участке зубьев, перекосом зубчатых колес от деформации оси и вала якоря, а также перекосом остова тягового электродвигателя вследствие зазоров в осевом подшипнике, которые в эксплуатации могут достигать 2 мм и более. Динамические нагрузки на зубья передачи вызываются как внешними, так и внутренними причинами. К числу внешних причин относятся колебания колесной пары вертикальной плоскости при неровностей пути. Внутренними причинами являются неизбежные неточности при изготовлении и сборке передачи, влияние которых прогрессирует с ростом износа сопряженных деталей. По мере износа ударные вибрационные нагрузки резко увеличиваются, что объясняется нарушением эвольвентного профиля зубьев при их износе. Динамические нагрузки, действующие в зубчатой передаче, вызывают не только быстрый износ и разрушение зубьев, но и снижают надежность электродвигателя. Достоинства зубчатых передач: 1.Постоянство передаточного отношения i. 2.Надежность и долговечность работы. 3.Компактность. 4.Большой диапазон передаваемых скоростей. 5.Небольшое давление на валы. 6.Высокий КПД. 7.Простота обслуживания. Недостатки зубчатых передач: 1.Необходимость высокой точности изготовления и монтажа. 2.Шум при работе со значительными скоростями. 3.Невозможность бесступенчатого регулирования передаточного отно- шения i.
Смазка тягового редуктора Тяговые редукторы на тепловозах смазывают, как правило, высоковязкими маслами, хорошо удерживающимися на поверхностях трения. Для этой цели применяют тяжелые остатки от перепонки нефти вязкостью около 1100 ест при 99 С, но в большинстве случаев надежная эксплуатация обеспечивается при работе на маслах вязкостью порядка 500 ест при 99 С. Для первоначальной заправки редуктора требуется около 7 л масла, и поскольку утечка масла из него неизбежна, уровень масла в картере редуктора следует проверять и дозаправлять его по меньшей мере один раз в месяц. Для смазки шестерен тягового редуктора применяют специальную осерненную смазку, изготовляемую по ТУ 32ЦТ-006—68. Состав осерненной смазки для летнего периода: трансмиссионное автотракторное масло (нигрол) 93, 5—94, 5% по ГОСТ 542—50, гудронное сало 4—5%, сера 1, 5 ±0, 2% по ГОСТ 127—64, едкий натр по ГОСТ 2263—59 по расчету. На рисунке 3 представлена схема уплотнений кожуха и система сточных каналов для смазки. Состав осерненной смазки для зимнего периода: трансмиссионное автотракторное масло (нигрол) 96, 0—97, 0%, гудронное сало 1, 5—2, 5%, сера 1, 5±0, 2%, едкий натр по расчету; гудронное сало по ТУ завода-изготовителя смазок. Взамен смазки по ТУ 32ЦТ-006—68 вводится смазка ТУ 32ЦТ-551—73. Уровень смазки в кожухе определяется из условия покрытия смазкой зубьев ведомой шестерни, для чего требуется около 2 кг смазки. Зубчатая передача тягового редуктора смазывается способом окунания, при котором зубчатое колесо захватывает смазку из нижней части кожуха и подает на рабочую часть зацепления с зубьями шестерни. В нижнюю половину кожуха заливается смазка СТП в количестве 5 кг. При этом зубья колеса погружаются в масло, не превышая окружности впадин, которое благодаря своим высоким показателям вязкости создает на поверхности зубьев непрерывный стабильный смазочный слой и в то же время стекает в нижнюю часть кожуха. Смазка СТП зубчатой передачи тягового редуктора, как показал опыт эксплуатации, обладает хорошей влагостойкостью и устойчивостью к окислению, имеет высокий показатель вязкости и удовлетворительные смазывающие качества при низких температурах 223 К (—50° С). Для предупреждения повышения давления газов в кожухе на его верхней половине установили сапун, соединяющий полость кожуха с атмосферой. В эксплуатации контроль уровня смазки и ее дозаправку производят через горловину, закрытую резьбовой пробкой. Уровень смазки ограничивается нижним краем заправочной горловины. 13. Заключение В процессе выполнения настоящей работы я теоретически повторил устройство колесно-моторного блока тепловоза, под которым понимаются устройства для передачи тяговой мощности электродвигателя на колесную пару. Так же изучил подвешивания тяговых двигателей и особенности их применения, тяговую передача редуктора, изучил технологический процесс ремонта этих узлов при текущем ремонте. Изучил правила техники безопасности при ремонте и демонтаже, как теоретически, так и практически, во время прохождения слесарной практики. Считаю, что поездная практика помогли мне закрепить теоретические знания, полученные в училище, и подготовиться к самостоятельной работе.
Список литературы 1. Правила МПС России от 26.05.2000 № ЦРБ-756 «Правила технической эксплуатации железных дорог Российской Федерации». 9. В.Е. Конов, Н.М. Хуторский, А.В. Скалин Тепловозы. Механическое оборудование. Устройство и ремонт – Желдориздат. Трансинфо – М. 2005г. Введение |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 3577; Нарушение авторского права страницы