|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Точечная конденсаторная сварка. ⇐ ПредыдущаяСтр 4 из 4
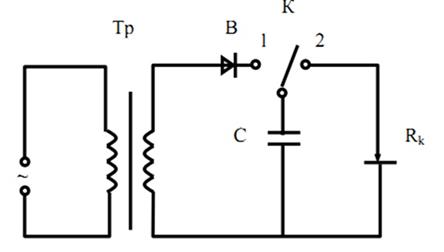
Одним из распространенных видов контактной сварки является конденсаторная сварка или сварка запасённой энергией, накопленной в электрических конденсаторах. Энергия в конденсаторах накапливается при их зарядке от источника постоянного напряжения (генератора или выпрямителя), а затем в процессе разрядки преобразуется в теплоту, используемую для сварки. Накопленную в конденсаторах энергию можно регулировать изменением ёмкости конденсатора (С) и напряжения зарядки (U). Существует два вида конденсаторной сварки: - бестрансформаторная (конденсаторы разряжаются непосредственно на свариваемые детали); - трансформаторная (конденсатор разряжается на первичную обмотку сварочного трансформатора, во вторичной цепи которого находятся предварительно сжатые свариваемые детали). Принципиальная схема конденсаторной сварки приведена на рис. 1.29.
Рис. 1.29. Принципиальная схема устройства для конденсаторной сварки: Тр - повышающий трансформатор, В - выпрямитель, С - конденсатор емкостью 500 мкФ, Rк - сопротивление свариваемых деталей, К - ключ- переключатель
В положении переключателя 1 конденсатор заряжается до напряжения U0. При переводе переключателя в поз. 2 конденсатор разряжается через контактное сопротивление свариваемых деталей. При этом возникает мощный импульс тока. Напряжение с конденсатора подается на заготовку через точечные контакты площадью ~ 2 мм. Возникающий при этом импульс тока в соответствии с законом Джоуля-Ленца разогревает область контакта до рабочей температуры сварки. Для обеспечения надежного прижимания свариваемых поверхностей через точечные электроды на детали передается механическое напряжение порядка 100 МПа. Основное применение конденсаторной сварки состоит в соединении металлов и сплавов малых толщин. Преимуществом конденсаторной сварки является незначительная потребляемая мощность. Для определения эффективности сварки оценим максимальную температуру в области контакта свариваемых деталей (Тmax). Ввиду того что длительность импульса разрядного тока не превышает 10-6 с, расчет проведен в адиабатическом приближении, то есть пренебрегая теплоотводом из области протекания тока. Принцип контактного нагрева деталей представлен на рис. 1.30.
Рис. 1.30. Принцип контактной сварки: 1 - свариваемые детали толщиной d = 5*10-2 см, 2 - электроды площадью S= 3*10-2 см, С - конденсатор емкостью 500 мкФ, Rк - контактное сопротивление Преимуществом конденсаторной сварки является незначительная потребляемая мощность, которая составляет (0, 1-0, 2) кВА. Продолжительность импульса сварочного тока - тысячные доли секунды. Диапазон свариваемых толщин металла находится в пределах от 0, 005 мм до 1 мм. Конденсаторная сварка позволяет успешно соединять металлы малых толщин, мелкие детали и микродетали, плохо различимые невооруженным глазом и требующие при сборке применения оптических приборов. Этот прогрессивный способ сварки нашел применение в производстве электроизмерительных приборов и авиационных приборов, часовых механизмов, фотоаппаратов и т.д. Холодная сварка. Соединение заготовок при холодной сварке осуществляется путем пластического деформирования при комнатной и даже при отрицательных температурах. Образование неразъемного соединения происходит в результате возникновения металлической связи при сближении соприкосающихся поверхностей до расстояния, при котором возможно действие межатомных сил, причем в результате большого усилия сжатия пленка окислов разрывается и образуются чистые поверхности металлов. Свариваемые поверхности должны быть тщательно очищены от адсорбированных примесей и жировых пленок. Холодной сваркой могут быть выполнены точечные, шовные и стыковые соединения. На рис. 1.31 представлен процесс холодной точечной сварки. Листы металла (1) с тщательно зачищенной поверхностью в месте сварки помещают между пуансонами (2), имеющими выступы (3). Пуансона сжимают с некоторым усилием Р, выступы (3) вдавливаются в металл на всю их высоту, пока опорные поверхности (4) пуансонов не упрутся в наружную поверхность свариваемых заготовок.
Рис. 1.31. Схема холодной сварки
Холодной сваркой выполняют соединения проволок, шин, труб внахлест и встык. Давление выбирают в зависимости от состава и толщины свариваемого материала, в среднем оно составляет (1-3) ГПа. Индукционная сварка. Этим способом преимущественно сваривают продольные швы труб в процессе их изготовления на непрерывных станах и наплавляют твердые сплавы на стальные основания при изготовлении резцов, буровых долот и другого инструмента. При этом способе металл нагревается пропусканием через него токов высокой частоты и сдавливается. Индукционная сварка удобна тем, что она бесконтактна, токи высокой частоты локализуются вблизи поверхности нагреваемых заготовок. Подобные установки работают следующим образом. Ток высокочастотного генератора подводится к индуктору, который индуцирует вихревые токи в заготовке, и труба разогревается. Станы подобного типа успешно применяют для изготовления труб диаметром (12-60) мм со скоростью до 50 м/мин. Питание током производится от ламповых генераторов мощностью до 260 кВт при частоте 440 кГц и 880 кГц. Изготавливаются так же трубы больших диаметров (325 мм и 426 мм) с толщиной стенки (7-8)мм, со скоростью сварки до (30-40) м/мин. |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 712; Нарушение авторского права страницы