|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка контрольного листа
Использование контрольного листа позволяет облегчить процесс сбора данных и одновременно упорядочить их. Контрольный лист – бумажный бланк, на котором заранее напечатаны контролируемые параметры с тем, чтобы можно было легко и точно записать данные измерений. Контрольный листок служит средством сбора и упорядочения первичных данных. Форма листка разрабатывается в соответствии с конкретной ситуацией. В контрольный листок заносят необходимые и достаточные данные, определяющие процесс или операцию. В любом случае в нем указываются: - объект изучения (например: линейный размер изделия или детали); - таблица регистрации данных о контролируемом параметре (например: значения линейного размера изделия или детали); - место контроля (например: цех, участок); - должность и фамилия работника, регистрирующего данные; - дата; - продолжительность наблюдения и наименования контрольного прибора (если он применяется в ходе наблюдения). Число контролируемых параметров на данном контрольном листке по возможности должно быть наименьшим. Допускается заносить данные на контрольный листок при помощи пометок или простых символов (цифры, условные значки: черточка, галочка и т.д.), что позволяет автоматически упорядочить данные без их последующего переписывания от руки. Форма листка должна быть простой для заполнения и анализа. Бланки контрольных листков должны быть напечатаны на бумаге, исключающей расплывание чернил, и иметь удобный для хранения и использования формат.
Контрольный листок №____
Наименование изделия_______________________ ФИО рабочего______________________________ Контролер _________________________________ Дата___________20__г. Производственная операция__________________ Участок №_________________________________
Рисунок 11. Пример контрольного листа. Забраковано 7 деталей, выявлено 50 дефектов, чаще встречаются сорванные нитки на резьбах. Заполнение контрольных листков является вспомогательным методом для использования диаграмм Парето.
Анализ Парето
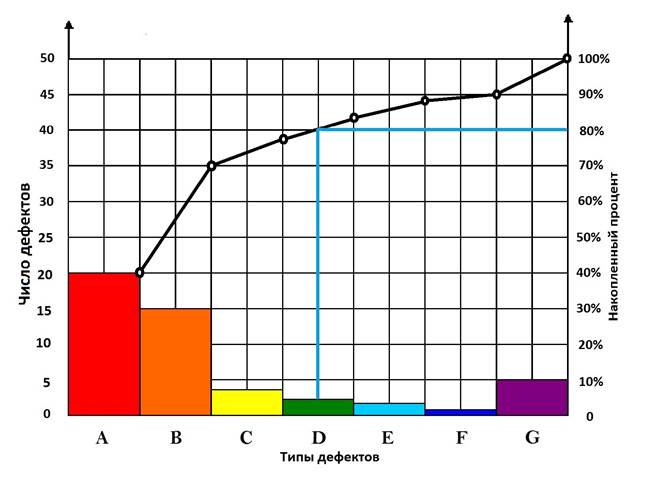
Диаграмма Парето - разновидность диаграммы, применяемой для наглядного отображения рассматриваемых факторов в порядке уменьшения (возрастания) их значимости. Эта диаграмма является инструментом, позволяющим распределить усилия для разрешения возникающих проблем и выявить главные причины, с которых надо начинать действовать, например, позволяет точно определить и квалифицировать основные виды причин брака при диагностике процесса; установить, борьба с какими видами причин брака позволит наиболее эффективно и быстро повысить качество продукции. Анализ Парето или принцип 20/80 – эмпирическое правило, названное в честь экономиста и социолога Вильфредо Парет, в наиболее общем виде формулируется как «20% усилий дают 80% результата, а остальные 80% усилий – лишь20% результата». Может использоваться как базовая установка в анализе факторов эффективности какой-либо деятельности и оптимизации ее результатов: правильно выбрав минимум самых важных действий, можно быстро получить значительную часть от планируемого полного результата, при этом дальнейшие улучшения неэффективны, и могут быть не оправданы. После проведения корректирующих мероприятий, диаграмму Парето можно вновь построить для изменившихся в результате коррекции условий, проверить эффективность проверенных улучшений. С помощью диаграммы Парето можно детально рассмотреть все причины, вызывающие дефекты и определить наиболее значимые из них. Для построения анализа необходимо: 1. Заполнить таблицу, расположив данные в порядке убывания Примечание: Группу «Прочие» надо поместить в последнюю строчку 2. Построить диаграмму Парето:
Левая вертикальная ось: от «0» до общего «итого»(детали, погрешности, признаки) Правая вертикальная ось: градуируется про процентах от 0 до 100% Горизонтальная ось: перечисление признаков ( факторов) по частоте их проявления через определенные промежутки времени. Как правило, наиболее влияющих групп 7, Из них 6- с определенными влияющими факторам, а 7-ая – включает прочие(менее влиятельные) По диаграмме можно увидеть влияние каждой группы факторов на качество и сделать вывод о производственном процессе или процессе контроля. Далее можно отбросить наименее влиятельные, и наиболее значимые вновь разбить на группы, Таблица № 5. Типы и количество дефектов датчика.
Рисунок 12. Диаграмма Парето.
Диаграмма Парето показала, что наибольшее количество дефектов приходится на Сорванные нитки на резьбах присоединительных элементов.
|
Последнее изменение этой страницы: 2017-04-12; Просмотров: 4674; Нарушение авторского права страницы