|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контрольно-измерительных материалов по программеСтр 1 из 19Следующая ⇒
Комплект Контрольно-измерительных материалов по программе ПМ 02. СВАРКА И РЕЗКА ДЕТАЛЕЙ ИЗ РАЗЛИЧНЫХ СТАЛЕЙ,
основной профессиональной образовательной программы по специальности НПО 150709.02 Сварщик (электросварочные и газосварочные работы). Г. Разработчик:
Содержание I. Паспорт комплекта контрольно- измерительных материалов. 4 1.1. Область применения. 4 1.2. Система контроля и оценки освоения программы ПМ 02, МДК 02.04. 4 Формы итоговой аттестации по ОПОП при освоении, МДК 02.04 4 1.2.1. Организация контроля и оценки освоения программы учебной дисциплины, МДК 4 2. Комплект материалов для оценки освоенных умений и усвоенных знаний по учебнойдисциплине, МДК _________________ 5 Задания для экзаменующихся. 7 Пакет экзаменатора. 9 I. Паспорт комплекта контрольно-измерительных материалов Область применения Комплект контрольно-измерительных материалов предназначен для проверки результатов освоения дисциплины, МДК 02.04 Технология выполнения электродуговой сварки и резки металлов основной профессиональной образовательной программы по профессии НПО 150709.02 Сварщик (электросварочные и газосварочные работы) В результате освоения дисциплины обучающийся должен уметь: 1. Производить ручную дуговую и плазменную сварку простых деталей, узлов и конструкций из углеродистых сталей в нижнем, вертикальном положениях сварного шва. 2. Производить наплавку простых неответственных деталей. 3. Нагревать детали и изделия перед сваркой. 4. Выполнять прихватку деталей и изделий и конструкций во всех пространственных положениях сварного шва. В результате освоения дисциплины обучающийся должен знать: 1. Устройство обслуживаемых электросварочных машин, сварочной аппаратуры, автоматов, полуавтоматов и источников питания; 2. Свойства и назначение сварочных материалов, правила их выбора; 3. Марки и типы электродов; 4. Правила установки режимов сварки по заданным параметрам; 5. Особенности сварки и электродугового строгания на переменном и постоянном токе; 6. Технологию сварки изделий в камерах с контролируемой атмосферой; 7. Основы электротехники в пределах выполняемой работы; 8. Методы получения и хранения наиболее распространенных газов, используемых при сварке; 9. Процесс кислородной резки и строгания стали; 10. Режим резки и расхода газов при кислородной и газоэлектрической резке; 11. Правила чтения чертежей сварных пространственных конструкций, свариваемых сборочных единиц и механизмов; 12. Технологию изготовления сварных типовых машиностроительных деталей и конструкций; 13. Материалы и нормативные документы на изготовление и монтаж сварных конструкций; 14. Сущность технологичности сварных деталей и конструкций; 15. Требования к организации рабочего места безопасности выполнения сварочных работ.
Комплект контрольно-измерительных материалов позволяет оценивать: 1.1.1. Освоенные умения и усвоенные знания:
1.2. Система контроля и оценки освоения программы учебной дисциплины, МДК 02.04 Технология выполнения электродуговой сварки и резки металлов текущий и рубежный контроль осуществляется по пятибалльной системе.
Формы итоговой аттестации по ОПОП при освоении учебной дисциплины, МДК: Экзамен. 1.2.1. Организация контроля и оценки освоения программы учебной дисциплины, МДК Итоговый контроль освоения умений и усвоенных знаний дисциплины, МДК 02.04 Технология выполнения электродуговой сварки и резки металлов осуществляется в форме экзамена.
2. Комплект материалов для оценки освоенных умений и усвоенных знаний по дисциплине, МДК 02.04. Технология выполнения электродуговой сварки и резки металлов ЗАДАНИЯ ДЛЯ ЭКЗАМЕНУЮЩИХСЯ количество вариантов 28 Оцениваемые умения: 1. Производить ручную дуговую и плазменную сварку простых деталей, узлов и конструкций из углеродистых сталей в нижнем, вертикальном положениях сварного шва. 2. Производить наплавку простых неответственных деталей. 3. Нагревать детали и изделия перед сваркой. 4. Выполнять прихватку деталей и изделий и конструкций во всех пространственных положениях сварного шва. Оцениваемые знания: 1. Устройство обслуживаемых электросварочных машин, сварочной аппаратуры, автоматов, полуавтоматов и источников питания; 2. Свойства и назначение сварочных материалов, правила их выбора; 3. Марки и типы электродов; 4. Правила установки режимов сварки по заданным параметрам; 5. Особенности сварки и электродугового строгания на переменном и постоянном токе; 6. Технологию сварки изделий в камерах с контролируемой атмосферой; 7. Основы электротехники в пределах выполняемой работы; 8. Методы получения и хранения наиболее распространенных газов, используемых при сварке; 9. Процесс кислородной резки и строгания стали; 10. Режим резки и расхода газов при кислородной и газоэлектрической резке; 11. Правила чтения чертежей сварных пространственных конструкций, свариваемых сборочных единиц и механизмов; 12. Технологию изготовления сварных типовых машиностроительных деталей и конструкций; 13. Материалы и нормативные документы на изготовление и монтаж сварных конструкций; 14. Сущность технологичности сварных деталей и конструкций; 15. Требования к организации рабочего места безопасности выполнения сварочных работ.
Условия выполнения задания Экзамен пройдёт в кабинете Технологии сварки и резки металлов.
Для ответов на теоретические вопросы требуются комплект плакатов по электросварочным работам.
ГЛАВА 1 Билет№1
Ответить на теоретические вопросы: Подготовка, сборка, прихватка и сварка двух пластин толщиной 6 мм стыковым соединением в нижнем положении сварочного шва.
Билет№2
Ответить на теоретические вопросы: Подготовка, сборка, прихватка и сварка двух пластин толщиной 10 мм стыковым соединением в вертикальном положении сварочного шва.
Билет№3
Ответить на теоретические вопросы:
Сварочного тока. Подготовка, сборка, прихватка и сварка двух пластин толщиной 4 мм стыковым соединением в горизонтальном положении сварочного шва.
Билет№4
Ответить на теоретические вопросы:
Сварочного тока. Подготовка, сборка, прихватка и сварка двух пластин толщиной 4 мм стыковым соединением в горизонтальном положении сварочного шва.
Билет№5
Ответить на теоретические вопросы:
Сварочная швы: классификация, по применяемому для сварки материалу, по расположению свариваемых деталей, по действующему на шов усилию, по объему наплавленного металла, по форме свариваемой конструкции, по расположению на изделии. Подготовка, сборка, прихватка и сварка двух пластин толщиной 12 мм тавровым соединением в нижнем положении сварочного шва. Билет№6
Ответить на теоретические вопросы:
Положении.
Выполнить практическое задание (устно):
Подготовка, сборка, прихватка и сварка двух пластин толщиной 12 мм нахлёсточным соединением в нижнем положении сварочного шва.
Билет№7
Ответить на теоретические вопросы:
Горения. Особенности, особенности.
Выполнить практическое задание (устно):
Подготовка, сборка, прихватка и сварка двух пластин толщиной 10 мм угловым соединением в нижнем положении сварочного шва.
Билет№8
Ответить на теоретические вопросы:
Применение. Подготовка, сборка, прихватка и сварка двух пластин толщиной 14 мм стыковым соединением в нижнем положении сварочного шва.
Билет№9
Ответить на теоретические вопросы:
Применение. Подготовка, сборка, прихватка и сварка двух пластин толщиной 8 мм торцевым соединением в нижнем положении сварочного шва.
Билет№10
Ответить на теоретические вопросы: Подготовка, сборка, прихватка и сварка двух пластин толщиной 6 мм нахлёсточным соединением в нижнем положении сварочного шва.
Билет№11
Ответить на теоретические вопросы:
Подготовка, сборка, прихватка и сварка двух пластин толщиной 4 мм тавровым соединением в нижнем положении сварочного шва.
Билет№12
Ответить на теоретические вопросы: Подготовка, сборка, прихватка и сварка двух пластин толщиной 16 мм стыковым соединением в нижнем положении сварочного шва.
Билет№13
Ответить на теоретические вопросы:
Подготовка, сборка, прихватка и сварка двух пластин толщиной 8 мм стыковым соединением в горизонтальном положении сварочного шва.
Билет№14
Ответить на теоретические вопросы: 1.Особенности технологии выполнения вертикальных швов. 2.Типовые слесарные операции, применяемые при подготовке металла под сварку. Выполнить практическое задание (устно):
Подготовка, сборка, прихватка и сварка двух пластин толщиной 6 мм угловым соединением в вертикальном положении сварочного шва снизу вверх.
Билет№15
Ответить на теоретические вопросы: Подготовка, сборка, прихватка и сварка двух пластин толщиной 6 мм угловым соединением в вертикальном положении сварочного шва сверху вниз.
Билет№16
Ответить на теоретические вопросы: 1. Способ сварки покрытыми электродами с образованием шва за один проход. Подготовка, сборка, прихватка и сварка двух пластин толщиной 6 мм угловым соединением в вертикальном положении сварочного шва сверху вниз.
Билет№17
Ответить на теоретические вопросы:
Подготовка, сборка, прихватка и сварка двух пластин толщиной 6 мм тавровым соединением в вертикальном положении сварочного шва сверху вниз.
Билет№18
Ответить на теоретические вопросы: ГОСТу. Выполнить практическое задание (устно):
Подготовка, сборка, прихватка и сварка двух полос металла длиной 40 см, толщиной 4 мм тавровым соединением в нижнем положении сварочного шва.
Билет№19
Ответить на теоретические вопросы:
Подготовка, сборка, прихватка и сварка двух полос металла длиной 1050 см, толщиной 6 мм стыковым соединением в потолочном положении сварочного шва.
Билет№20
Ответить на теоретические вопросы: 1. Особенности подготовки чугуна к сварке. Способы сварки чугуна: горячая сварка (применяемые материалы, режим). 2. Сварка: определение, сущность и условия образования Подготовка, сборка, прихватка и сварка двух полос металла длиной 25 см, толщиной 8 мм стыковым соединением в потолочном положении сварочного шва.
Билет№21
Ответить на теоретические вопросы: Режимы сварки. Подготовка, сборка, прихватка и сварка трёх полос металла длиной 300 см, толщиной 8 мм (изготовление двутавровой балки).
Билет№22
Ответить на теоретические вопросы: Подготовка, сборка, прихватка и сварка трёх полос металла длиной 100 см, толщиной 20 мм (изготовление двутавровой балки).
Билет№23
Ответить на теоретические вопросы:
Включения. Выполнить практическое задание (устно):
3. Подготовка, сборка, прихватка и сварка трёх полос металла длиной 80 см, толщиной 16 мм (изготовление швеллера).
Билет№24
Ответить на теоретические вопросы: ГЛАВА 2 Билет№1
Ответить на теоретические вопросы: Таблица 52.Режимы сварки тонколистовой малоуглеродистой стали
В табл. 52 даны режимы сварки тонких листов из малоуглеродистой стали. Сварка тонких листов производится с периодическими замыканиями дуги через расплавленные капли, переходящие с электрода. Основной металл при этом расплавляется на всю толщину и с нижней стороны шва получается небольшой протек. Рекомендуется при сварке стыковых швов применять различного рода теплоотводящие и удерживающие подкладки. Они значительно улучшают качество сварки. Сварочные посты, предназначенные для сварки тонкостенных изделий, оборудуются электрододержателем с гибким проводом небольшого сечения, облегчающим свободу манипулирования электродом, что очень важно при сварке тонкого материала.
Выполнить практическое задание (устно): Подготовка, сборка, прихватка и сварка двух пластин толщиной 6 мм стыковым соединением в нижнем положении сварочного шва.
Билет№2
Ответить на теоретические вопросы: Подготовка, сборка, прихватка и сварка двух пластин толщиной 10 мм стыковым соединением в вертикальном положении сварочного шва. Билет№3
Ответить на теоретические вопросы:
Сварочного тока. Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока. Устройство трансформатора Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, — вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В. 8 нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта 4, с которым она связана, и рукоятки 5, находящейся на крышке кожуха трансформатора. Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока — 65-460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40-180 А. Диапазоны тока переключают выведенной на крышку рукояткой. Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током (I) в цепи и напряжением (U) на зажимах источника питания. Источник питания может иметь внешнюю характеристику: возрастающую, жесткую, падающую. Источник питания для ручной дуговой сварки имеет падающую вольтамперную характеристику. Напряжение холостого хода источника питания — напряжение на выходных клеммах при разомкнутой сварочной цепи. Номинальный сварочный ток и напряжение — ток и напряжение, на которые рассчитан нормально работающий источник. Подготовка, сборка, прихватка и сварка двух пластин толщиной 4 мм стыковым соединением в горизонтальном положении сварочного шва.
Билет№4
Ответить на теоретические вопросы:
Сварочного тока. Сварочный выпрямитель - это источник постоянного сварочного тока. Сварочный выпрямитель содержит силовой трансформатор, силовые полупроводниковый вентили и устройство регулирования сварочного тока. Классификация сварочных выпрямителей производится по второй из 3-х основных функций источника питания (горение, регулирование, преобразование). Все сварочные выпрямители по способу регулирования сварочного тока можно разделить на регулируемые трансформатором, регулируемые тиристорами и регулируемые дросселем насыщения. Выпрямители, регулируемые трансформатором, имеют 3-фазные трансформаторы, в отличие от сварочных трансформаторов, которые однофазные. Ступенчатое регулирование осуществляется переключением звезда – треугольник, что приводит к изменению тока в 3 раза. (больший ток при схеме треугольник – треугольник, чем звезда – звезда.) В отличие от сварочных трансформаторов даже самые простые выпрямители содержат пускорегулирующую и защитную аппаратуру для защиты вентилей от перегрузок по току и от нарушения охлаждения (реле вентилятора или реле давления воды). Для этого у источника питания должен быть силовой контактор, вручную он управляется кнопками ПУСК и СТОП. У выпрямителя ВД-306: защита по току электромагнитная, срабатывает при превышении допустимого тока в 1, 5 раза.
Рис. 1. Сварочный выпрямитель ВД-306 В любом сварочном выпрямителе можно выделить следующие элементы: силовой понижающий трансформатор и блок выпрямителей Подготовка, сборка, прихватка и сварка двух пластин толщиной 4 мм стыковым соединением в горизонтальном положении сварочного шва.
Билет№5
Ответить на теоретические вопросы:
Сварочная швы: классификация, по применяемому для сварки материалу, по расположению свариваемых деталей, по действующему на шов усилию, по объему наплавленного металла, по форме свариваемой конструкции, по расположению на изделии. Сварные швы классифицируются по следующим основным признакам. По виду сварного соединения различают швы стыковые и угловые. Швы, расположенные в стыковых сварных соединениях, называются стыковыми, расположенные в тавровых, угловых и нахлесточных соединениях - угловыми.
Подготовка, сборка, прихватка и сварка двух пластин толщиной 12 мм тавровым соединением в нижнем положении сварочного шва. Билет№6
Ответить на теоретические вопросы:
Положении. Угловые швы (или валиковые) применяются при Т-образных (тавровых) соединениях и соединениях внахлестку и являются очень распространёнными в сварных конструкциях. Сварка тавровых соединений в нижнем положении производится так, что одна плоскость свариваемого изделия горизонтальна, а другая вертикальна и шов накладывается в прямой угол между этими поверхностями. При тавровом соединении, если толщина вертикального листа не превышает 12 мм, специальной обработки кромок не требуется, только нижнюю кромку вертикального листа необходимо обрезать так, чтобы стык не имел зазоров больше 2 мм.
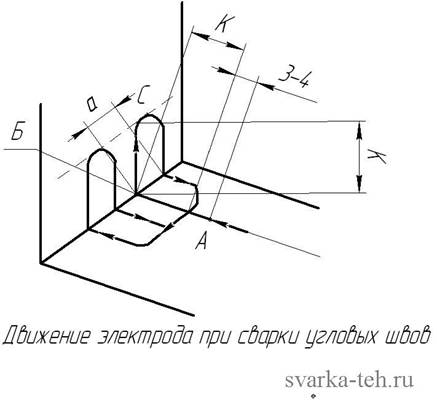
Техника наложения углового шва заключается в следующем: Дугу возбуждают на нижнем листе, отступив от вершины угла на 3-4 мм больше, чем катет шва (точка А), затем дугу ведут от точки А к вершине угла, в точку В, где её несколько задерживают для лучшего проплавления вершины угла; далее дугу поднимают на высоту, равную катету шва по вертикальной стенке (а при многослойной сварке-на высоту, равную катету первого слоя шва), и по ней передвигают назад на некоторую величину. После этого дугу несколько быстрее, чем при подъеме, опускают на горизонтальный нижний лист и доводят на нём толщину шва на величину катета. Отсюда по нижнему листу дугу передвигают вперёд до границы кратера и по ней направляют в вершину угла, снова задерживая дугу на некоторое время для лучшего проплавления вершины; затем поднимают вверх, возвращают назад на ту же величину а, спускают вниз- и повторяют весь процесс в прежнем порядке.
При сварке толстопокрытыми электродами или на повышенных величинах тока образуется большая ванна расплавленного металла, вследствие чего накладывание угловых швов обычным способом затруднительно, так как при этом большая часть расплавленного металла стекает на горизонтальную поверхность и шов получается неправильного сечения. Во избежание этого рекомендуется свариваемое изделие располагать так, чтобы обе поверхности были наклонены к горизонту под углом в 45°, т. е. сварку производить в лодочку.
Выполнить практическое задание (устно):
Подготовка, сборка, прихватка и сварка двух пластин толщиной 12 мм нахлёсточным соединением в нижнем положении сварочного шва. Билет№7
Ответить на теоретические вопросы:
Горения. |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 713; Нарушение авторского права страницы