
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контрольные карты доли дефектных изделий
Цель работы: Освоить методику построения контрольных карт по альтернативному признаку Основные положения Показателем качества продукции безотносительно к свойствам отдельных изделий принято считать долю дефектных изделий в партии, выраженную в долях единицы или в процентах. Чем меньше доля дефектных изделий в партии, тем выше качество последней. В общем случае доля дефектных изделий определяется следующими формулами:
где d - количество дефектных изделий в партии; n - количество изделий в партии. Одна из целей контроля качества продукции - так организовать процесс производства, чтобы доля дефектных изделий была наименьшей. Эта цель достигается путем организации и проведения статистического регулирования технологического процесса. Статистическое регулирование технологического процесса осуществляется с помощью контрольных карт, которые служат для регистрации результатов периодического наблюдения за качеством продукции или технологического процесса. Одним из видов контрольных карт является карты контроля качества по числу дефектных изделий (по альтернативному признаку). При построении контрольных карт доли дефектных изделий каждое изделие оценивается только как годное или дефектное. В связи с тем, что при этом не используется информация о величине параметров, объем партий для получения достаточной достоверности результатов должен быть большим, чем при построении контрольных карт размахов и средних значений. Для построения контрольной карты определяется доля дефектных изделий (qi) в каждой партии:
где ni – количество изделий в партии i; di – количество дефектных изделий, попавших в партию i.
При построении контрольной карты на карту наносятся: центральная линия – среднее значение оцениваемой характеристики, наносятся также верхний (ВКП) и нижний (НКП) контрольные пределы и точки результатов измерения характеристик в каждой выборке (см. Рис.3.1). Центральная линия определяется соотношением:
где
Рис. 3.1. Контрольная карта доли дефектных изделий Контрольные пределы вычисляются по формулам:
На основании данных контрольной карты принимается решение об остановке и наладке производственного процесса. Можно указать ряд объективных признаков, предупреждающих о разладе производственного процесса: · нахождение одного или нескольких значений за контрольными пределами; · расположение нескольких последовательных значений вблизи контрольных пределов; · расположение большого числа значений по одну сторону от центральной линии; · постепенное приближение последовательных значений к контрольному пределу. Пример расчета
В результате сплошного контроля 30 партий по 1000 изделий в каждой получены результаты, приведенные в Таблице 3.1 Таблица 3.1 Результаты контроля партий по числу дефектных изделий
Решение: Средняя доля дефектных изделий во всех партиях:
Контрольные пределы одинаковы для всех партий (все партии имеют одинаковый объем):
На контрольную карту (рис.3.1) наносятся центральная линия, верхний и нижний контрольные пределы и значения доли дефектных изделий в каждой партии.
Ответ: В данном примере доля дефектных изделий в нескольких случаях превышает контрольные пределы, поэтому процесс производства не может считаться стабильным и требует под наладки.
Задание 1. Самостоятельно изучить методические рекомендации по проведению данной практической работы. 2. Исходные данные для расчетов взять в Таблице 3.2 согласно вариантам. 3. Рассчитать долю дефектных изделий (q i) в каждой партии. 4. Рассчитать среднею долю дефектных изделий (`q ) во все партиях: n i = 2000 (вар. 1, 5); n i = 1000 (вар. 2, 4); n i = 500 (вар.3). 5. Рассчитать нижний и верхний контрольные пределы. 6. Построить контрольную карту доли дефектных изделий. 7. На основании данной контрольной карты сделать вывод.
Таблица 3.2 Исходные данные: «Результаты контроля партий по числу дефектных изделий»
Продолжение Таблицы 3.2
Порядок работы Заполнить данными подготовленные таблицы, произвести расчеты, построить графики по результатам исследований.
Контрольные вопросы
1. Какой контроль качества называется статистическим? 2. Дайте определение «выборки» данных. 3. Перечислите характеристики выборки. 4. Какие виды карт статистического контроля технологического процесса вам известны?
По окончании работы выполняется отчет, который должен содержать: 1. задание и исходные данные; 2. формулы для расчета: доли дефектных изделий (q i) в каждой партии, средней доли дефектных изделий (`q ) во все партиях, верхнего (ВКП) и нижнего (НКП) контрольных пределов средней доли дефектных изделий; 3. расчеты: доли дефектных изделий (q i) в каждой партии, средней доли дефектных изделий (`q ) во все партиях, верхнего (ВКП) и нижнего (НКП) контрольных пределов средней доли дефектных изделий; 4. контрольные карты доли дефектных изделий; 5. анализ контрольных карт доли дефектных изделий; 6. выводы по контрольным картам; 7. ответы на контрольные вопросы. Практическое занятие 4 |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1832; Нарушение авторского права страницы
 или
или 

 или
или 

 - среднее значение доли дефектных изделий в i партиях; d1 , d2 … di – количество дефектных изделий в каждой партии; n1 , n2 … ni – количество изделий в партиях 1, 2, …i.
- среднее значение доли дефектных изделий в i партиях; d1 , d2 … di – количество дефектных изделий в каждой партии; n1 , n2 … ni – количество изделий в партиях 1, 2, …i.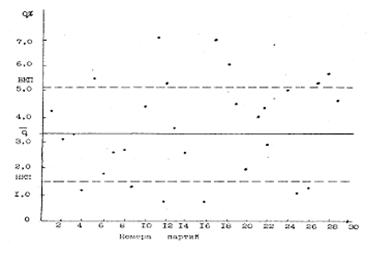

 ,
, 