|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Задачи и функции производственной логистики.Стр 1 из 4Следующая ⇒
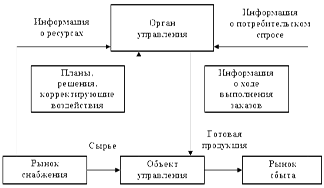
Задачи и функции производственной логистики. Понятие производственной логистики Материальный поток на своем пути от первичного источника сырья до конечного потребителя проходит ряд производственных звеньев. Управление материальным потоком на этом этапе имеет свою специфику и носит название производственной логистики. Объектом изучения производственной логистики являются внутрипроизводственные логистические системы: промышленные предприятия; оптовые предприятия, имеющие складские сооружения; грузовые станции и др. Внутрипроизводственные логистические системы можно рассматривать на макро- и микроуровне. На макроуровне внутрипроизводственные логистические системы выступают в качестве элементов макрологистических систем. Они задают ритм работы этих систем, являются источником материальных потоков. На микроуровне внутрипроизводственные логистические системы представляют собой комплекс взаимосвязанных подсистем, образующих определенную целостность, единство. Это подсистемы: организация закупки, работы складов, транспортно-складская, управление движением материалов в производстве, организация сбыта продукции и др. Они обеспечивают вхождение материального потока в систему, прохождение внутри ее и выход из системы. Основная задача производственной логистики состоит в создании и обеспечении эффективного функционирования интегрированной системы управления материальными потоками на предприятии. Управление материальным потоком на промышленном предприятии представляет собой процесс целенаправленного воздействия на производственные подразделения, запятые продвижением материальных и информационных потоков из пункта производства в пункт потребления продукции. Принятие управленческих решений осуществляется на основе данных о ходе выполнения производственных заказов, информации и ресурсах и потребительском спросе (рис. 2.2.1).
С помощью поступающей с рынка сбыта и рынка снабжения информации формируется комплексный план производства, материального обеспечения и сбыта готовой продукции, в соответствии с которым организуется деятельность по выполнению заказов. По результатам проверки вырабатываются управленческие решения, направляемые на устранение отклонений от графика выполнения производственных заказов. Таким образом в системе управления материальными потоками осуществляется циркуляция информации и формируется замкнутый контур управления с обратной связью. Схематично управление материальными потоками представлено на рис. 2.2.2.
Правила приоритетов в выполнении заказов Последовательность прохождения заказов через звенья логистической цепи устанавливается с помощью правил распределения работ (обслуживания заказов), предписывающих те или иные приоритеты при выполнении работ. В практике управления материальными потоками используются правила приоритетов, позволяющие сократить время ожидания и среднюю длительность цикла выполнения заказа: FIFO: «первый пришел – первый ушел», т.е. наивысший приоритет придается заказу, который раньше других поступил в систему; LIFO: «последний пришел – первый обслужен», т.е. наивысший приоритет придается заказу, поступившему на обслуживание последним. Это правило наиболее часто применяется в системах складирования в тех случаях, когда материалы уложены таким образом, что достать их можно только сверху; SPT: «правило кратчайшей операции», наивысший приоритет придается заказу с наименьшей длительностью выполнения в данном звене. В тех случаях, когда целью управления материальными потоками является обеспечение установленных сроков поставки, используются правила управления, учитывающие информацию о времени выполнения заказов: MST: «минимальный резерв времени», наивысший приоритет придается заказу, имеющему наименьшее резервное время. Резервное время определяется как разность между сроком выполнения заказа и сроком, к которому заказ может быть выполнен при отсутствии межоперационного пролеживания; EDD: «наиболее ранний срок исполнения», т.е. наивысший приоритет придается заказу с наиболее ранним сроком выполнения. Организация материальных потоков Формы организации Совокупность технических средств, которая создает возможность потока материалов, и расположение производственных участков и складов (накопителей) по отношению к ней, выраженное системой устойчивых связей, представляет собой форму организации движения материальных потоков. На практике используют три формы организации движения материалов: Накопительная форма организации характеризуется тем, что для нормальной работы логистических систем в их составе предусматривается комплекс складов. Сюда относятся склады металла и заготовок, межучастковые склады деталей, узлов и комплектующих изделий, склады готовой продукции, кладовые технологической оснастки. Материал перемещается в направлении от склада металлов и заготовок через промежуточные склады на производственные участки и далее – на склад готовой продукции. Основным достоинством данной формы организации движения материальных потоков является возможность накопления большого объема материала на входе и выходе системы, что обеспечивает, с одной стороны, надежность поступления необходимых деталей, заготовок, комплектующих в производство, с другой стороны, гарантирует выполнение срочных заявок потребителей продукции. Недостаток накопительной формы движения материалов состоит в том, что наличие разветвленной системы транспортных трасс и большого числа складов затрудняет управление движением материальных потоков и контроль за запасами. Кроме того, возрастают расходы, обусловленные иммобилизацией средств в материалы, и необходимостью капитальных вложений для создания системы складов. Транспортно-накопительная форма организации предполагает наличие комбинированной транспортно-складской системы (ТСС), которая объединяет определенное число рабочих мест (участков) путем установления связи каждого рабочего места (участка) с любым другим посредством информационного и материального потоков. При этом процессы механообработки (сборки), контроля, подготовки производства, складирования и регулирования материалов объединяются с помощью ТСС в единый процесс производства. Управление движением материального потока происходит по схеме: поиск необходимой заготовки на складе – транспортировка к станку – обработка – возвращение детали на склад. Накапливание материала осуществляется в центральном складе или децентрализовано на отдельных рабочих участках. В первом случае склад обслуживает несколько производственных подразделений и используется как резервный накопитель между началом и окончанием обработки детали. Во втором случае склады создаются на отдельных участках и служат для компенсации отклонений во времени при транспортировке и обработке детали. В отдельных случаях используется смешанная ТСС, предполагающая наличие как центрального склада, так и резервных накопителей на рабочих участках. Достоинствами данной формы организации материальных потоков являются: уменьшение объема запасов на рабочих местах за счет создания ТСС; сокращение длительности производственного процесса посредством устранения перерывов между составляющими цикла производства; постоянный контроль за запасами; наличие хорошо организованной системы управления движением материалов. К числу недостатков можно отнести следующие: транспортно-накопительная форма эффективна для групп конструктивно и технологически однородных деталей, что, во-первых, сужает область ее применения, во-вторых, вызывает необходимость проведения комплекса подготовительных работ; данная форма требует значительных вложений в создание автоматизированной системы управления ходом производства. Форма организации нулевого запаса предполагает создание объединенных контуров регулирования на основе автономных самоуправляемых производственных звеньев. Ядром контура является буферный склад (накопитель), связывающий между собой отдельные производственные участки. Каждый из участков может контактировать с любым другим посредством управления информационными и материальными потоками через соответствующий накопитель (рис. 2.2.6).
Принципиальной особенностью объединенного контура регулирования является формирование горизонтальных связей по всей технологической цепочке, что позволяет производственным звеньям самостоятельно и непосредственно взаимодействовать друг с другом. Запуск деталей в производство и их обработка осуществляются малыми партиями в соответствии с полученным заказом. После завершения выполнения операций в пределах одного производственного модуля детали поступают на склад и остаются там до тех пор, пока не будет получена заявка с последующего участка обработки. Достоинством данной формы является возможность использования вытягивающей системы управления материальными потоками, что обеспечивает минимальный нормативный производственный запас. Однако использование ее на отечественных предприятиях затруднено из-за низкого уровня компьютеризации управления ходом производства и отсутствия устойчивой системы снабжения необходимыми материалами. Контрольная работа Задание 4-1
Решение: 1. Количество штук каждого компонента для создания 50 единиц изделия А
2. Цикловой график сборки изделия
3. План полной потребности
4. План чистой потребности в материалах
Задачи и функции производственной логистики. |
Последнее изменение этой страницы: 2017-04-13; Просмотров: 906; Нарушение авторского права страницы