
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
На изготовление гаечного ключаСтр 1 из 2Следующая ⇒
Авиации
Производственный процесс ремонта включает в себя • технологические, • транспортные, • складские, • снабженческие, • контрольные, • энергетические и другие операции. Основу производственного процесса составляет технологический процесс.
Технологический процесс ремонта — часть производственного процесса, содержащая взаимосвязанные действия исполнителей и орудий производства по преобразованию исходных материалов в готовое изделие.
Технологического процесса Ремонта
1 - центральная часть административного корпуса; 2 - правое крыло административного корпуса; 3 - главный ангар; 4 - переднее крыло главного ангара; 5 - левое крыло главного ангара; 6 - здание гаража; 7 - правое крыло главного ангара; 8 - склады; 9 - ангар оборудования салонов; 10 -ангар разборки и ремонта фюзеляжа; 11 - ангар разборки агрегатов, обслуживания двигателей и главных редукторов; 12 - ангар мойки агрегатов; 13 - второй ангар покраски; 14 - ангар оборудования салонов; 15 - первый ангар покраски; 16 - учебный центр; 17 - ангар обкатки трансмиссии
1 - разметочная плита; 2 - настольно-сверлильный станок; 3 - поворотный кран грузоподъемностью 0, 5 т;; 4 - слесарный верстак 5 - ванная для подогрева подшипников; 6 - шкаф для хранения запасных деталей; 7 - ящик для грязных концов (урна); 8 - ящик для отбракованных деталей; 9 - стеллаж; 10 - промывочная ванна; 11 - наковальня
сборщиков: 1 - подставка для деталей; 2 - решетки под ноги; 3 - подъемно- поворотные стулья; 4 - урна; 5, 11 - столы; 6 - слесарные двухтумбовые верстаки; 7 - двухсекционный шкаф; 8 - стол для технической документации; 9 - стеллаж; 10 - консольно-поворотный кран
№ Наименовани Цех Оборуд Приспо- Инструмент ГОСТ Про- № о пе ра- ции пе ре хо да е и содержа- ние операций и переходов ование собле-ние рабоч ий Измери- тельный или ТУ фес- сия и квалиф ика- ция рабо- чего 1 2 3 4 5 6 7 8 9 10
Технологического процесса в виде графа: Заг. - исходное сотсояние заготовки; 1, 3, 6, 5, 7, 4 - состояния детали в процессе обработки; 2, 3, 6, 5, 7, 4 - соответственно шероховатость и допуск на размер детали наличии соответствующего оборудования и инструмента. Возможными являются и варианты, когда после операции 1 и 2 следует операция 3 - чистовое зенкование или 4 - чистовое растачивание. Окончательно требования к качеству обработки будет достигнуто после операции 6, 9 - развертывания или 7 - тонкого растачивания, 8 - развертывания.
ней отверстия заданного диаметра и шероховатости поверхности может быть наглядно представлено в виде совокупности вершин графа и соединяющих их линий.
Очевидно, линии, соединяющие вершины графа (ребра), будут направлены от более грубых к более точным методам обработки Переходы от вершины к вершине сопровождаются, кроме изменения состояния детали, еще и затратами времени, энергии и т. д. Они могут быть приписаны соответственно к дугам графа.
Такой граф называется взвешенным. ТП обработки может быть представлен в виде ориентированного взвешенного графа. В результате оптимального выбора маршрута технолог должен получить минимум суммарных затрат на данный ТП, предусмотреть все возможные варианты (сочетания операций и технологических переходов) и выбрать наиболее рациональный (наиболее быстрый по времени, наиболее расходный по затратам энергии и т. д.).
(А, Б, Б-1, Б-2)
Пункт РО 2.09.03
ТЕХНОЛОГИЧЕСКАЯ КАРТА №3
Проверка состояния агрегатов высотной системы, расположенных в носке крыла
На страницах 8 - 9
Трудоемкость, 2 чел.-ч
Работы, выполняемые при Содержание операции и технические требования (ТТ)
1.Откройте лючки в носке и снизу для доступа к ВВР, турбохолодильникам и распределителям воздуха 2.Проверьте внешнее состояние и надежность крепления: ВВВ (агр. 4458Т) турбохолодильников (агр. 1621Т) распределителей воздуха (агр. 513) Не допускаются: трещины забоины, царапины и риски глубиной более 0, 5 мм и длиной более 50 мм нарушения крепления агрегатов и трубопроводов отклонении от ТТ Поврежденные детали (агрегаты) замените. Допустимые забоины, царапины и риски зачистите шлифовальной шкуркой зернистостью 10-16 (ГОСТ 6456-75). Нарушенное крепление восстановите. Контроль
ТКК
Контрольно- проверочная аппаратура (КПА) Индикатор часового типа с ценой деления не более 0, 01 мм и призмой (см. Т.К. № 21)
Инструмент и приспособления
Отвертка под шлиц l = 150-200 мм; стремянка А38-0100-0; переносная лампа ПЛ-64; линейка = 300 мм с ценой деления 1 мм; штангенциркуль = 150 мм.
Расходные материалы
Шкурка шлифовальная (ГОСТ 6456-75)
(А, Б, Б-1, Б-2)
Пункт РО 2.09.03
ТЕХНОЛОГИЧЕСКАЯ КАРТА №3
Проверка состояния агрегатов высотной системы, расположенных в носке крыла
На страницах 8 - 9
Трудоемкость, 2 чел.-ч
Работы, выполняемые при Содержание операции и технические требования (ТТ)
1.Осмотрите трубопроводы (патрубки), расположенные в носке крыла Не допускаются: трещины на трубопроводах и патрубках (ПТС) следы выбивания горячего воздуха ослабление хомутов крепления, разрушение и сползание полисилоксановых патрубков (ПТС) в стыках трубопроводов гофр труб более 20% от внешнего диаметра забоины, царапины и потертости глубиной более 0, 15 мм и длиной более 50 мм 1.Закройте лючки в носке крыла
Контрольно- отклонении от ТТ Трубопроводы (патрубки) с трещинами замените. При обнаружении следов выбивания горячего воздуха выясните и устраните причину негерметичности. Проверьте целостность оборудования по АиРЭО в районе выбивания горячего воздуха. Работу выполняют специалисты АиРЭО. Ослабленные хомуты патрубков ПТС затяните. Поврежденные ПТС замените. Поврежденные трубы замените. Допустимые забоины, царапины и потертости зачистите шлифовальной шкуркой (ГОСТ 6456-75). Контроль
К проверочная аппаратура (КПА) Индикатор часового типа с ценой деления не более 0, 01 мм и призмой (см. Т.К. №21) Инструмент и приспособления
Отвертка под шлиц l = 150¼ 200 мм; стремянка А38-0100-0; переносная лампа ПЛ-64; линейка = 300 мм с ценой деления 1 мм; штангенциркуль = 150 мм. Расходные материалы
Шкурка шлифовальная (ГОСТ 6456-75)
применение многочисленных конструкций и систем специальных инструментов и приспособлений, повышающих производительность труда и обеспечивающих высокую точность изготовления деталей и сборки узлов.
Сборочное приспособление - устройство, конструкция которого обеспечивает правильное взаимное расположение, фиксацию и соединение сборочных единиц (деталей, узлов, агрегатов, отсеков) самолета с заданной точностью.
проектируются для:
• повышения производительность труда;
• обеспечения высокой точности изготовления деталей и сборки узлов;
• обеспечения безопасных условий труда ремонтников.
1 - винт; 2 - неподвижная часть; 3 - подвижная часть; 4 - основание; 5 - рычаг фиксации
Сверлильным станкам
Двигателя на тележке
1 - передвижные упоры; 2 - рихтуемый вал; 3 - винт с рукояткой
Проверки упругости пружин
а - винтовой съемник для выпрессовки подшипника с приложением усилия к внутреннему кольцу; б - то же, с приложением усилия к наружному кольцу; 1 - упорный стакан; 2 - тяга; 3 - винт; 4 - траверса; 5 - корпус; 6 - наружное кольцо
шасси самолета Ту-154: 1, 2 - переходники; 3 - штырь; 4 - винт; 5 - ручка
Руководителя практики (примерный образец) Студент Федоров Константин Васильевич за время прохождения практики: • проявил себя весьма положительно; • задания, предусмотренные программой практики, выполнял своевременно, в полном объеме, с качеством не ниже уровня установленных требований к его показателям; • изучил и освоил требования основных организационно-распорядительных и нормативно- технических документов, предъявляемые к технологическим операциям на рабочих местах; • продемонстрировал на рабочих местах весьма хороший уровень владения слесарным инструментом; • действующие на предприятии правила внутреннего распорядка выполнял полностью; • соблюдал установленные на производстве правила охраны труда и техники безопасности; • дневник практики вел аккуратно; • при решении возникающих задач проявлял творческий подход и разумную инициативу, что свидетельствовало о достаточно высоком уровне самостоятельности и хорошей теоретической подготовленности в области организации технического обслуживания и ремонта авиационной техники; • выказал явный интерес к авиационной технике и овладению специальностью инженера по организации технического обслуживания и ремонта авиационной техники. Руководитель практики от предприятия мастер участка ремонта и изготовления трубопроводов ________ В. Ю. Степанов 25 августа 200_ г.(подпись)
Кафедра № 24 - «Авиационной техники»
Использованная литература: Авиации
Производственный процесс ремонта включает в себя • технологические, • транспортные, • складские, • снабженческие, • контрольные, • энергетические и другие операции. Основу производственного процесса составляет технологический процесс.
Технологический процесс ремонта — часть производственного процесса, содержащая взаимосвязанные действия исполнителей и орудий производства по преобразованию исходных материалов в готовое изделие.
Технологического процесса Ремонта
1 - центральная часть административного корпуса; 2 - правое крыло административного корпуса; 3 - главный ангар; 4 - переднее крыло главного ангара; 5 - левое крыло главного ангара; 6 - здание гаража; 7 - правое крыло главного ангара; 8 - склады; 9 - ангар оборудования салонов; 10 -ангар разборки и ремонта фюзеляжа; 11 - ангар разборки агрегатов, обслуживания двигателей и главных редукторов; 12 - ангар мойки агрегатов; 13 - второй ангар покраски; 14 - ангар оборудования салонов; 15 - первый ангар покраски; 16 - учебный центр; 17 - ангар обкатки трансмиссии
1 - разметочная плита; 2 - настольно-сверлильный станок; 3 - поворотный кран грузоподъемностью 0, 5 т;; 4 - слесарный верстак 5 - ванная для подогрева подшипников; 6 - шкаф для хранения запасных деталей; 7 - ящик для грязных концов (урна); 8 - ящик для отбракованных деталей; 9 - стеллаж; 10 - промывочная ванна; 11 - наковальня
сборщиков: 1 - подставка для деталей; 2 - решетки под ноги; 3 - подъемно- поворотные стулья; 4 - урна; 5, 11 - столы; 6 - слесарные двухтумбовые верстаки; 7 - двухсекционный шкаф; 8 - стол для технической документации; 9 - стеллаж; 10 - консольно-поворотный кран
№ Наименовани Цех Оборуд Приспо- Инструмент ГОСТ Про- № о пе ра- ции пе ре хо да е и содержа- ние операций и переходов ование собле-ние рабоч ий Измери- тельный или ТУ фес- сия и квалиф ика- ция рабо- чего 1 2 3 4 5 6 7 8 9 10
на изготовление гаечного ключа
Материал сталь 45 Технические требования: 1. Закалить до твердости HR 48¼ 50. 2. Ось проверить по шаблону; не должно быть перекосов и просветов. 3. На опиленной плоскости не должно быть задиров.
Эскизы Наименование Оборудование П Инструменты Указания по выполнению операций ри сп ос об ле ни режу щие измерите льные вспомогат ельные работ я 1 2 3 4 5 6 7 8 Проверить Верстак Измерит Припуск на обработку заготовку по слесарный ельная должен быть не менее чертежу металли 1¼ 2 мм на сторону ческая линейка, ц.д. 1мм, l=0, 5 м
Наименование операций
Опилить одну сторону под покраску
Разметить ключ по контуру согласно чертежу и накернить центры Оборудование
Разметочная плита по ГОСТ
Разметочная плита по ГОСТ Прис пособ ления
Тиск и слеса рные ГОС Т 4045- 75Е
режущие
Напильник и плоские драчевый и личной по ГОСТ 1465-80
Керн по ГОСТ 7213-72 Инструменты измерите льные
вспомогате льные
Молоток 400 г Указания по выполнению работ
Риски должны быть четкими и тонкими:; не допускать раздвоения рисок в местах сопряжений
Наименование операций
Сверлить отверстие под
зев
Прорезать ножовкой зев Оборудование
Настольный сверлильный станок НС-12
Верстак Прис пособ ления
Тиски слеса рные ГОСТ 4045- 75Е
режущие
Ножовка по ГОСТ 17270-71Е, ножовочное полотно по ГОСТ 6645- Инструменты измерите льные Сверло диаметро м 18 мм и 20 мм
вспомогате льные Указания по выполнению работ
Вершина сверла должна точно впадать с накерниным местом
Прорезать зев следует по риске, оставляя допуск на опиливание 1¼ 2 мм
Наименование операций
Опилить зев по
размерам
Опилить ребро по разметке Оборудование
Верстак
Верстак Прис пособ ления
Тиски слеса рные ГОСТ 4045- 75Е
Тиски слеса рные ГОСТ 4045- 75Е
режущие
Напильники квадратные драчевый и личной по ГОСТ 1465-
Напильники квадратные драчевый и личной по ГОСТ 1465- Инструменты измерите льные
шаблон
вспомогате льные Указания по выполнению работ
Зев должен быть
проверен по шаблону
е операций
Разметить ключ по толщине Опилить плоскости в средней части заготовки
Снять фаски на гранях; проверить размеры ие
Разметочная плита по ГОСТ 10905 Верстак
Верстак соблени я
Рейсму сы
Тиски слесарн ые ГОСТ 4045- 75Е, накладн ые губки
Тиски слесарн ые ГОСТ 4045- 75Е с мягким и губкам и режу щие
Напил ьн и к плоск ий лично йи барха тный по ГОСТ 1465- Напил ьн и к плоск ий лично йи барха тный по ГОСТ 1465- измерит ельные
Штанге нцирку ль 0, 1 мм вспомога тельные работ
Линии должны быть четкими и тонкими без раздвоения
На опиленной плоскости не должно быть надрезов
Знаки
отображением технологического процесса (ТП) являются графы. Структура ТП может быть наглядно представлена в виде графа, изображенного на рис., множество вершин которого соответствует определенному состоянию детали (например, размер Li, твердость поверхности HRC и т. д.), а дуги - межоперационным или внутриоперационным (технологическим) переходам.
Рис. Граф обработки отверстий во фланце: а - эскиз детали; б - граф возможных вариантов обработки; 1¼ 9 - варианты возможных сочетаний операций в технологическом процессе; I...III - этапы обработки детали
рассмотрим простейший пример. Допустим, что перед технологом поставлена задача Рис. Эскиз детали определить рациональный технологический маршрут обработки отверстия во фланце (рис., а).
отверстия и шероховатость поверхности можно получить несколькими технологическими способами, то первыми операциями могут быть, например, либо предварительное расстачивание 1 (рис. предварительное зенкование 2. После этого можно путем операции протягивания сразу получить отвертсие с заданной точностью и шероховатостью поверхности 5. Однако применение протягивания возможно лишь при Рис. Изображение структуры Технологического процесса в виде графа: Заг. - исходное сотсояние заготовки; 1, 3, 6, 5, 7, 4 - состояния детали в процессе обработки; 2, 3, 6, 5, 7, 4 - соответственно шероховатость и допуск на размер детали наличии соответствующего оборудования и инструмента. Возможными являются и варианты, когда после операции 1 и 2 следует операция 3 - чистовое зенкование или 4 - чистовое растачивание. Окончательно требования к качеству обработки будет достигнуто после операции 6, 9 - развертывания или 7 - тонкого растачивания, 8 - развертывания.
ней отверстия заданного диаметра и шероховатости поверхности может быть наглядно представлено в виде совокупности вершин графа и соединяющих их линий.
Очевидно, линии, соединяющие вершины графа (ребра), будут направлены от более грубых к более точным методам обработки Переходы от вершины к вершине сопровождаются, кроме изменения состояния детали, еще и затратами времени, энергии и т. д. Они могут быть приписаны соответственно к дугам графа.
Такой граф называется взвешенным. ТП обработки может быть представлен в виде ориентированного взвешенного графа. В результате оптимального выбора маршрута технолог должен получить минимум суммарных затрат на данный ТП, предусмотреть все возможные варианты (сочетания операций и технологических переходов) и выбрать наиболее рациональный (наиболее быстрый по времени, наиболее расходный по затратам энергии и т. д.).
(А, Б, Б-1, Б-2)
Пункт РО 2.09.03
ТЕХНОЛОГИЧЕСКАЯ КАРТА №3
Проверка состояния агрегатов высотной системы, расположенных в носке крыла
На страницах 8 - 9
Трудоемкость, 2 чел.-ч
Работы, выполняемые при Содержание операции и технические требования (ТТ)
1.Откройте лючки в носке и снизу для доступа к ВВР, турбохолодильникам и распределителям воздуха 2.Проверьте внешнее состояние и надежность крепления: ВВВ (агр. 4458Т) турбохолодильников (агр. 1621Т) распределителей воздуха (агр. 513) Не допускаются: трещины забоины, царапины и риски глубиной более 0, 5 мм и длиной более 50 мм нарушения крепления агрегатов и трубопроводов отклонении от ТТ Поврежденные детали (агрегаты) замените. Допустимые забоины, царапины и риски зачистите шлифовальной шкуркой зернистостью 10-16 (ГОСТ 6456-75). Нарушенное крепление восстановите. Контроль
ТКК
Контрольно- проверочная аппаратура (КПА) Индикатор часового типа с ценой деления не более 0, 01 мм и призмой (см. Т.К. № 21)
Инструмент и приспособления
Отвертка под шлиц l = 150-200 мм; стремянка А38-0100-0; переносная лампа ПЛ-64; линейка = 300 мм с ценой деления 1 мм; штангенциркуль = 150 мм.
Расходные материалы
Шкурка шлифовальная (ГОСТ 6456-75)
(А, Б, Б-1, Б-2)
Пункт РО 2.09.03
ТЕХНОЛОГИЧЕСКАЯ КАРТА №3
Проверка состояния агрегатов высотной системы, расположенных в носке крыла
На страницах 8 - 9
Трудоемкость, 2 чел.-ч
Работы, выполняемые при Содержание операции и технические требования (ТТ)
1.Осмотрите трубопроводы (патрубки), расположенные в носке крыла Не допускаются: трещины на трубопроводах и патрубках (ПТС) следы выбивания горячего воздуха ослабление хомутов крепления, разрушение и сползание полисилоксановых патрубков (ПТС) в стыках трубопроводов гофр труб более 20% от внешнего диаметра забоины, царапины и потертости глубиной более 0, 15 мм и длиной более 50 мм 1.Закройте лючки в носке крыла
Контрольно- отклонении от ТТ Трубопроводы (патрубки) с трещинами замените. При обнаружении следов выбивания горячего воздуха выясните и устраните причину негерметичности. Проверьте целостность оборудования по АиРЭО в районе выбивания горячего воздуха. Работу выполняют специалисты АиРЭО. Ослабленные хомуты патрубков ПТС затяните. Поврежденные ПТС замените. Поврежденные трубы замените. Допустимые забоины, царапины и потертости зачистите шлифовальной шкуркой (ГОСТ 6456-75). Контроль
К проверочная аппаратура (КПА) Индикатор часового типа с ценой деления не более 0, 01 мм и призмой (см. Т.К. №21) Инструмент и приспособления
Отвертка под шлиц l = 150¼ 200 мм; стремянка А38-0100-0; переносная лампа ПЛ-64; линейка = 300 мм с ценой деления 1 мм; штангенциркуль = 150 мм. Расходные материалы
Шкурка шлифовальная (ГОСТ 6456-75)
применение многочисленных конструкций и систем специальных инструментов и приспособлений, повышающих производительность труда и обеспечивающих высокую точность изготовления деталей и сборки узлов.
Сборочное приспособление - устройство, конструкция которого обеспечивает правильное взаимное расположение, фиксацию и соединение сборочных единиц (деталей, узлов, агрегатов, отсеков) самолета с заданной точностью.
проектируются для:
• повышения производительность труда;
• обеспечения высокой точности изготовления деталей и сборки узлов;
• обеспечения безопасных условий труда ремонтников.
1 - винт; 2 - неподвижная часть; 3 - подвижная часть; 4 - основание; 5 - рычаг фиксации
Сверлильным станкам
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 2005; Нарушение авторского права страницы
 Под производственным процессом ремонта понимается комплекс взаимосвязанных действий, в результате которых нера- ботоспособные машины (агрегаты, узлы, детали) становятся работоспособными.
Под производственным процессом ремонта понимается комплекс взаимосвязанных действий, в результате которых нера- ботоспособные машины (агрегаты, узлы, детали) становятся работоспособными. Рис. Схема
Рис. Схема 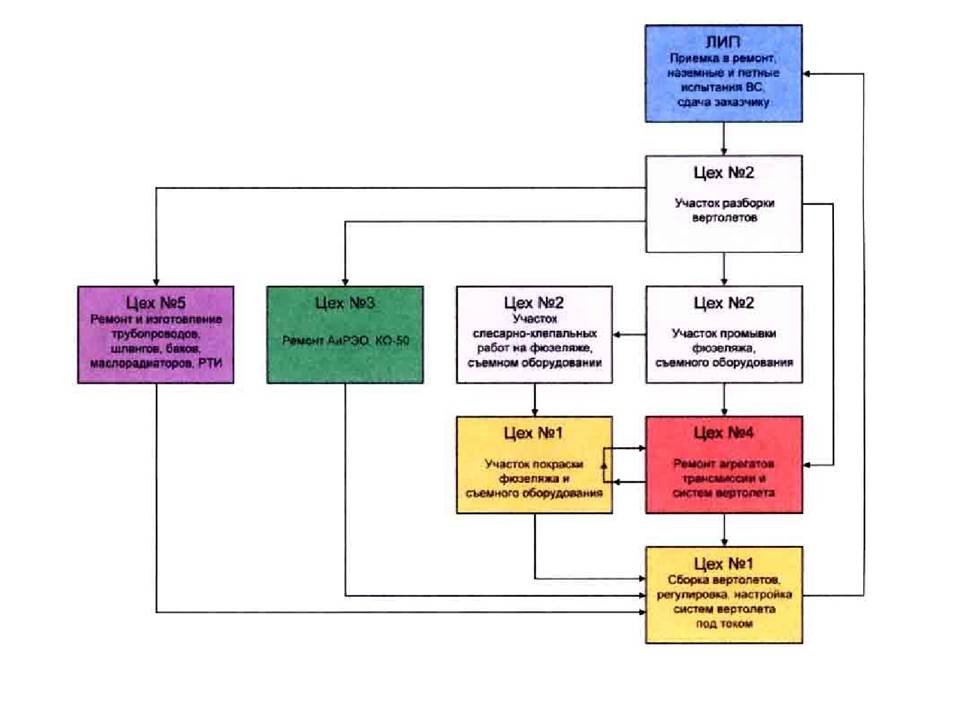 Рис. Схема организации работы цехов и их взаимодействия
Рис. Схема организации работы цехов и их взаимодействия  Рис. Территория ОАО «СПАРК»:
Рис. Территория ОАО «СПАРК»:  Рис. Организация участка ремонта втулки несущего винта
Рис. Организация участка ремонта втулки несущего винта  Рис. Организация рабочего места комплексной ремонтной бригады:
Рис. Организация рабочего места комплексной ремонтной бригады:  Рис. Типовая планировка рабочего места бригады слесарей-
Рис. Типовая планировка рабочего места бригады слесарей-  Рис. Эскиз гаечного ключа
Рис. Эскиз гаечного ключа  Технологическая карта
Технологическая карта 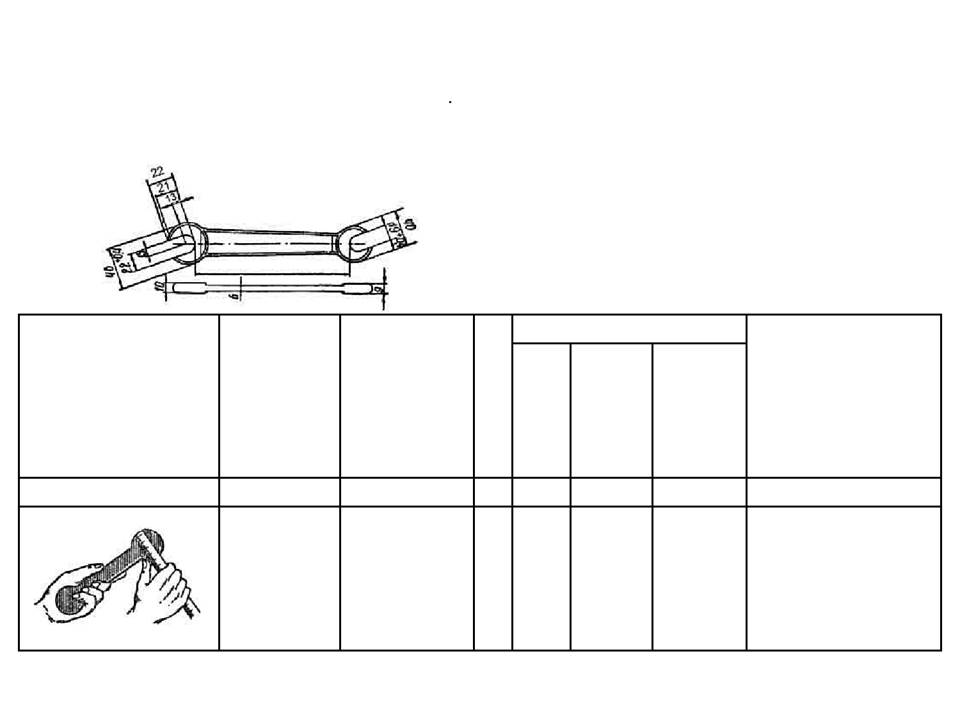 Технологическая карта
Технологическая карта 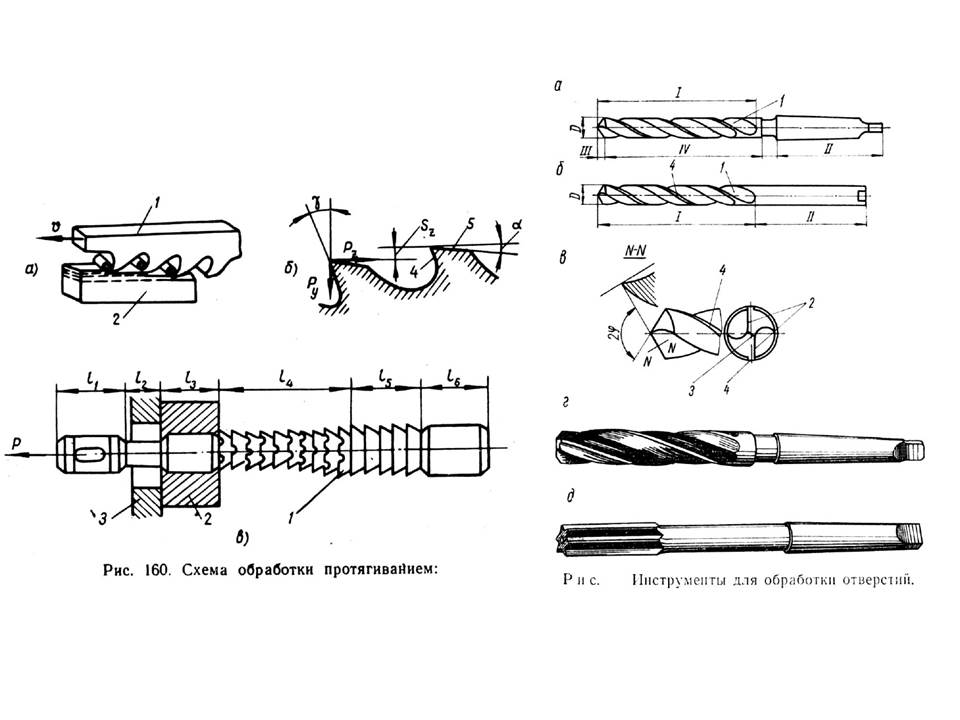
 К РО самолета Ту-
К РО самолета Ту- К РО самолета Ту-
К РО самолета Ту- Технический прогресс в машиностроения обусловил
Технический прогресс в машиностроения обусловил Рис. Тиски слесарные:
Рис. Тиски слесарные:  Рис. Тиски станочные машинные - приспособление к
Рис. Тиски станочные машинные - приспособление к 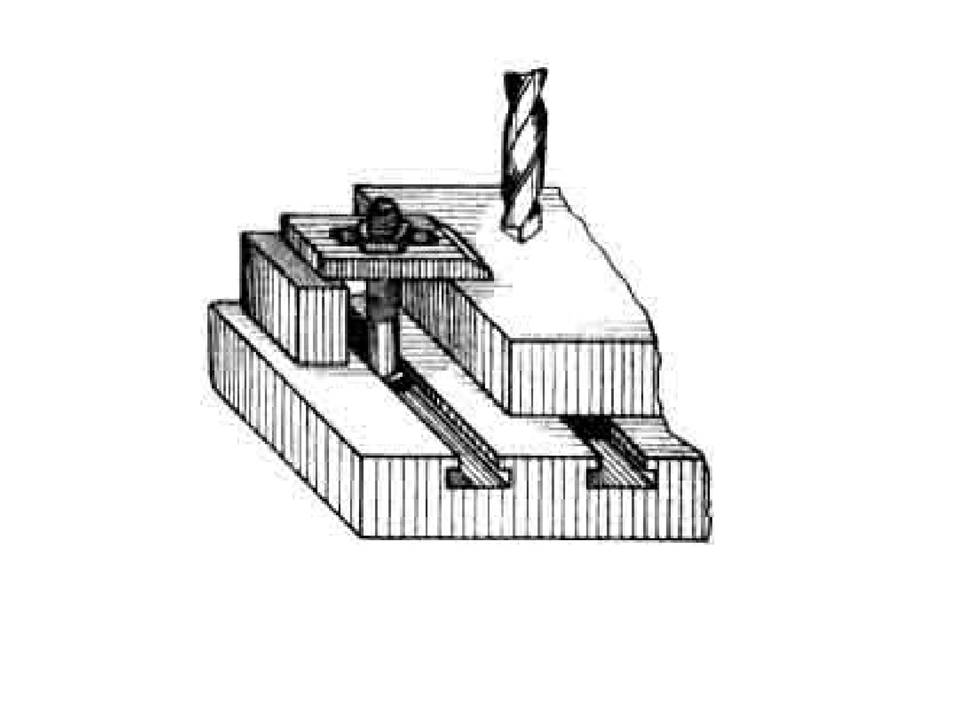 Рис. Использование болтов и прихватов для крепления
Рис. Использование болтов и прихватов для крепления  Рис. Комплектовочная тележка шасси самолета
Рис. Комплектовочная тележка шасси самолета  Рис. Приспособление для правки (рихтовки) валов:
Рис. Приспособление для правки (рихтовки) валов:  Рис. Приспособление для
Рис. Приспособление для  Рис. Винтовые съемники для выпрессовки подшипников:
Рис. Винтовые съемники для выпрессовки подшипников:  Рис. Приспособление для съема колес передней ноги
Рис. Приспособление для съема колес передней ноги  Рис. Приспособление для монтажа и
Рис. Приспособление для монтажа и  Санкт-Петербургский государственный университет гражданской авиации
Санкт-Петербургский государственный университет гражданской авиации Эскизы
Эскизы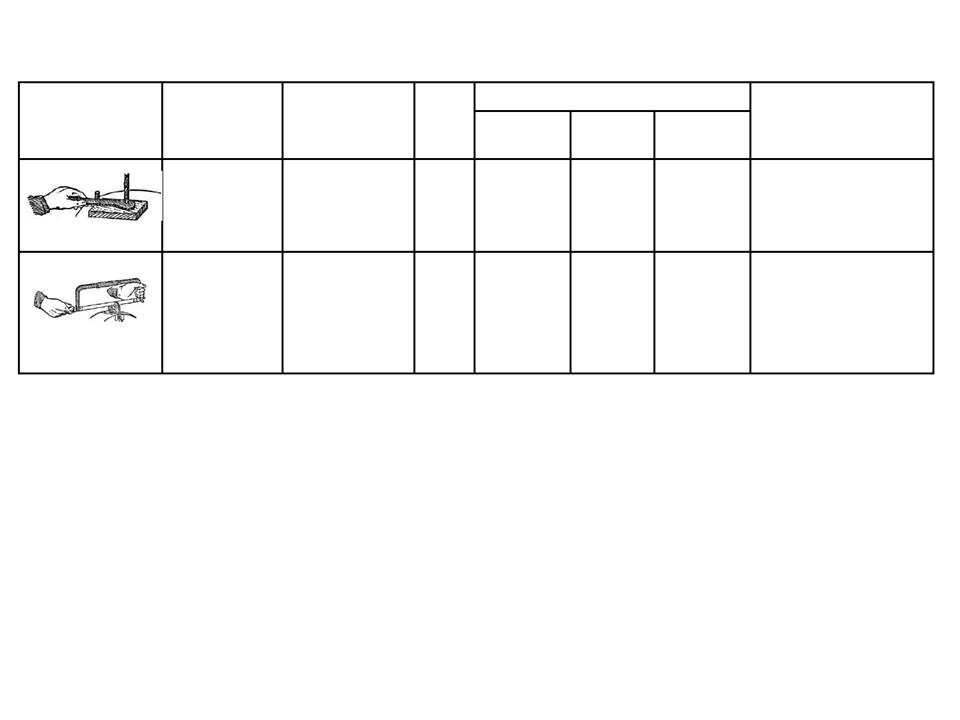 Эскизы
Эскизы Эскизы
Эскизы Эскизы Наименовани Оборудован Приспо Инструменты Указания по выполнению
Эскизы Наименовани Оборудован Приспо Инструменты Указания по выполнению Удобным математическим
Удобным математическим Для наглядности
Для наглядности Так как заданную точность диаметра
Так как заданную точность диаметра