
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Анализ служебного назначения и условий работы деталиСтр 1 из 7Следующая ⇒
Введение
В настоящее время вопрос развития производства в экономике серьёзная и наукоёмкая задача, но без развития производства и вложения в него средств предприятия существовать не могут. В связи с этим предприятия ищут возможности и средства для успешной работы и дальнейшего развития. Сейчас заметно стремление заводов максимально снижать себестоимость своей продукции, применять более высокопроизводительное оборудование и оснастку, оснащать станки промышленными роботами. Темой данного дипломного проекта является разработка технологического процесса изготовления корпуса гидроцилиндра типа Г 29-3. В условиях нынешней экономической ситуации необходимо использовать средства с максимальным эффектом, чтобы они смогли в будущем приносить наибольший доход, это касается всех машиностроительных предприятий. Таким образом, целью дипломного проекта является разработка совершенно нового технологического процесса изготовления детали, повышение качества обработки, снижение себестоимости изготовления, применение новейших разработок в области технологии машиностроения. Анализ исходных данных
Задача данного раздела - на базе анализа технических требований предъявляемых к детали и годового объема выпуска сформулировать задачи, которые необходимо решить в дипломном проекте для достижения цели, сформулированной во введении.
Анализ служебного назначения и условий работы детали
Деталь " Корпус гидроцилиндра", является базовой деталью гидроцилиндра и предназначена для базирования различных деталей гидроцилиндра, входящих в его конструкцию, относительно ее поверхностей. К корпусу гидроцилиндра детали предъявляются требования повышенной прочности и высокого сопротивления износу.
Систематизация и классификация поверхностей детали
Все поверхности на эскизе детали нумеруем и систематизируем по их назначению, т. Ж. Произведем кодирование размеров детали (рис.1.1). Результаты классификации поверхностей детали занесем в таблицу 1.1
Таблица 1.1
В таблице 1.1 введены следующие обозначения: ОКБ - основные конструкторские базы, ВКБ - вспомогательные конструкторские базы, ИП - исполнительные поверхности, СП - свободные поверхности. Схема кодирования поверхностей и размеров детали
Рис 1.1 Анализ технологичности конструкции детали
Анализ технологичности конструкции детали будем проводить по следующим группам критериев: технологичность заготовки; технологичность установки; технологичность обрабатываемых поверхностей; технологичность общей конфигурации детали.
Технологичность заготовки Так как к детали предъявляются требования повышенной прочности и высокого сопротивления износу, то в качестве материала при изготовлении корпуса гидроцилиндра применяется сталь 45л гост 977-75 с последующей ее темообработкой (закалка, отпуск) и хромированием пов.12, 13. материал не является дефицитным, при относительно невысокой стоимости он обладает хорошими литейными качествами: температура начала затвердевания 1480-1490 °с; показатель трещиноустойчивости кт. у=0, 8; склонность к образованию усадочной раковины ку. р. =1, 2; жидкотекучесть кж. т. =1, 0; литейная усадка 2, 2% - 2, 3%; склонность к образованию усадочной пористости ку. п. =1, 0. Сталь имеет хорошую обратываемость резанием в отожженном состоянии при нв 200: твердосплавным инструментом кv. тв. спл. =1, 1, инструментом из быстрорежущей стали кv. б. ст. =1, 1. к отпускной хрупкости не склонна. Однако данная сталь является трудно свариваемой, что может вызвать затруднения при получении заготовки в виде сварной конструкции. способ сварки: рдс, необходимый подогрев и последующая термообработка. Предел прочности стали 45л составляет 520 мпа, твердость hb148…217. химический состав стали 45л представлен в таблице 1.2 [1]. Таблица 1.2 Химический состав стали 45л
заготовку корпуса, возможно, получить как литьем в земляные формы, так и в виде сварной конструкции, состоящей из фланца, трубы и дна. в обоих случаях заготовка проста по конфигурации и может быть получена без особых затрат. наиболее предпочтительный вариант получения заготовки определим экономическим расчетом. таким образом, заготовку можно считать технологичной. Технологичность установки Черновыми базами для установки заготовки на первой операции могут быть цилиндрические и торцевые поверхности заготовки. в дальнейшем за базы приняты цилиндрическая пов.12 и торцевая пов.4 или цилиндрическая пов.13 и торцевая пов.1, в зависимости от операции (операции 10, 20, 30, 40, 90, 100); на операции 50 за базы приняты торцевая пов.1 и цилиндрическая 8; на операции 120, 130 за базы приняты торцевая пов.1 и цилиндрическая 12, 13 соответственно. Данные технологические базы обеспечивают надежную ориентацию и закрепление заготовки, возможность свободного подвода инструмента при обработке. Поверхности детали достаточно развиты, поэтому при обработке не требуется применение сложных и дорогостоящих станочных приспособлений. Измерительные базы детали можно использовать в качестве технологических баз, т.к. точность и шероховатость этих баз обеспечивает требуемую точность обработки. Таким образом, с точки зрения установки при обработке, деталь можно считать технологичной.
Выбор технологических баз
Теоретическая схема базирования представлена на плане изготовления детали и представляет собой схему расположения на технологических базах заготовки " идеальных" точек, символизирующих позиционные связи заготовки с принятой схемой координат станочного приспособления. При разработке схем базирования учитываем принцип постоянства и совмещения баз, т.е. для наибольшей точности изготовления детали, на всех операциях обработки по возможности использовать одну и ту же базу, как установочную, так и измерительную. Так же важно учитывать правило шести точек, при котором деталь базируется на шести неподвижных точках, которые лишают её шести степеней свободы. Обработку детали начинаем с поверхности, которая служит установочной базой для дальнейших операций. Для обработки этой поверхности в качестве установочной базы приходится принимать необработанную поверхность. После этого, когда обработана установочная поверхность, обрабатываем остальные поверхности, соблюдая при этом определённую последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 - относится к заготовительной операции, буквы А, Б - указывают, что поверхность обработана на данной операции с установа А или Б. Арабские цифры 1, 2, 3 и т.д. обозначают переход на котором был получен данный размер. В связи с тем, что корпус представляет собой тело вращения, то первоначально заготовка обрабатывается на станках токарной группы. На 010 токарной операции в качестве черновых технологических баз используем технологические базы указанные на чертеже заготовки (см. черт) и являются цилиндрическая поверхность 13 и торцовая поверхность 1. Ось материализуем внутренними цилиндрическими поверхностями. На 020, 040 токарных операциях в качестве двойной опорной базы используем ось поверхности 12, в качестве установочной базы торец 4. В качестве опорной базы принимаем пов.12. На 030 токарной операциях в качестве двойной опорной базы используем ось поверхности 13, в качестве установочной базы торец 1. В качестве опорной базы принимаем пов.13. На 050 сверлильной операции в качестве двойной опорной базы используем ось поверхности 8, в качестве установочной базы торец 1. В качестве опорной базы принимаем пов.8. На 090 и 100 шлифовальных операциях в качестве двойной опорной базы используем ось поверхностей 12 (операция 100), 13 (операция 090); в качестве установочной базы торец 1 (операция 090), 4 (операция 100); в качестве опорной базы принимаем пов.12, 13 соответственно. На 110 операции производится хромирование внутренних поверхностей корпуса (пов.12, 13). Подробное описание выбранного метода и технологии хромирования приведено в разделе 5 данного дипломного проекта. На 120 и 130 хонинговальных операциях в качестве установочной базы используем торец 1; в качестве опорной базы принимаем пов.12, 13 соответственно. Сведем все данные по технологическим базам и размерам, получаемым на операциях ТП в таблицу 3.2
Таблица 3.2 Технологические базы
Выбор оборудования
При выборе типа и модели металлорежущих станков будем руководствоваться следующими правилами: 1. Производительность, точность, габариты, мощность станка должны быть минимальными, но достаточными для того, чтобы обеспечить выполнение требований предъявляемых к операции. 2. Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки. 3. В случае недостаточной загрузки станка его технические характеристики, должны позволять обрабатывать другие детали, выпускаемые данным цехом или участком. 4. Оборудование не должно быть дефицитным, но в достаточной степени модернизированным 5. В серийном производстве наряду со станками с ЧПУ и обрабатывающими центрами следует применять специализированные станки, гибкие технологические модули, гибкие автоматические линии. На каждом станке в месяц должно выполняться не более 40 операций при смене деталей по определенной закономерности. 6. Оборудование должно отвечать требованиям безопасности, эргономичности и экологии. Выбор оборудования проводим, используя рекомендации [9] в следующей последовательности: 1. Исходя из формы обрабатываемой поверхности и метода обработки, выбираем группу станков; 2. Исходя из положения обрабатываемых поверхностей, выбираем тип станка; 3. Исходя из габаритных размеров заготовки, размеров обрабатываемых поверхностей и точности обработки выбираем типоразмер станка. Данные по выбору оборудования заносим в таблицу 4.1
Таблица 4.1 Выбор оборудования
* Вес с принадлежностями ** Ход шпинделя (min/max) *** Наибольший диаметр хонингования Выбор приспособлений
При выборе приспособлений будем руководствоваться следующими правилами: 1. Приспособление должно обеспечивать материализацию теоретической схемы базирования на каждой операции с помощью опорных и установочных элементов 2. Приспособление должно обеспечивать надежное закрепление заготовки при обработке и должно быть быстродействующим 3. Зажим заготовки должен осуществляться по возможности автоматически 4. Следует отдавать предпочтение стандартным нормализованным, универсально-сборным приспособлениям, и только при их отсутствии проектировать специальные приспособления Исходя из типа, модели станка и метода обработки выбираем тип приспособления. Выбор приспособления, используя рекомендации [10] будем производить в следующем порядке: 1. Исходя из расположения базовых поверхностей и их состояния (точность и шероховатость), формы заготовки и расположения обрабатываемых поверхностей выбираем конструкцию приспособления 2. Исходя из габаритов заготовки и размеров базовых поверхностей, выбираем типоразмер приспособления. Данные по выбору приспособлений заносим в таблицу 4.2
Таблица 4.2 Выбор приспособлений
После выбора приспособлений получили следующее: 1. Приспособления обеспечивают материализацию теоретической схемы базирования на каждой операции. 2. Приспособления обеспечивают надежное закрепление заготовки при обработке, приспособления - быстродействующие Выбор режущего инструмента
При выборе режущего инструмента будем руководствоваться следующими правилами: 1. Выбор инструментального материала определяется требованиями, с одной стороны максимальной стойкости, а с другой минимальной стоимости. 2. Следует отдавать предпочтение нормализованным и стандартным инструментам. Выбор режущего инструмента будем производить в следующем порядке: 1. Исходя из типа и модели станка, расположения обрабатываемых поверхностей и метода обработки, определяем вид режущего инструмента 2. Исходя из марки обрабатываемого материала его состояния и состояния поверхности, выбираем марку инструментального материала 3. Исходя из формы обрабатываемой поверхности, назначаем геометрические параметры режущей части инструмент4. Исходя из размеров обрабатываемой поверхности, выбираем конструкцию инструмента Данные по выбору режущего инструмента заносим в таблицу 4.3
Таблица 4.3 Выбор режущего инструмента
Выбор средств контроля
При выборе средств контроля будем, используя рекомендации [9, 10] и руководствоваться следующими правилами: 1. Точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера, однако оправданное повышение точности ведет к резкому удорожанию. 2. Следует отдавать предпочтение стандартным и нормализованным средствам контроля. Данные по выбору средств контроля заносим в таблицу 4.
Таблица 4.4 Выбор средств контроля
Сбор исходных данных Операционный эскиз
Рис.7.1.
Вид и материал заготовки - отливка, сталь 45Л ГОСТ 977-75, твердость НВ 215±2. Вид обработки - черновая. Обработка ведется в 2 перехода. Материал и геометрия режущей части резца: переход 1- резец расточной с φ = 60º с пластинами из твердого сплава по ГОСТ 18882-73, Т5К10; переход 2 - резец проходной упорный отогнутый с φ = 90º с пластинами из твердого сплава по ГОСТ 18879-73, Т5К10. Режимы резания (см. п.6.1): переход 1 - глубина t=2 мм, подача S= 0, 26 мм/об, скорость рез. V=56 м/мин; переход 2 - глубина t=1, 5 мм, подача S= 0, 43 мм/об, скорость рез. V=92 м/мин. Тип приспособления - одноместное универсальное наладочное (УНП) со сменными обратными кулачками. Металлообрабатывающий станок - 1А616 (наибольший диаметр патрона - 320 мм, внутренний конус шпинделя - Морзе 6 [10], основные размеры концов шпинделя по ГОСТ 12595-72 [10].
Расчет сил резания
Расчет сил резания выполним по методике изложенной в [11]. Расчет ведем по наиболее нагруженному первому переходу. При наружном продольном и поперечном точении, а также растачивании составляющие РZ, PY, Pх силы резания рассчитываются по формуле:
где CP, x, y, n - постоянная и показатели степени для конкретных условий обработки; t - глубина резания, мм; S - подача на оборот, мм/об; V - скорость резания, м/мин; n - частота вращения шпинделя, об/мин. При обработке стали резцом из твердого сплава значения коэффициента Ср и показателей степени в формулах силы резания при точении для сил РZ, PY, Pх составят:
для РZ: CP = 300; x= 1, 0; y= 0, 75; n= - 0, 15 [9]; для Ру: CP = 243; x= 0, 9; y= 0, 6; n= - 0, 3 [9]; для Рх: CP = 339; x= 1, 0; y= 0, 5; n= - 0, 4 [9]. Поправочный коэффициент KP представляет собой произведение ряда коэффициентов, учитывающих фактические условия резания.
где КМP - поправочный коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости:
где НВ - твердость; n - показатель степени; n = 0, 75 [9] Тогда: Кjp, Кgp, Кlр, Кrр - поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания:
для РZ: Кjр=0, 94; Кgр =1, 1; Кlр =1, 0; Кrр =0, 93 [9]; для Ру: Кjр=0, 77; Кgр =1, 4; Кlр =1, 25; Кrр =0, 82 [9]. для Рх: Кjр=1, 11; Кgр =1, 1; Кlр =0, 85; Кrр =1, 0 [9];
Подставив исходные данные в формулу (7.2) получим: КPZ =0, 792× 0, 94× 1, 1× 1, 0× 0, 93= 0, 762; КPу =0, 792× 0, 77× 1, 4× 1, 25× 0, 82= 0, 875; КPХ =0, 792× 1, 11× 1, 1× 0, 85× 1, 0= 0, 822. Подставив исходные данные в формулу (7.1) получим: PZ = 10× 300× 21, 0× 0, 260, 75× 56-0, 15× 0, 762 = 910, 14 Н; Pу = 10× 243× 2, 0, 9× 0, 260, 6× 56-0, 3 × 0, 875 = 528, 53 Н; PХ =10× 339× 21, 0× 0, 260, 5× 56-0, 4× 0, 822= 567, 95
Расчет усилия зажима
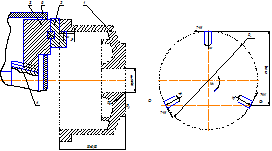
В процессе обработки на заготовку воздействует система сил. С одной стороны действует сила резания, которая стремиться вырвать заготовку из кулачков, с другой стороны сила зажима, препятствующая этому. Из условия равновесия моментов данных сил и с учетом коэффициента запаса определяем необходимое усилие зажима. Схема закрепления заготовки представлена на рисунке 7.2. Схема закрепления заготовки
1-заготовка; 4-зажимной механизм (клиновый); 2-кулачок сменный; 3-кулачок постоянный; 5-корпус. Рис.7.2.
Суммарный крутящий момент от касательной составляющей силы резания стремиться провернуть заготовку в кулачках и равен:
Повороту заготовки препятствует момент силы зажима, определяемый следующим образом:
где W - суммарное усилие зажима приходящееся на три кулачка, Н; f - коэффициент трения на рабочей поверхности сменного кулачка, f=0, 3; D1 - диаметр обрабатываемой поверхности, мм; d1 = 39, 315 мм. D2 - диаметр зажимаемой поверхности, мм; d2 = 146 мм. Из равенства моментов МР и МЗ определим необходимое усилие зажима, препятствующее провороту заготовки в кулачках.
где К - коэффициент запаса; PZ - тангенциальная составляющая силы резания, Н; Значение коэффициента запаса К, в зависимости от конкретных условий выполнения технологической операции, определяется по формуле [9, c.382]:
K = К0× К1× К2× К3 × К4× К5× К6, (7.6)
где K0 - гарантированный коэффициент запаса; K0 =1, 5 [9, c.382]; K1 - коэффициент, учитывающий увеличение силы резания из-за случайных неровностей на обрабатываемых поверхностях заготовки; K1 =1, 2 - при черновой обработке [9, c.382]; K2 - коэффициент, учитывающий увеличение силы резания вследствие затупления режущего инструмента; K2 =1, 0 - при черновой обработке чугуна для PZ [9, c.383]; K2 =1, 4 - при черновой обработке чугуна для Pу [9, c.383]; K3 - коэффициент, учитывающий увеличение силы резания при прерывистом резании; K3 =1, 2 [9, c.383]; K4 - коэффициент, характеризующий постоянство силы, развиваемой зажимным механизмом; K4 = 1, 0 - для механизированных приводов [9, c.383]; K5 - коэффициент, характеризующий эргономику немеханизированного зажимного механизма; K5 = 1, 0 - для механизированных приводов [9, c.383]; K6 - коэффициент, учитывающийся только при наличии моментов, стремящихся повернуть заготовку, установленную плоской поверхностью; K6 = 1, 0 [9, c.384]. Подставив исходные данные в формулу (7.6) получим: Кz=1, 5× 1, 2× 1, 0× 1, 2× 1, 0× 1, 0× 1, 0 = 2, 16; Кy=1, 5× 1, 2× 1, 4× 1, 2× 1, 0× 1, 0× 1, 0 = 3, 024. Если К< 2, 5, то по рекомендациям [9, c.384] принимаем К=2, 5. Подставив исходные данные в формулу (7.5) получим:
Сила Ру стремиться вывернуть заготовку из кулачков относительно оси ОО1 (см. рис.7.1) создавая момент от силы зажима:
Данному моменту препятствует момент от силы зажима:
Необходимая сила зажима равна:
Для дальнейших расчетов принимаем наихудший случай W=5145, 13 H. Величина усилия зажима W1, прикладываемого к постоянным кулачкам, несколько увеличивается по сравнению с усилием зажима W и рассчитывается по формуле:
где f1 - коэффициент трения направляющей постоянного кулачка и корпуса патрона; f1 =0, 1; LК - вылет кулачка, мм; LК = 30 мм; НК - длина направляющей постоянного кулачка, мм; НК = 50 мм. В процессе конструирования патрона данные размеры могут несколько измениться, но это, как показывает практика, не внесет существенных изменений в расчет усилий. Подставив исходные данные в формулу (7.8) получим:
Расчет силового привода
В начале попытаемся применить пневматический привод, так как в любом производстве имеются трубопроводы для подачи сжатого воздуха. Диаметр поршня пневмоцилиндра определяется по формуле [17, c.449]:
где р - избыточное давление воздуха, принимаемое в расчетах 0, 4 МПа; h = 0, 9 - КПД привода. Подставив исходные данные в формулу (7.10) получим:
При расчете по формуле (7.10) диаметр поршня получился более 80 мм, следовательно по рекомендациям [17] будем применять гидравлический привод, где за счет регулирования давления масла можно получить большие исходные усилия. При заданном усилии Q подбираем давление масла (Рг =1, 0; 2, 5; 5, 0; 7, 5 Мпа) так, чтобы диаметр поршня не превышал 80 мм. В качестве привода принимаем гидроцилиндр двустороннего действия с рабочим давлением 1, 0 МПа. Определим диаметр поршня гидроцилиндра, подставив исходные данные в формулу (7.10):
Принимаем по ГОСТ15608-81 ближайшее значение D= 63 мм. Ход поршня цилиндра рассчитывается по формуле:
где Sw - свободный ход кулачков, по рекомендациям [17], принимаем 5 мм; iп=1/ ic - передаточное отношение зажимного механизма по перемещению, принимаем 2, 3; Значение Подставив исходные данные в формулу (7.11) и учитывая рекомендации [14] получим: По результатам расчетов выполняем чертеж приспособления.
Описание конструкции резца
Резец токарный сборный с механическим креплением пластины 2 содержит державку 1, в резьбовые отверстия которой завинчены винты 7 и 8, которые служат для регулировки положения резца. Для закрепления пластины служит винт 3 с гайкой 6 и шайбой 5, который своим скосом упирается в ролик 4. Сборочный чертеж резца с указанием всех предельных отклонений и технических требований представлен на листе графической части дипломного проекта. Исходные данные
Переход чистового точения отверстия пов. Æ 39, 828+0, 062 мм на токарно-винторезном станке 16Б16П резцом с угол в плане - обрабатываемый материал - сталь 45Л ГОСТ 977-75; предел прочности материала инструмента диаметр обрабатываемой поверхности -. Æ 39, 828+0, 062 мм; режущий инструмент - Резец расточной с пластинами из твердого сплава по ГОСТ 18882-73, Т15К6; главный угол в плане - 6) глубина резания - t = 0, 26мм; 7) оборудование - токарный - винторезный станок 16Б16П: 7.1) мощность электродвигателя 7.2) Подача минимальная (минутная) Подача максимальная (минутная) 7.3) Частота вращения минимальная Частота вращения максимальная 10.2. Расчет ограничений:
Решение графическим методом
Система ограничений:
На графике (см. лист графической части №) построим сис-тему ограничений и целевую функцию. Найдем оптимальную точку, т.е. ту, в которой целевая функция Z будет максимальной. Рассмотрим точки фигуры, наиболее удаленные от начала координат - точки А, Б и В. Определим их координаты:
т. А: т. В:
Найдем значение целевой функции в этих точках:
ZБ®max Þ т. Б - оптимальная. Рассчитаем скорость резания и подачу, используя полученные данные:
Отсюда: Заключение
При разработке дипломного проекта предложены следующие пути совершенствования техпроцесса: разработан новый технологический процесс изготовления детали в условиях среднесерийного производства; разработана заготовка, полученная методом литья в земляные формы; определены оптимальные режимы проведения лезвийной обработки на токарной операции; спроектирован резец с механическим креплением режущей пластины, применение которого позволит сократить время замены режущей пластины и повысить надежность крепления режущей пластины; спроектировано приспособление для контроля биения отверстия; спроектирован патрон токарный клиновой с торцовым поджимом. Изменения, внесенные в техпроцесс изготовления детали позволили достичь основных целей проекта, обеспечить заданный объем выпуска деталей, снизить себестоимость ее изготовления и повысить качество изготовления по сравнению с базовым вариантом технологического процесса. Экономический эффект от внедрения данных мероприятий составит более рублей. Введение
В настоящее время вопрос развития производства в экономике серьёзная и наукоёмкая задача, но без развития производства и вложения в него средств предприятия существовать не могут. В связи с этим предприятия ищут возможности и средства для успешной работы и дальнейшего развития. Сейчас заметно стремление заводов максимально снижать себестоимость своей продукции, применять более высокопроизводительное оборудование и оснастку, оснащать станки промышленными роботами. |
Последнее изменение этой страницы: 2017-04-13; Просмотров: 4162; Нарушение авторского права страницы


 , Н (7.1)
, Н (7.1) , (7.2)
, (7.2) , (7.2.1)
, (7.2.1)
 , (7.3)
, (7.3) , (7.4)
, (7.4) (7.5)
(7.5)
 Н.
Н. , (7.7)
, (7.7) , (7.7)
, (7.7) = 5145, 13 Н
= 5145, 13 Н , (7.8)
, (7.8) Н.
Н. , (7.10)
, (7.10)
 мм.
мм. , (7.11)
, (7.11) по рекомендациям [14] принимаем с запасом 10…15 мм.
по рекомендациям [14] принимаем с запасом 10…15 мм. 15 мм.
15 мм. = 600.
= 600. = 690 МПа;
= 690 МПа;  = 8 кВт;
= 8 кВт;  = 2 мм/мин;
= 2 мм/мин;  = 1200 мм/мин;
= 1200 мм/мин;  = 20 об/мин;
= 20 об/мин;  = 2000 об/мин.
= 2000 об/мин. (10.7)
(10.7)
 , т. Б:
, т. Б: 









